
Week 7. Computer Controlled Machining.
During this week I learnt how to create and prepare 3D models with Fusion360 so they can be milled with a CNC Router

Tasks
- Design a 3D model to be milled
- Get acuainted with CNC router settings
- Fabricate the model
Process explanation
Design a 3D model to be milled
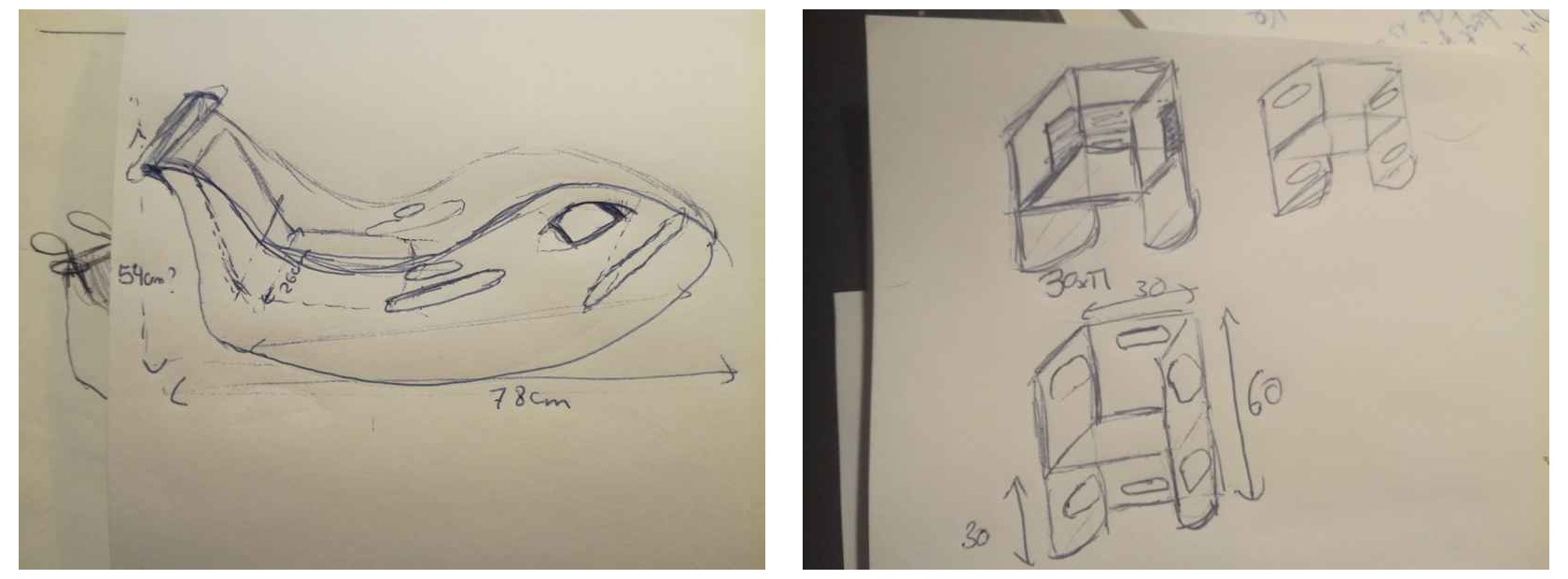
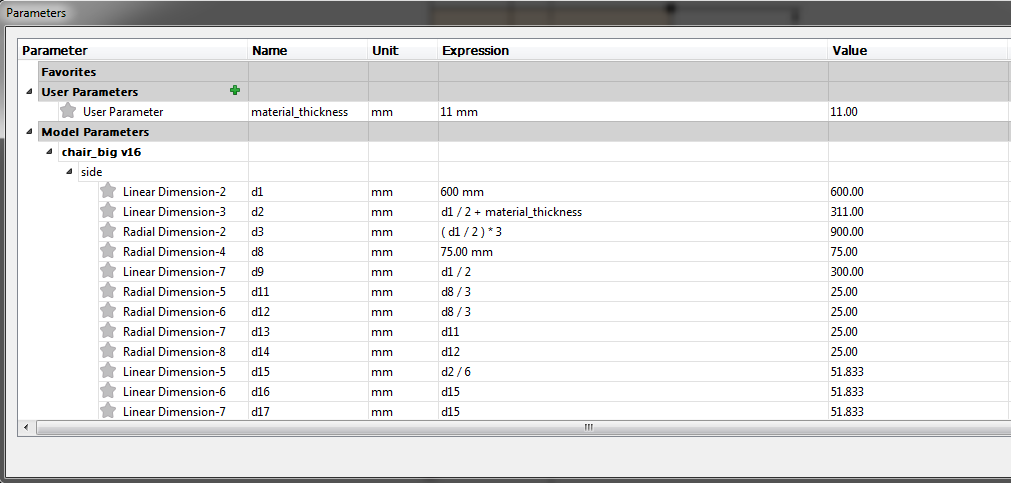
I decided to use Fusion 360 to create the model to be milled. I wanted to build something for my kids and I thought a chair or rocker would be a good idea. I made several designs (Figure 1). The first one is a kind of plane-rocker where my child could have a rest or watch TV. The second option was a rocker chair that can be used also as a normal chair or as a table. You can see the design on Figure 2.

Designing with Fusion 360
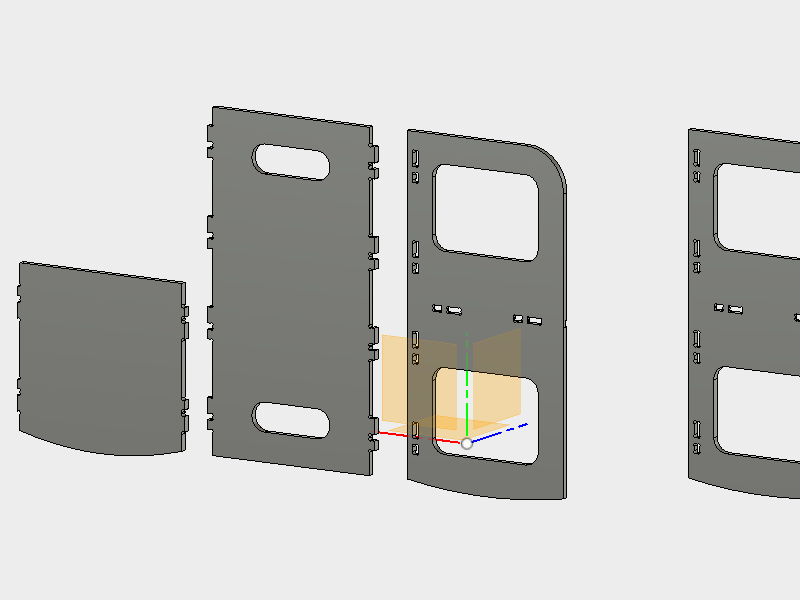
I did the whole design using Fusion. The chair will have 4 different pieces: The lateral walls (that will be mirrored objects, the back wall and the sit. I utilized tabs and holes as joints. I added a groove to insert the sit in the laterals. I utilized parameteric design utilizing the stock thickness and the length of the chair as the main parameters.
Next I will explain step by step the modelling process:
Lateral walls
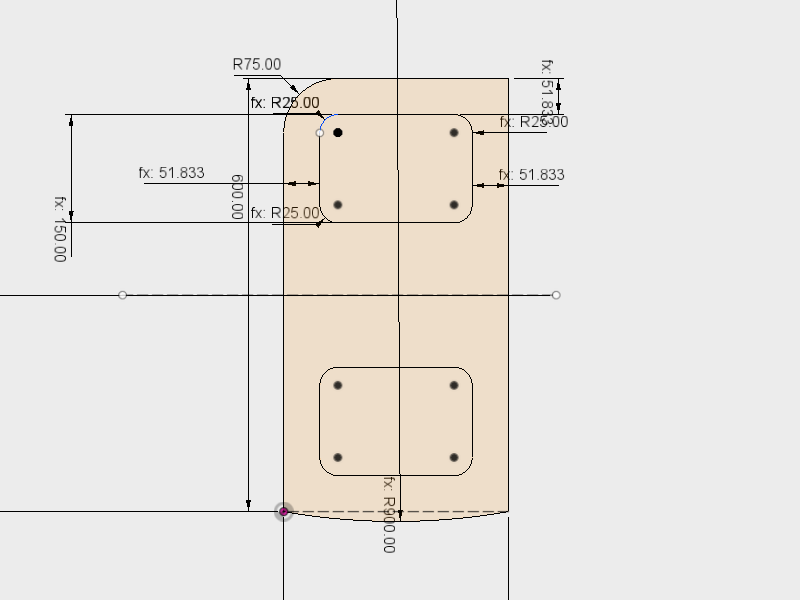
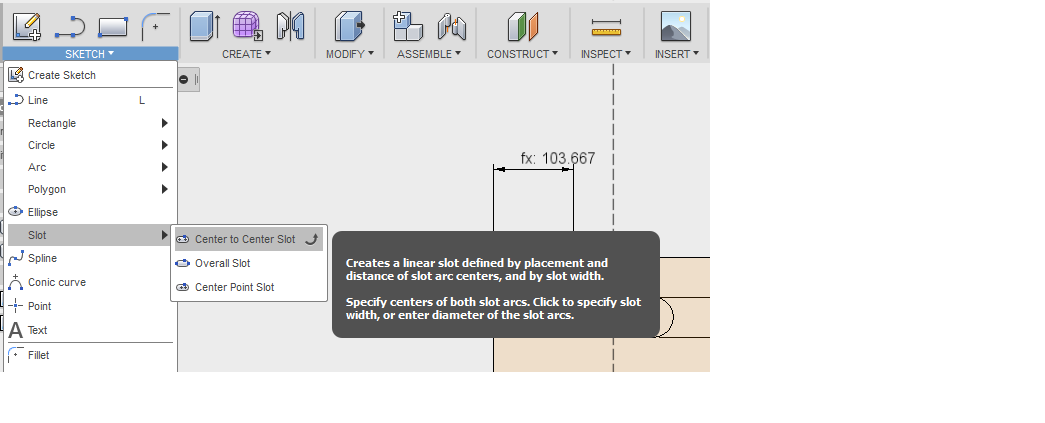
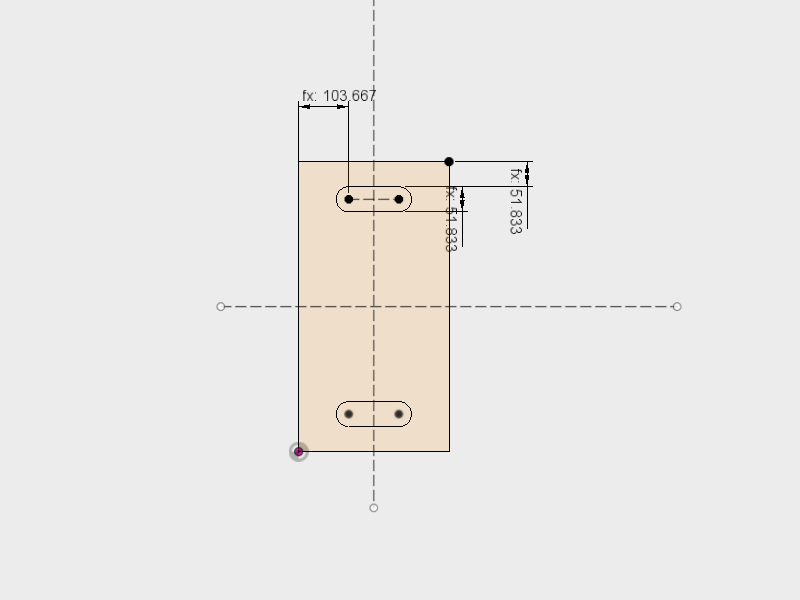
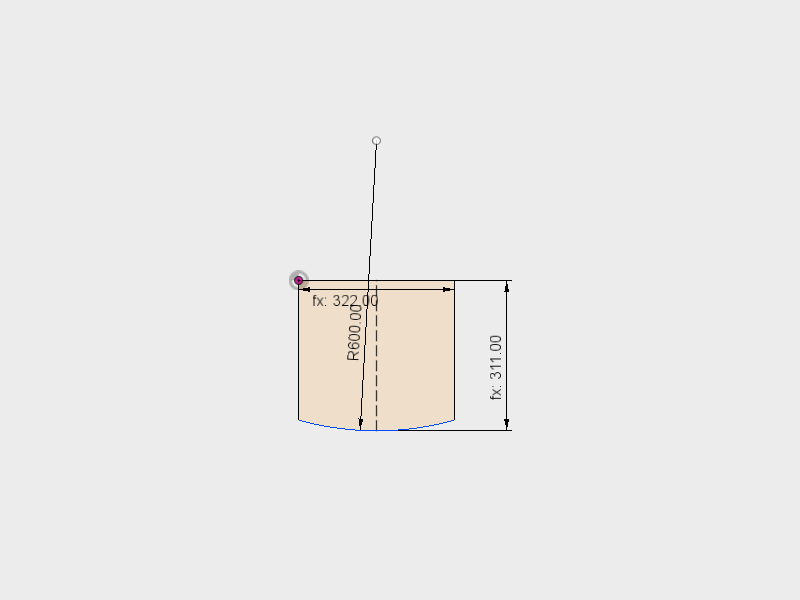
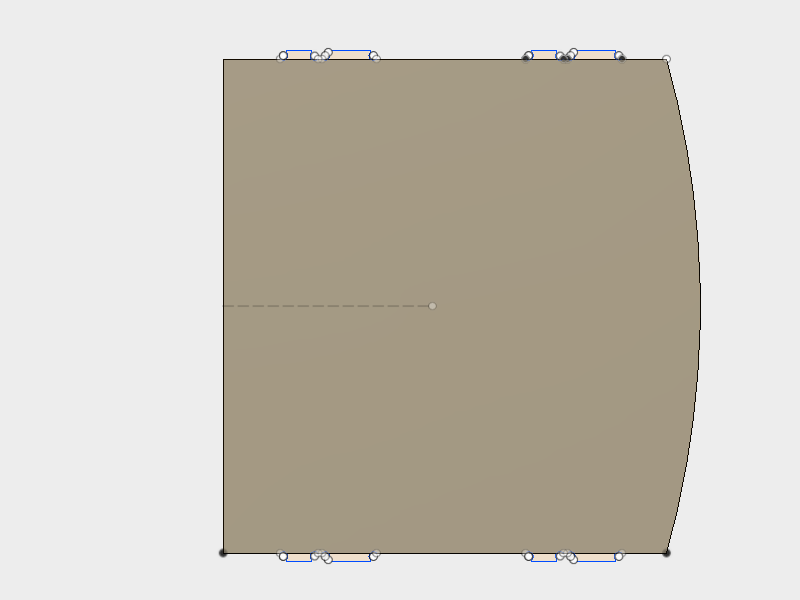
