Week 12 - Molding and castings
- weight scale
- CNC milling machine Cyborg 1325
- Vacuum pump
- CNC milling machine Cyborg 1325
Materials:
- Elite Double 8 vinyl polysiloxane elastomer from Zhermack inc.
- Reckli Injection Resin EP
- Tegotop 210, an hydrophobic coating
- Polyurethane foam
- from EasyComposites.
- Wood glue
- PVA Mould Release Agent
- IN2 Epoxy Infusion Resin from EasyComposites
- Paraffin film
- Acrylic
- Syringes and needles
Softwares :
- Fusion 360
I loved this week assignment. Fascinated by plants and performing research in my lab on hydrophobic and hydrophilic surfaces, I decided to revisit a technique to mold real plant leaf at a very high resolution (a few tenth of nanometers). With that technique we are able to reproduce the hairs on the leaves and the shape of the surface cells. Then I went back in the fablab YourLab in my hometown, Andenne, that I already visited for assignment 7. I joined a one day training at YourLab with Victor on Fusion 360. With Xavier Willot the fabmanager at YourLab we tested Fusion CAM to generate the g-code for the CNC milling machine. It was a really good opportunity to learn more about 3D design in Fusion 360 and explore a new way for us to generate g-code. After that molding silicone rubber and casting epoxy was pretty straightforward (as it is one of my comfort zone).
Molding and casting shelf
In experimental physics, we make use of the wide variety of elastomers that has been developed for different industries such as the film industry or dentist professionals. They all have different material properties and when combined to geometry can lead to different mechanical properties. We make use of properties such as the elasticity, brittleness, ductility, ...
Here is our lab molding and casting shelf. We have dental polymer (Zhermack Elite Double 8, 16, 22, 32). They are hyperelastic materials which means they are ideally elastic material which is nice for physical experimentation. The dental polymer range from 300kPa to 700 kPa, Polydimethylsiloxane PDMS is about 1MPa, while Ecoflex is around 100kPa. Ecoflex from Smooth-On is really "stretchy" can be extend by a few times its size without damaging.