No major difficulties in the design. In the sketch I used the rectangular slots with two centers (Sketch > Slots > Center to Center Slot) to make the holes. I made the rounded borders using the fillet tool. An important aspect is the calculation of the radius of the bottom of the rocker. It should be have adequate radius so it rocks, but not that much that the chair falls down. I searched in different places and this website gives a good explanation on how to calculate the radius. Basically, the radius of the rocker chair depends on the height of the seat:
Radius = Length of the seat * 3.14159.
Back wall
The back wall was made in a similar way as the lateral wall. I drew vertical and horizontal auxiliary in the center of the rectangle (utilizing the midpoint constraint and transforming the lines into Construction lines through the contextual menu.
Seat
I made the seat a bit shorter than the walls, so when I convert it into table it is just supported by the walls (walls acts as leg). I utilized also a construction line to calculate the middle of the seat.
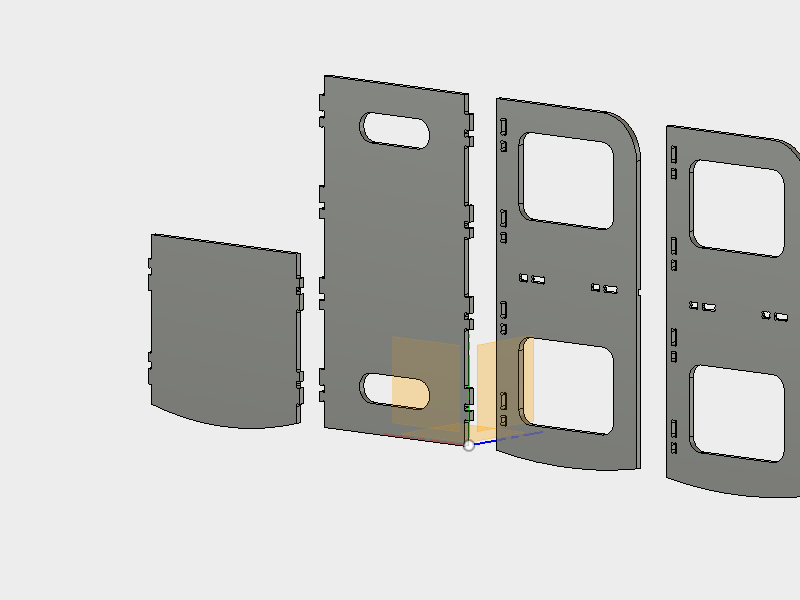
Lateral groove
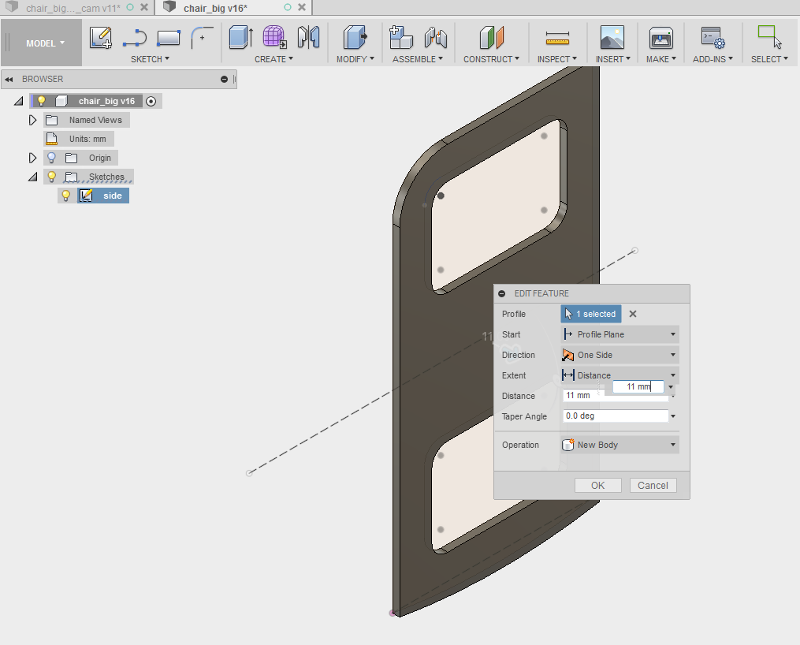
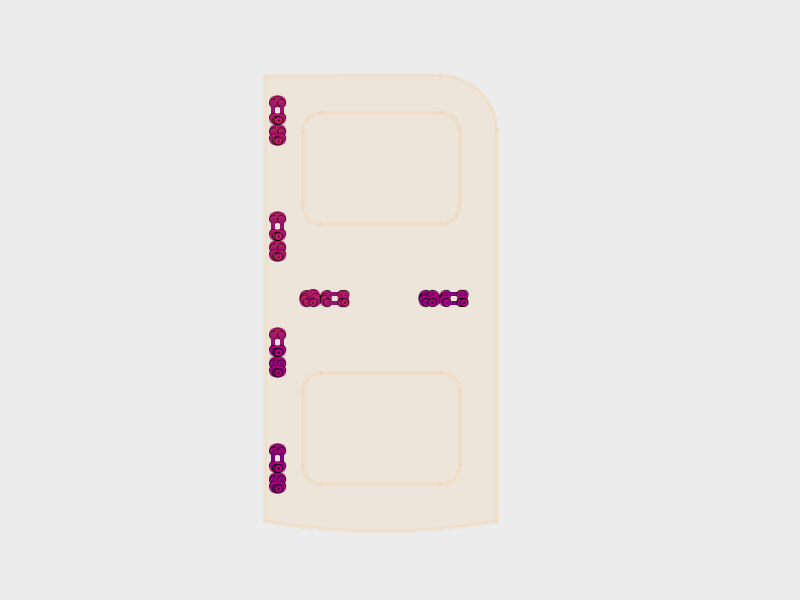
Next, I had to create a groove in the lateral walls to slide the seat. I created a new sketch on the same wall plane. After that, I imported part of the geometry: Sketch > Project/Include/ Project . Notice the purple lines in the Figure 10. They serve me as geometry reference to draw the rectangle that become the groove.
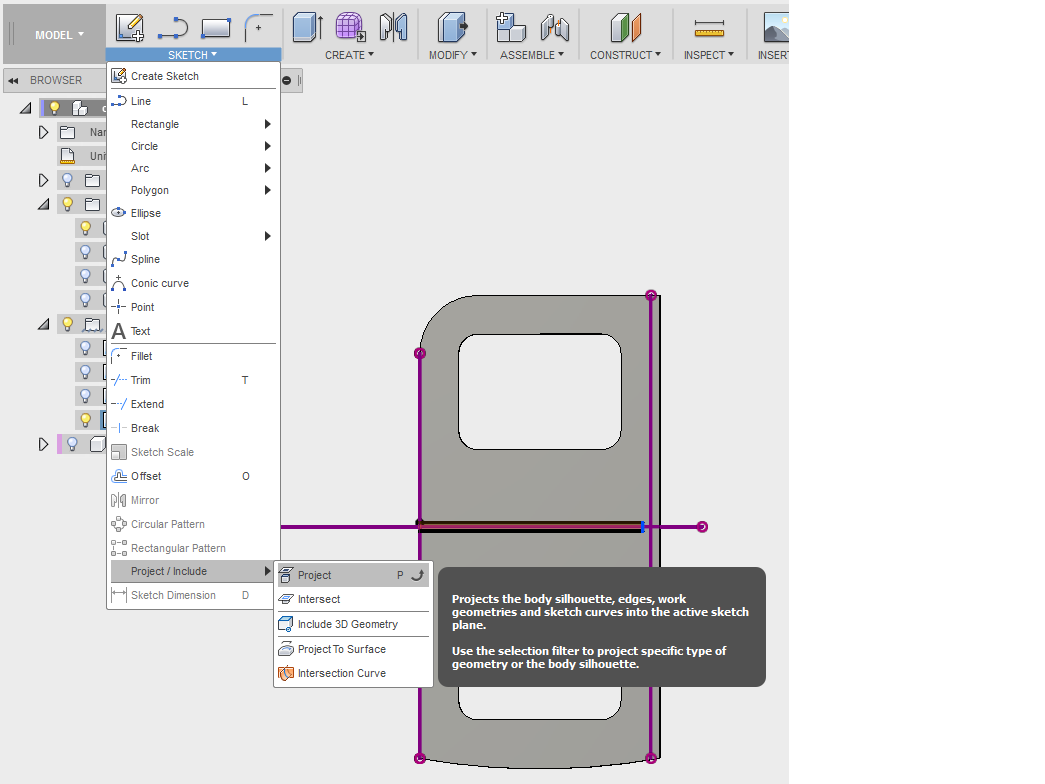
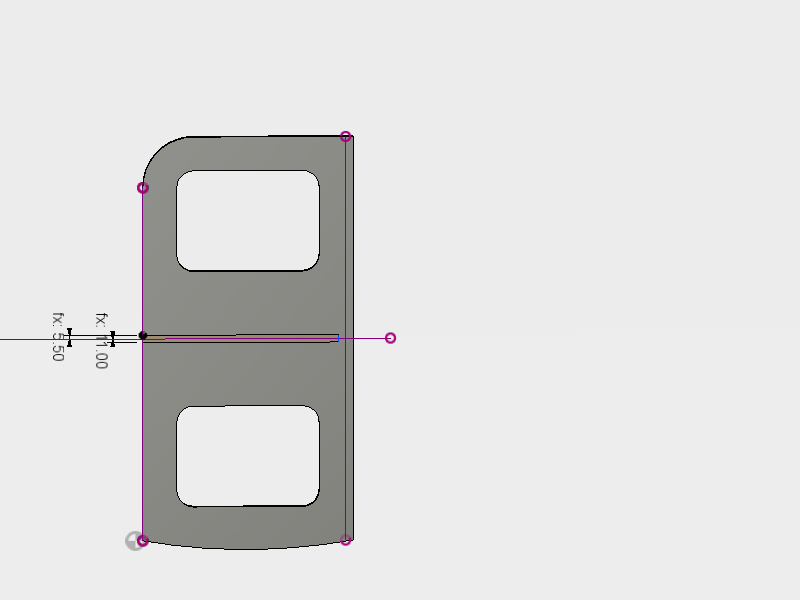
I did not extruded the whole stock depth but just have of it, so the seat can be supported by the walls.
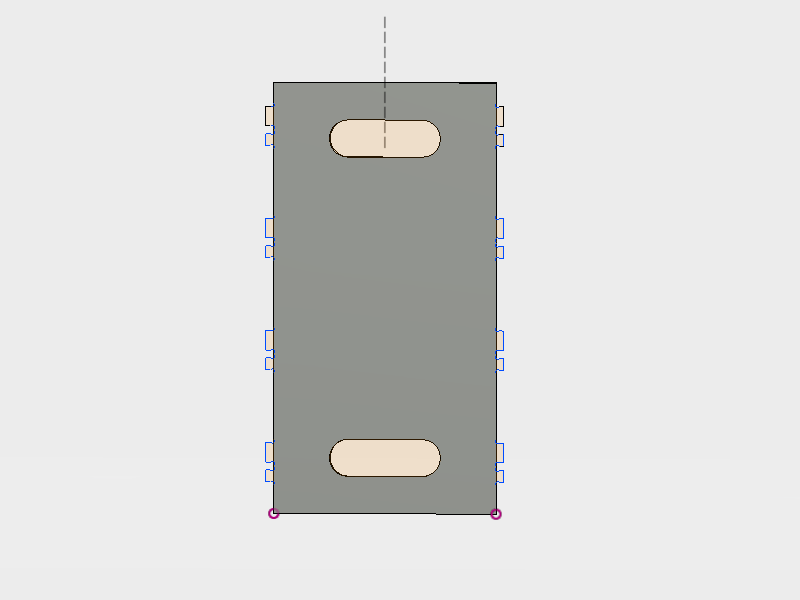
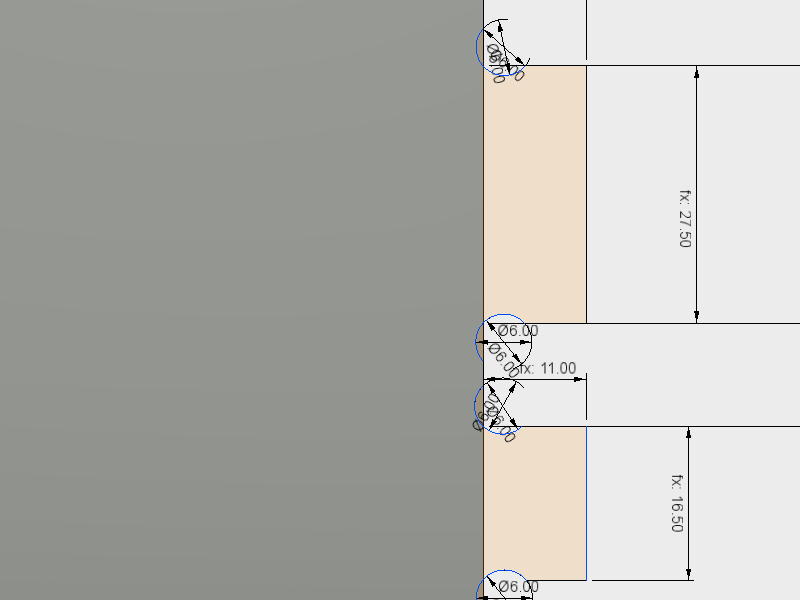
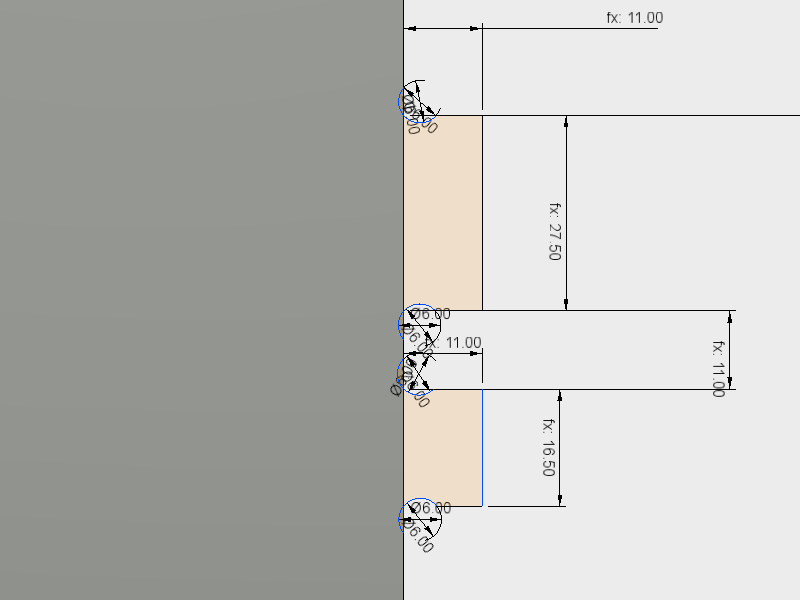
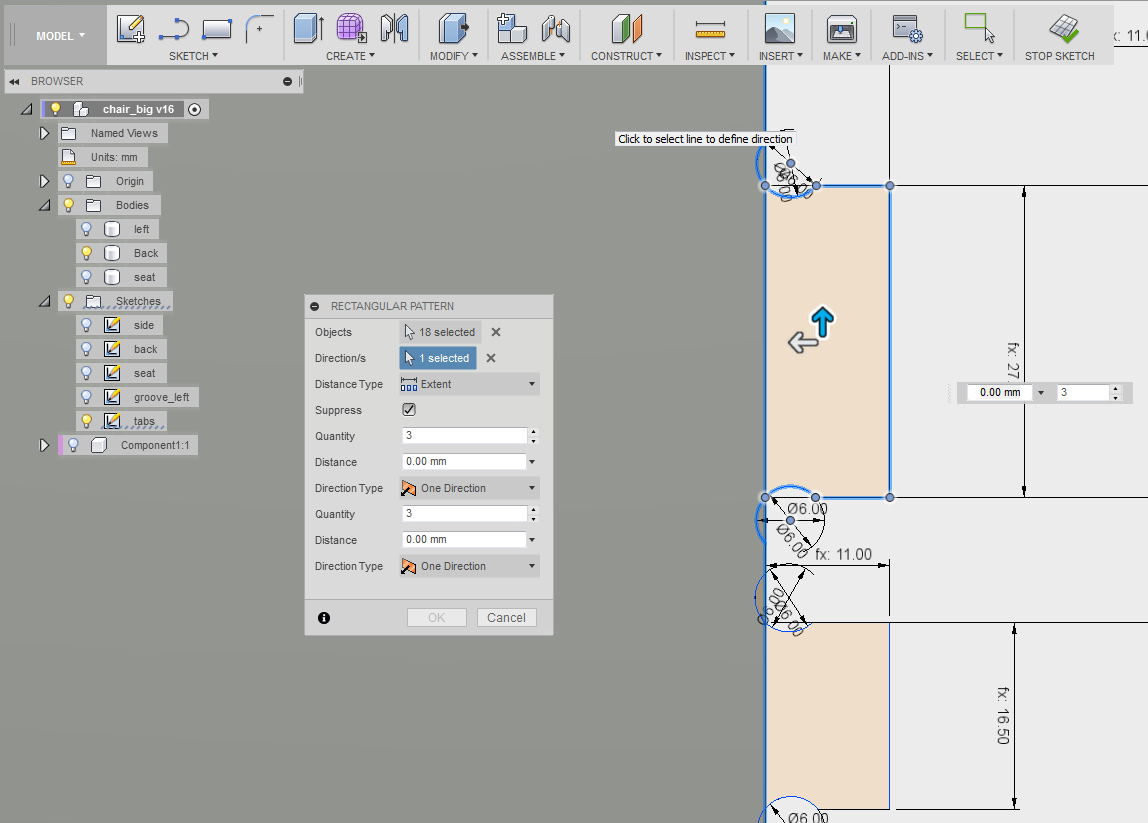
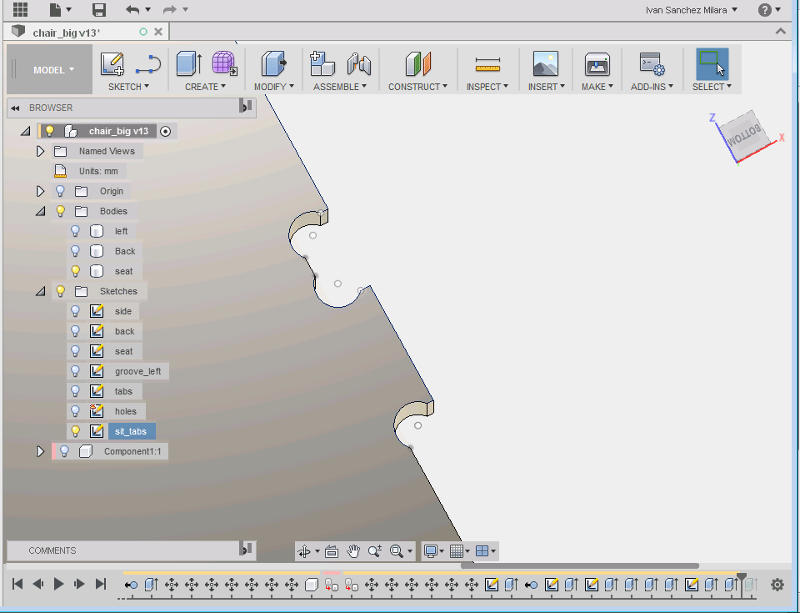
Tabs and holes (joints)
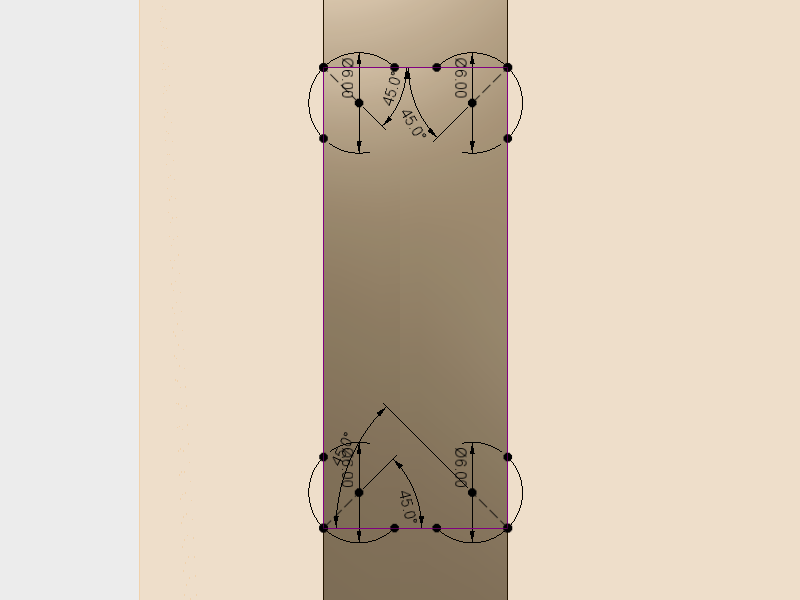
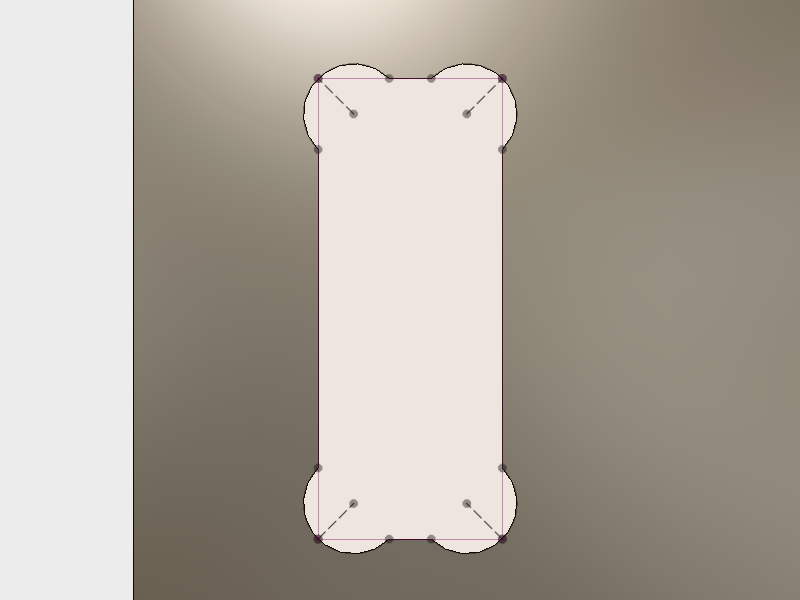
Next step is to create the joints so the 4 parts stays together. After studying different joints, and considering that I did not have that much time for trying different ones, I opted to use traditional tabs and holes. The back wall and the seat will have the tabs while the lateral walls will have the holes to insert the tabs.