Replicating superhydrophobic plant leaves
In my lab, inspired by nature's creativity we perform research on hydrophobic and hydrophilic surfaces. As a start, I wanted to revisit a technique to mold real plant leaf at a very high resolution (a few tenth of nanometers). This technique comes from a paper written by Koch et al. in the Bioinspiration & Biomimetics journal in 2008 [Koch, Bioinspiration & Biomimetics, 2008].
Here, we will show how to replicate a hydrophobic leaf of Alchemilla using this technique.
The superhydrophobic Alchemilla
Alchemillas can be found in our gardens here in Belgium. They have the particularity that water does not wet its surface, droplets stay almost spherical and roll on its surface. In the morning large round droplets can be captured in the center part of the leaf reflecting the light rays of the rising sun. This beautiful scenery inspired alchemists and gave its name to the plant.
Nature "machined" the positive part
In the morning, before commuting to the university, I cut some Alchemilla leaves.

Molding a leaf - Negative mold
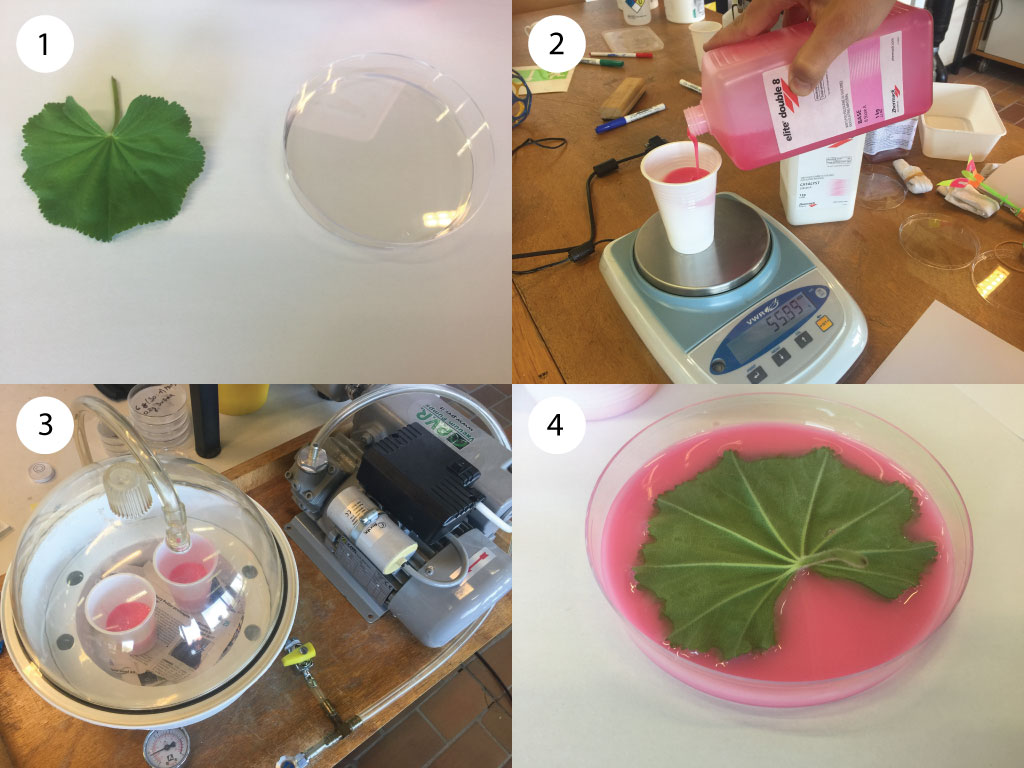
(1) Here is a leaf of Alchemilla and a petri dish to make the mold, (2) I then mixed the two parts of vinyl polysiloxane Elite Double 8 from Zhermack, inc. that (3) I degassed using a vacuum pump. (4) I then poured the uncured silicone rubber in the petri dish and place over the leaf face down. I had to be careful to remove all the air that could be trapped between the leaf and the silicone.
After about half an hour the pink silicone elastomer is cured and the leaf can be carefully removed.

Casting a leaf in epoxy
We used Reckli Injection Resin EP that is usually used to fill fissures and fine cracks in concrete building parts reveling a mold full of details.
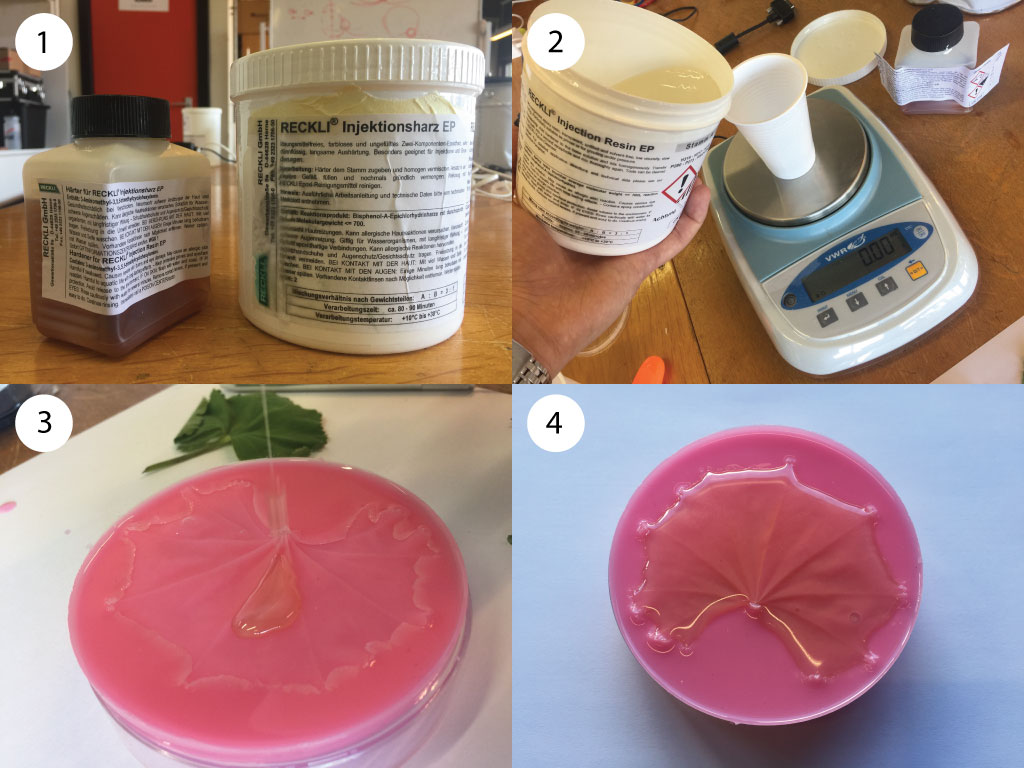
Demolding the casted leaf in epoxy
After more than 24 hours of curing of the resin, I demolded the replica carefully.