The CNC router with the flat bit I used has certain limitation when trying to make 90 degrees angles. They bit goes so close to the angle that creates certain circular edge instead of a straight angle. To overcome this problem, I give all angles certain curvature so the bit can do the right movement.
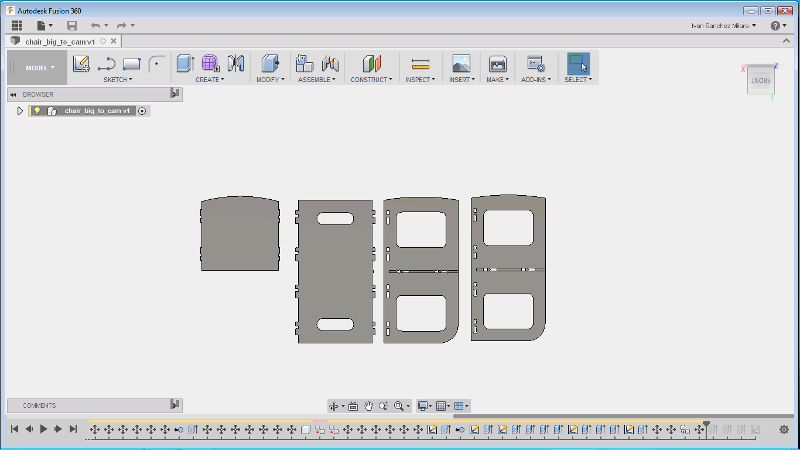
Preparing the pieces for CAM
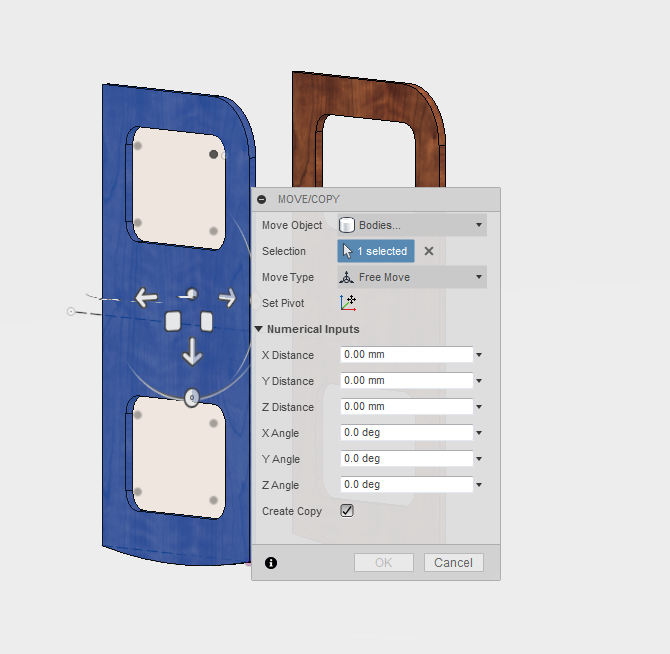
Finally, I had to rotate and place all the pieces on the ground plane so they could be cut. I utilized the Modify > Move/Copy tool to rotate and position the pieces. Finally, I utilized the align tool to be sure that all the four pieces are in the same plane.