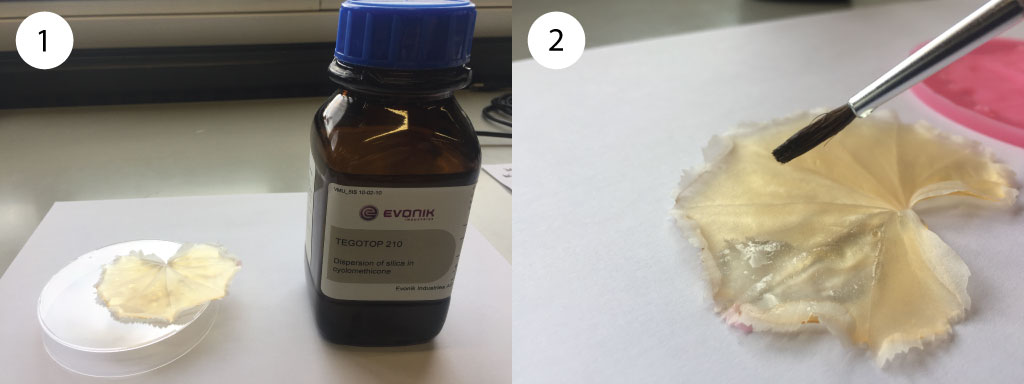
Enhancing the leaf superhydrophobicty with a coating
Surface roughness is known to enhance surface superhydrophibicity. Epoxy being already hydrophobic, we can make it more hydrophobic (i.e. superhydrophobic) by applying a special coating Tegotop 210 used to create surfaces with self cleaning properties. Tegotop 210 is a dispersion of superhydrophobic sub-micron silica agglomerates that when coated gives a superhydrophobic properties to a surface.
Microtextures and hairs on the leaf are replicated on the epoxy casted part
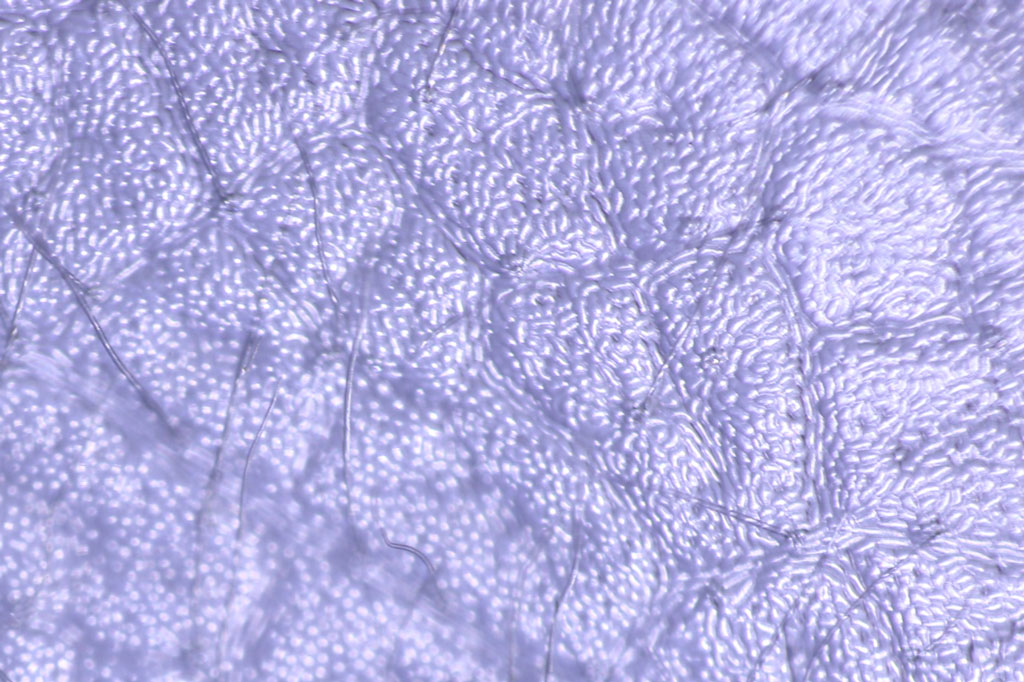
Using a camera with a macro lens, we can see the details on the replica of the leaf. The hairs that have been replicated are about a few tenth of nanometers in diameter !