Issues I found
I used always objects, and never assemblies. For creating the tabs, it might have been better to join the objects using the assembly instead of the objects.
Getting acquainted with CNC router
Creating the toolpath using Fusion360 CAM view
Operating the CNC router
Before milling our own project we had a short hands-on session where Fab Lab instructors explained us how to create a CAM with Fusion 360 and how to operate the CNC router. They gave us also important safety instructions. Among them, worth to mention:
- The CNC router must be operated by at least 2 people. There should be always one people ready to shutdown the machine if an accident happens.
- No bracelets, necklaces, longhair. Anything that could get caught on the CNC router must be avoided.
- Use always protective glasses. Ear muffs are recommended.
- The suction must be activated always while operating the machine so all dust can be removed.
I won't go in detail of the process because, I will explain it in detail in the following section.

Fabricate the object
Creating the toolpath
I utilized the Fusion 360 CAM view to create the toolpath. The toolpath defines the movement that the milling bit has to do on the stock to cut the model created previously. The process is as follows:
- Open the CAM view on the Fusion 360.
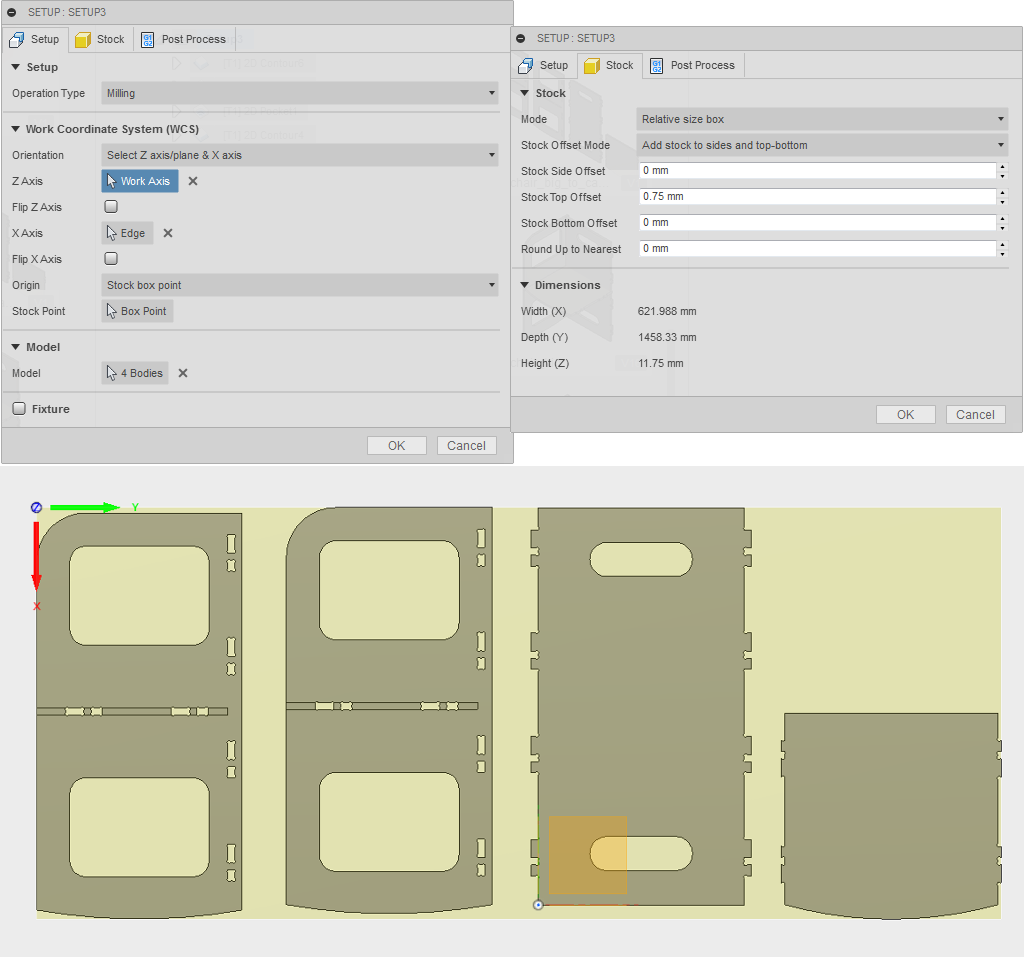
- In the Setup menu press New Setup. It will open a window with three different tabs:
- The Setup tab. Here you set the operation type: Milling, the origin of the coordinate system and the model or bodies that you can include in the toolpath. There are multiple options for setting the Axis. I choose to select the Z and X axis as well as the Origin as a point inside the stock (the bottom-left corner, in my case).
- The Stock tab. In this tab is possible to define the stock size. Since, I built the models considering the that the stock thickness is 11mm, I just opted to create a Relative Box size with no offset. I left 0.75 as a top offset due to some irregularities in the thickness of the material reported by previous colleages who utilized the machine earlier.
- The Post Process tab. I did not modify anything here. Just provide the name of the output file.
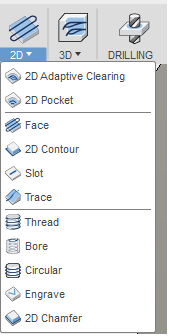
- Select the different processes that you want to use to obtain the toolpaths. They can be obtained from the 2D menu. I utilized mainly two of them. The first one is Contour that is used the cut through a contour, that is, the borders of the models. The second one is Pocket. It is utilized to remove completely all the stock material delimited by certain contour (basically, a surface). The Contour was used for the wall holes, the model contours, and the bigger tab holes. For the groove and the smaller tab holes I utilized the pocket.
- Configure each process separately. When you select a process a window with 5 tabs appear: Tool, Geometry, Hieghts, Passes and Linking.
- Tool tab. Here I chose the tool to be used and the speed parameters. For the bit I utilized a standard 6mm Flat End mill. To find the tool I utilized the search box at the top right corner. The speeds (Figure 29) were mainly suggested by our instructors. Most important speeds are: spindle speed (how fast the bit rotates), cutting feed rate (how fast the spindle translates while cutting the material) and plunge feed rate (how quick the mill bit penetrates the material before starting horizontal movements). The Spindle Speed was 15000 rpm with a cutting feed rate of 5000 mm/min, a plunge feed rate of 100 mm/min and a ramp feedrate of 349mm/s
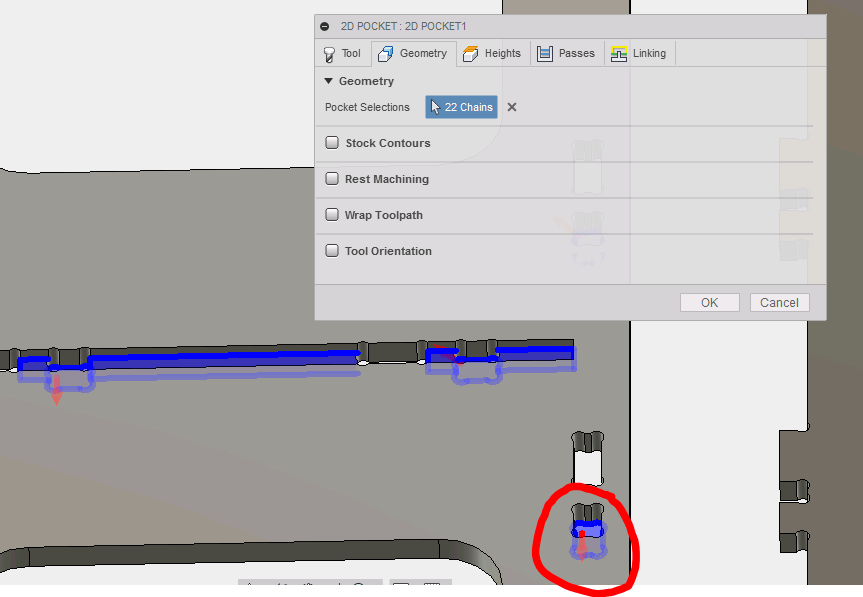
- Geometry: Mainly used to select the contours (model edges) from which the toolpat is generated and the tabs. The countours are chosen from the bottom of the models if you want to cut completely the piece. They are chosen with the mouse, and the are added as
"chains" in the dialog box. On the other hand, it is really important to add tabs to the pieces so they can continue attached to the stock material when they are cut. A loose piece, might even provoque a broken bit, with the consequent dangers. In this section you can define the tab width and heigh as well as the distance between tabs. I chose a tab height of 2mm, but it was really in the limit. Next time, I would choose at least 4 mm - Heights: defines different height reference. I left default values in this tab.
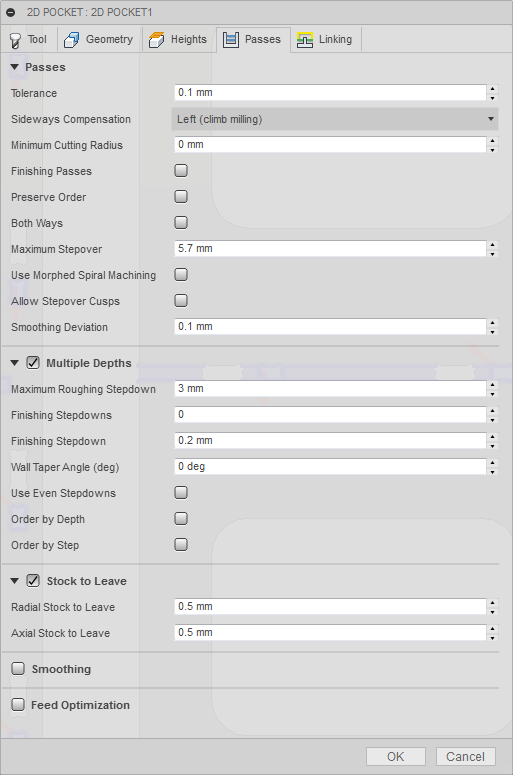
- Passes tab: this tab defines different options regarding normal passes, roughing passes (removing material roughly, without attention to detail) and multiple depths (cutting in layers, instead of all in once). Multiple depths are needed when the length of the bit flautes are not enough to go through the material. I utilized multiple depths with a maximum of 3mm each step down. It means that the bit penetrates 3mm at maximum in the material for every pass. Hence, different passes are needed to cut the material. I marked also rough final.
- Linking tabs: determines how the jumps from one part of the stock to the other are performed. In this tab I marked the Led-in . This permits the milling bit to penetrate the material perpendicular, (Lead-in Sweep Angle=90), that is, using the Z-axis.
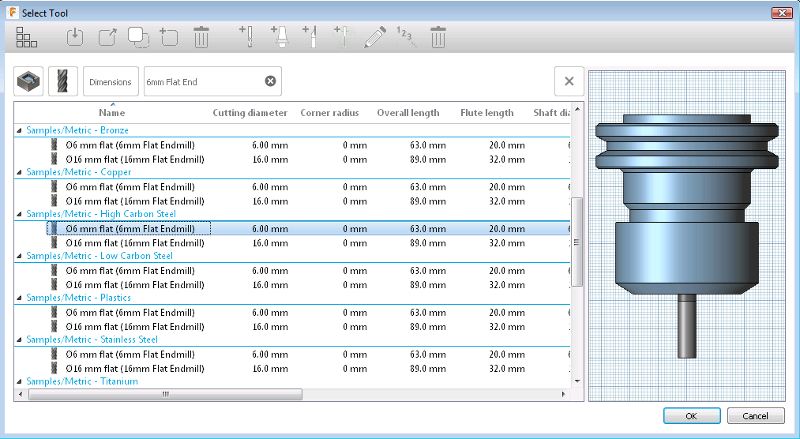 Figure 28. Choosing 6 mm Flat End Mill made of High Carbon Steel.
Figure 28. Choosing 6 mm Flat End Mill made of High Carbon Steel.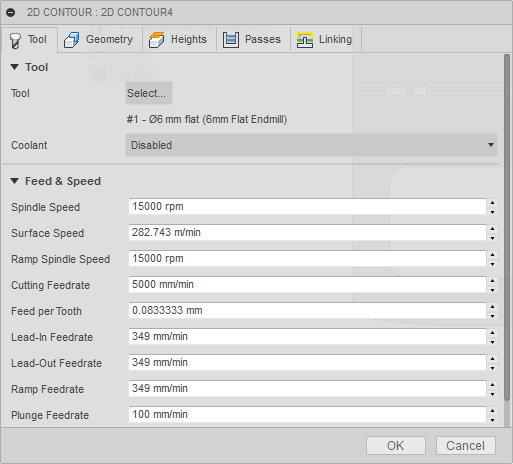 Figure 29. The main speeds to configure.
Figure 29. The main speeds to configure.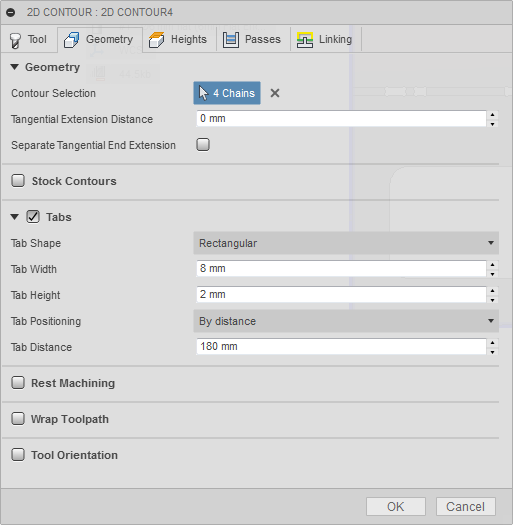 Figure 30. Defining parameters for the geometry tab
Figure 30. Defining parameters for the geometry tab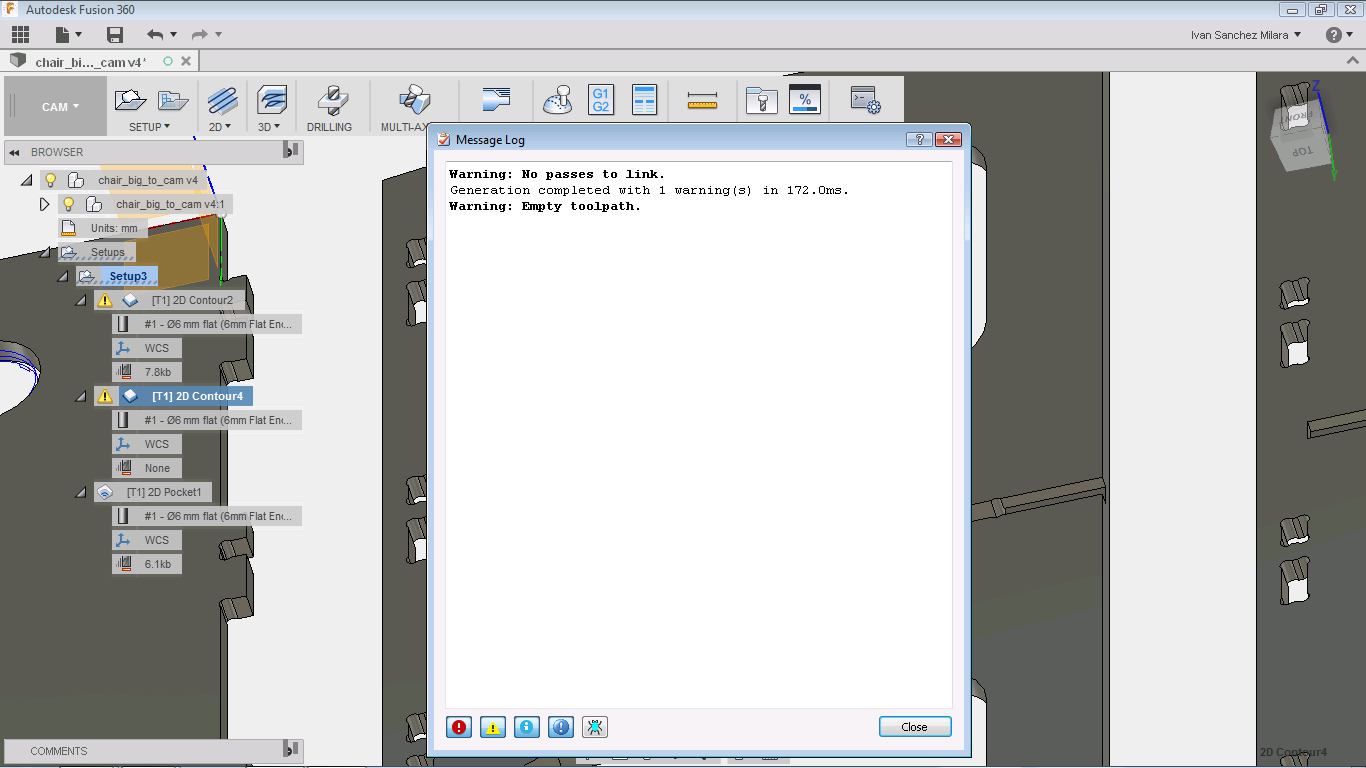 Figure 31. Be sure to select the contours from the bottom of the models. If you select the contour from the upper part there will not be any toolpath and an error will be generated.
Figure 31. Be sure to select the contours from the bottom of the models. If you select the contour from the upper part there will not be any toolpath and an error will be generated.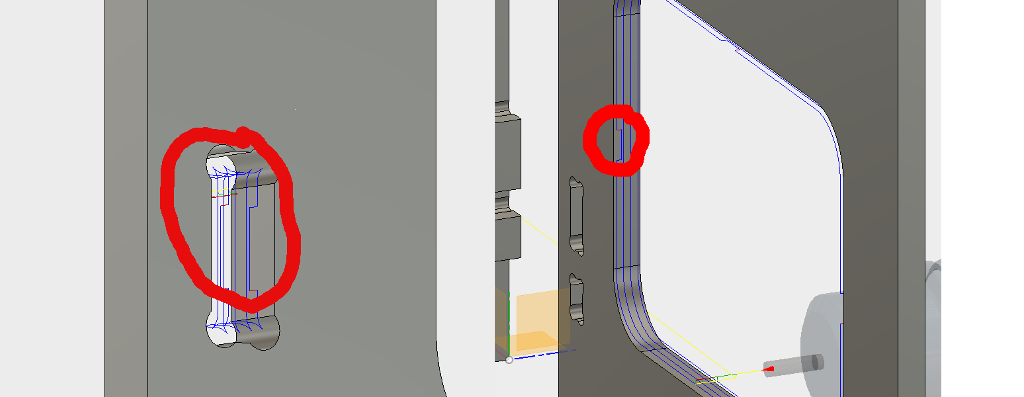 Figure 32. Details of the toolpaths generated by the tabs
Figure 32. Details of the toolpaths generated by the tabs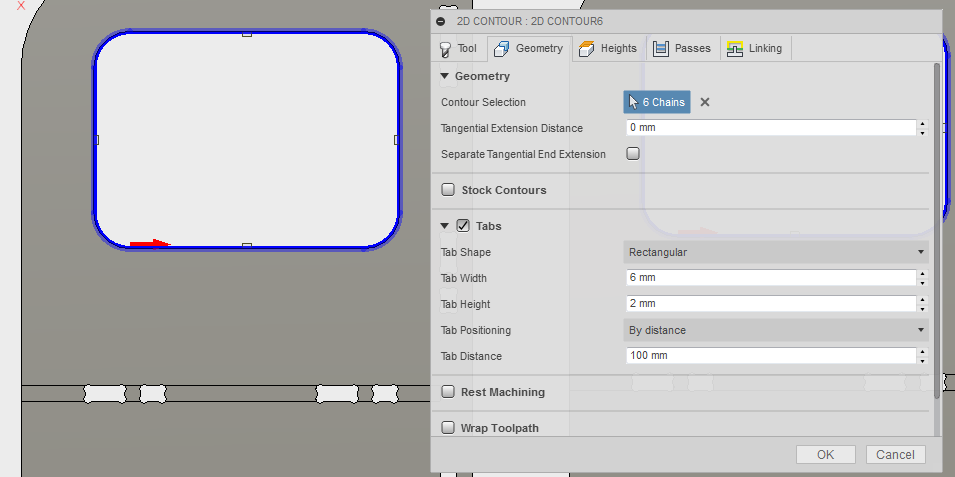 Figure 33. Top view of the model. Tabs are marked as rectangles.
Figure 33. Top view of the model. Tabs are marked as rectangles.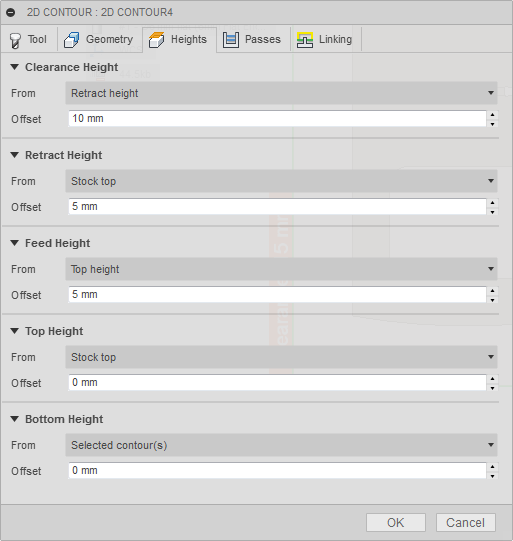 Figure 34. The Heights tabs
Figure 34. The Heights tabs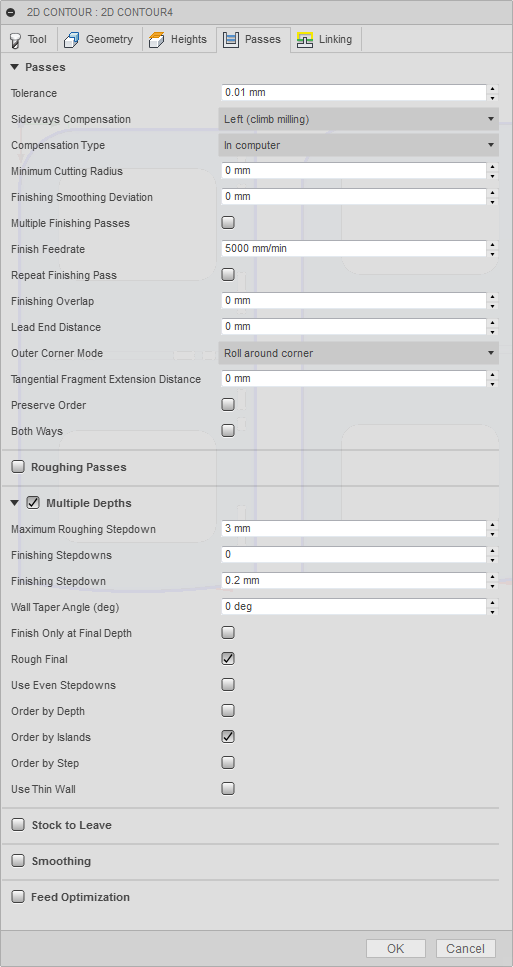 Figure 35. The Processes tab.
Figure 35. The Processes tab.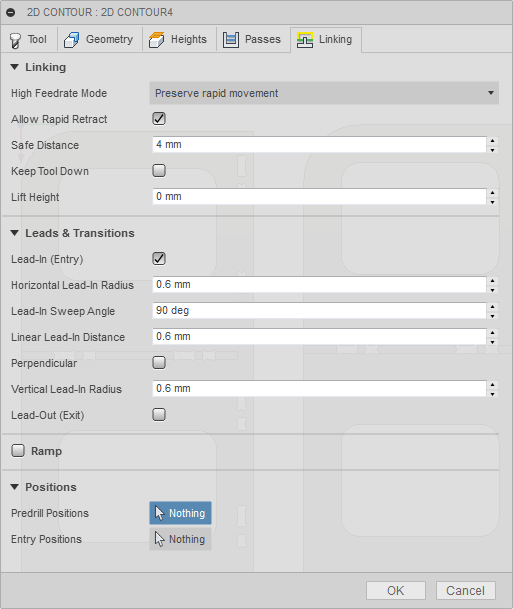 Figure 36. The Linking tab.
Figure 36. The Linking tab. - For the pockets the settings are basically the same. However, here I noticed a mistake while writing the documentation (See Figure 39). The Stock to leave option in the Passes tab is marked. It indicates that it will leave 0.5 mm of material for a posterior finishing. However, this finishing was not completed, and hence the small tab holes are a little bit smaller than they should be, and hence the tabs does not fit correctly. In addition the groove depth is not enough for the seat . Therefore, some sanding process is necessary to remove the excess material.
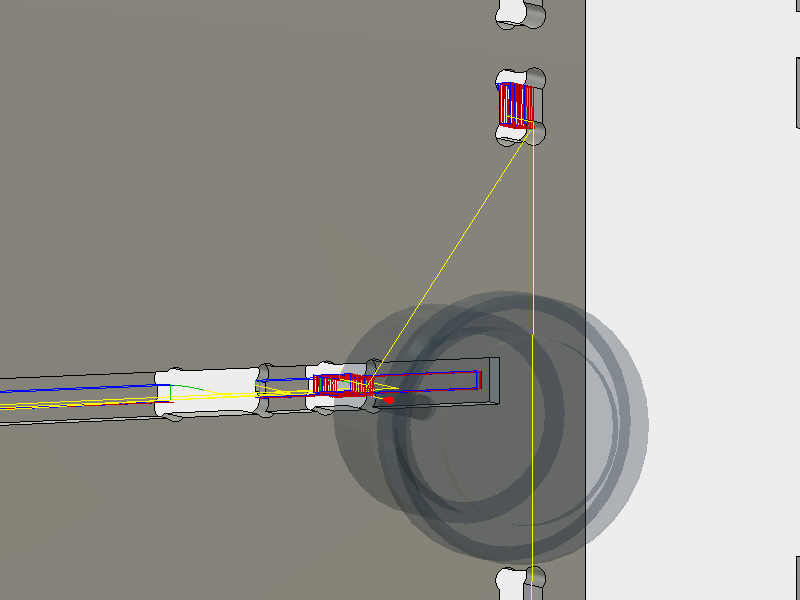
- Finally, pressing the Actions > Simulation option, you can visualize the movements of the bit through the toolpaths. It will mark also the collisions.
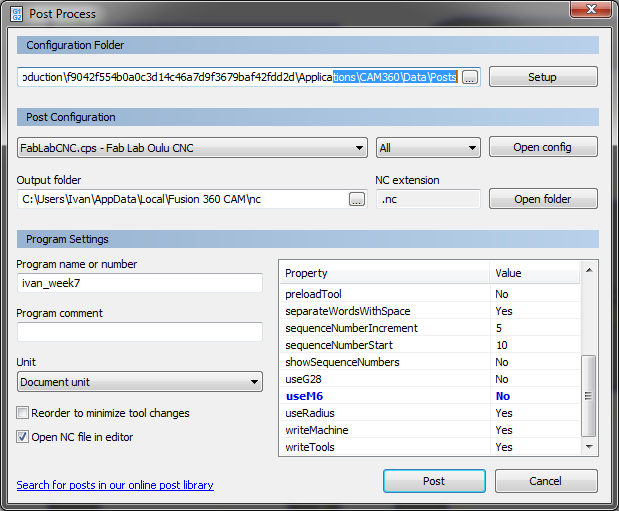
- After simulation, and checking that the movements are corrected we need to generate the cn file that will be read by the CNC router. It is done in the Actions > Post process windoOur Fab Lab instructors provided us with the Post Configuration file that is used to translate the Fusion 360 dialect into the dialect that the machine understand. This script must be stored in Fusion Configuration Folder (see Figure 40). In the Output folder field we should insert the folder where the nc file will be stored. Pressing the Post button the nc file will be generated and stored in the output folder
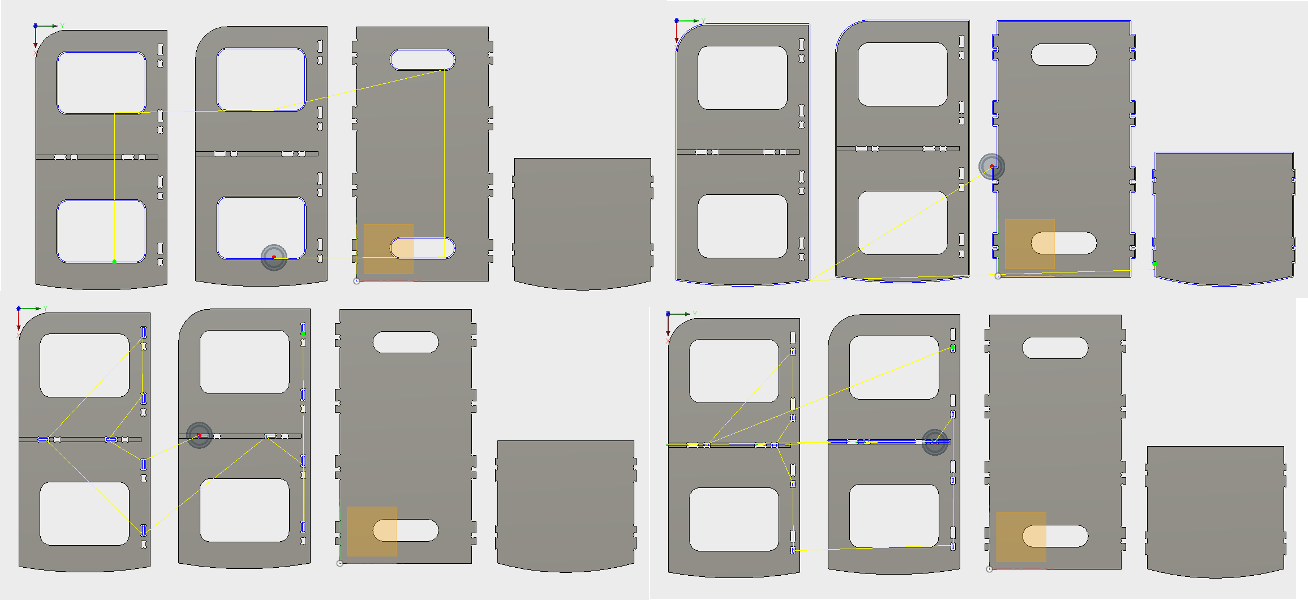
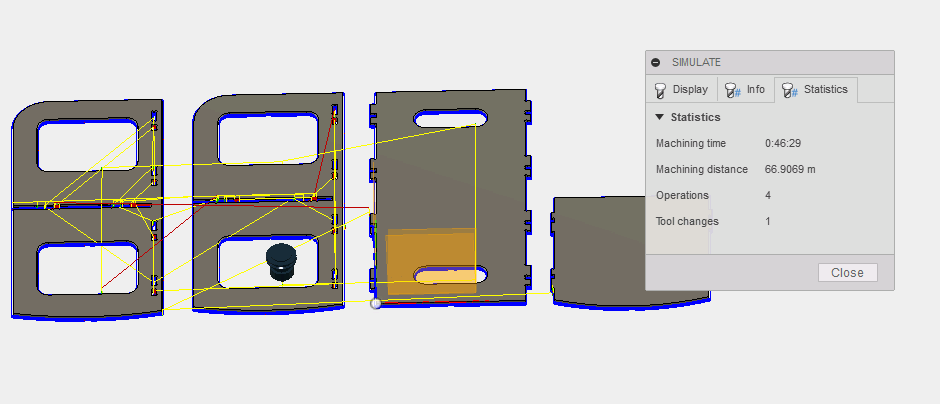
The following figure presents the toolpaths and the estimated time (46 minutes and 29 seconds). (
Fabricating the object.
At our Fab Lab we have access to the Rensi E2-1234 CNC router. We used a 6mm flat milling bit. The bit was already in the clamp when I was going to do the cutting, so I did not have to attach it.
I utilized a stock of OSB of 1197mm x 2440mm x 11mm. The CNC router is vacuum suction capable so there is no need to use any fixtures or screws. If I would not have created tabs in the toolpath I should have screwed the stock to a sacrifical layer before proceeding.
The CNC router controlling station is formed by a computer used to upload the CN files and a set of hardware buttons utilized to turn on/off the device, to activate the dust collector and to start the vacuum (Figure 44).

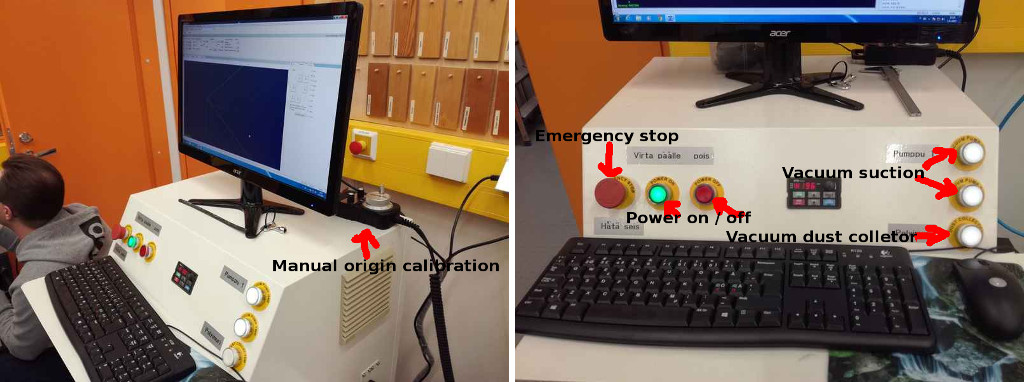
I fixed the OBS stock to the CNC router surface. I turned on the main switch of the router (Figure 43). Then I opened the vacuum switches located at the bottom of the router (Figure 45) and pressed the buttons to switch the vacuum on (Figure 44). I pressed the OBS to the router surface and checked that it was correctly fixed.

Next step is fixing the origin of coordinates. To that end, I used the computer running the CNCStudio. The X Y origo should be set up in the bottom left corner of the machine. To move the spindle to the origo, you must use the buttons on the right side of the UI (Figure 46). Instead of using the buttons, you can also use the manual controller shown on Figure 44.
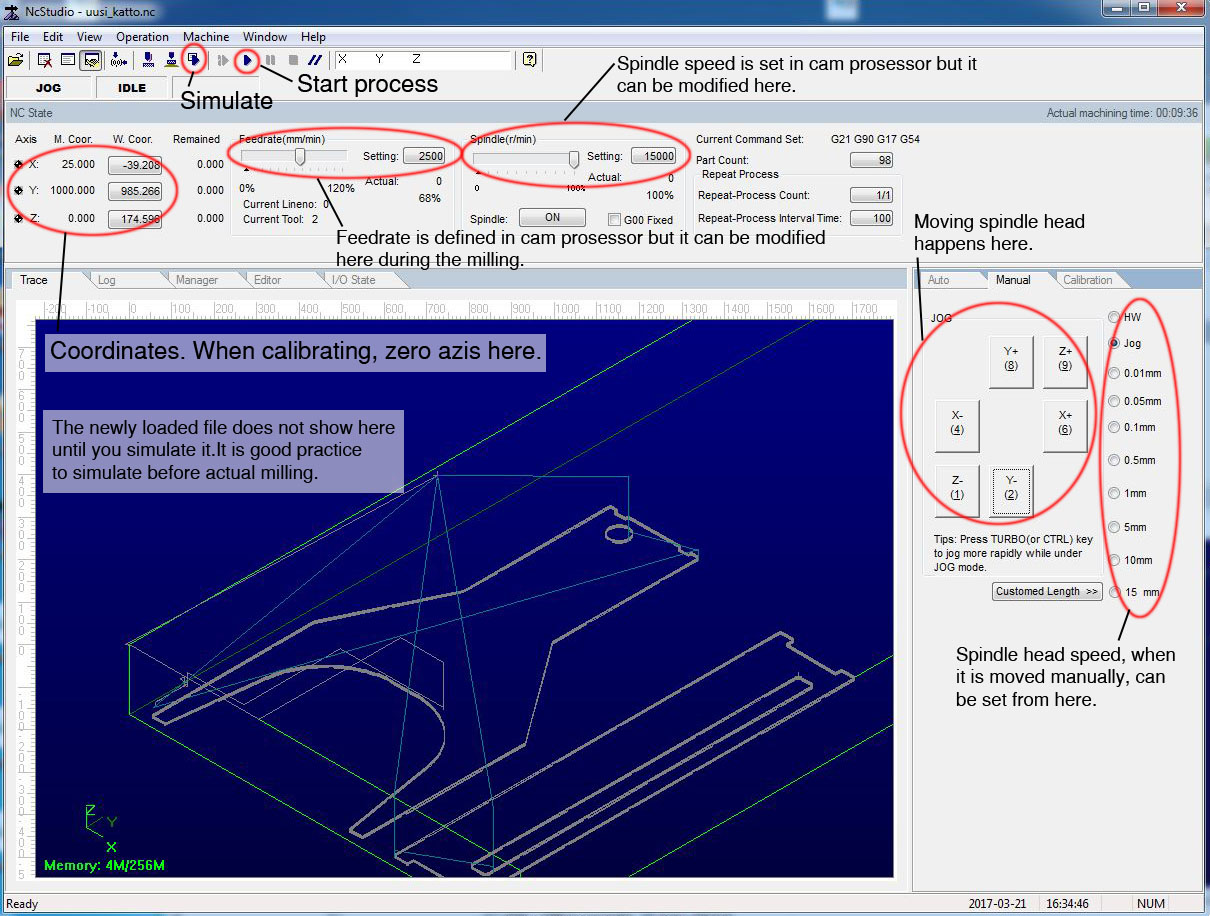
Once, you have the spindle in the origo position (it has been moved with the UI shown in Figure 46, in the Jog area), you have to press the buttons under the Wcoord column. If you select the X it will set the origino of the X axis where the spindle is located currently. If you press the Y axis button, it will set the origo of the Y axis in the position in which the spindle is currently located. Once the origo is set for the X and Y position, it is necessary to calibrate the Z-Axis. To that end, I utilized the calibrating head (Figure 47). Put the calibrator belot the milling bit. From the software select Operation > Mobile calibrator. The z axis will be calibrated automatically.

Next step is open the nc file (File > Load) and then press the Start process button.
The router will start cutting.


After the process I noticed that I made two mistakes:
- I should have put more tabs in some of the bigger holes from the lateral walls. One of tabs in one of the holes broke and hence the piece move slighly (Figure 51)
- In the Pocket process I left marked the Stock to Leave process with a 0.5m stock to leave. It meant that the small tab circles from the walls and the groove did not have the adequate size, so I had to do some sanding.

After some sanding work, I manage to mount the chair. Although I do not feel that the chair is solid enough for my child (I think I will add some bolts for that), Pikachu is quite happy with his new furniture.



Resources utilized
- Fusion 360: to create the model and generate the Gcode
- Rensi E2-1325 CNC Router: to mill the model using 6mm flat bit
- CNC studio to control the router
- A 1197mm x 2440mm x 11mm stock of OBS.
- CNC bits tutorial
- Different joints for a CNC router
- Explanation regarding the "inside corner" problem when milling with a CNC milling bit
- A video explaining how to solve the "inside corner" problem in fusion 360 using a dog-bone solution
- A nice (but long) videotutorial that explains all the process of creating furniture (in this case a shelf) using Fusion 360 (including the tab s and so on)