Here is the microtexture of the plant leaf reproduced on the epoxy casted part under a microscope. We can see the hairs and the structure of the cell surface cause by cuticle foldings (folds of 1-10nm in size).
Fabricating a Tippe top
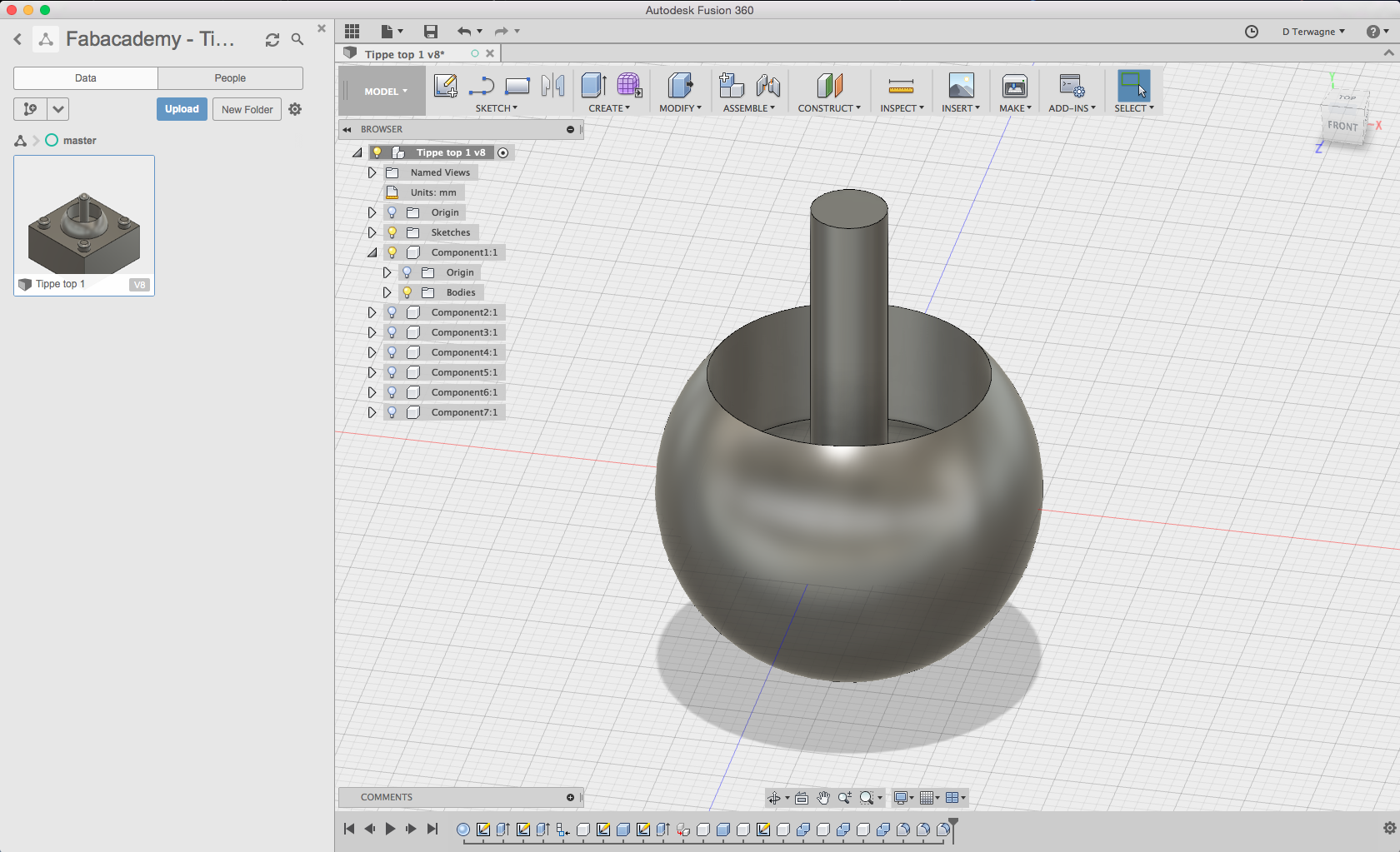
For this class assignment, I wanted to learn more about 3D design in Fusion 360, using Fusion CAM to control the CNC milling machine to fabricate a mold. I decided to modify and make the tippe-top I made and 3D printed on week 5. This tippe-top is a spinning top that flips over its handle when turning sufficiently fast. A really nice physics toy !!
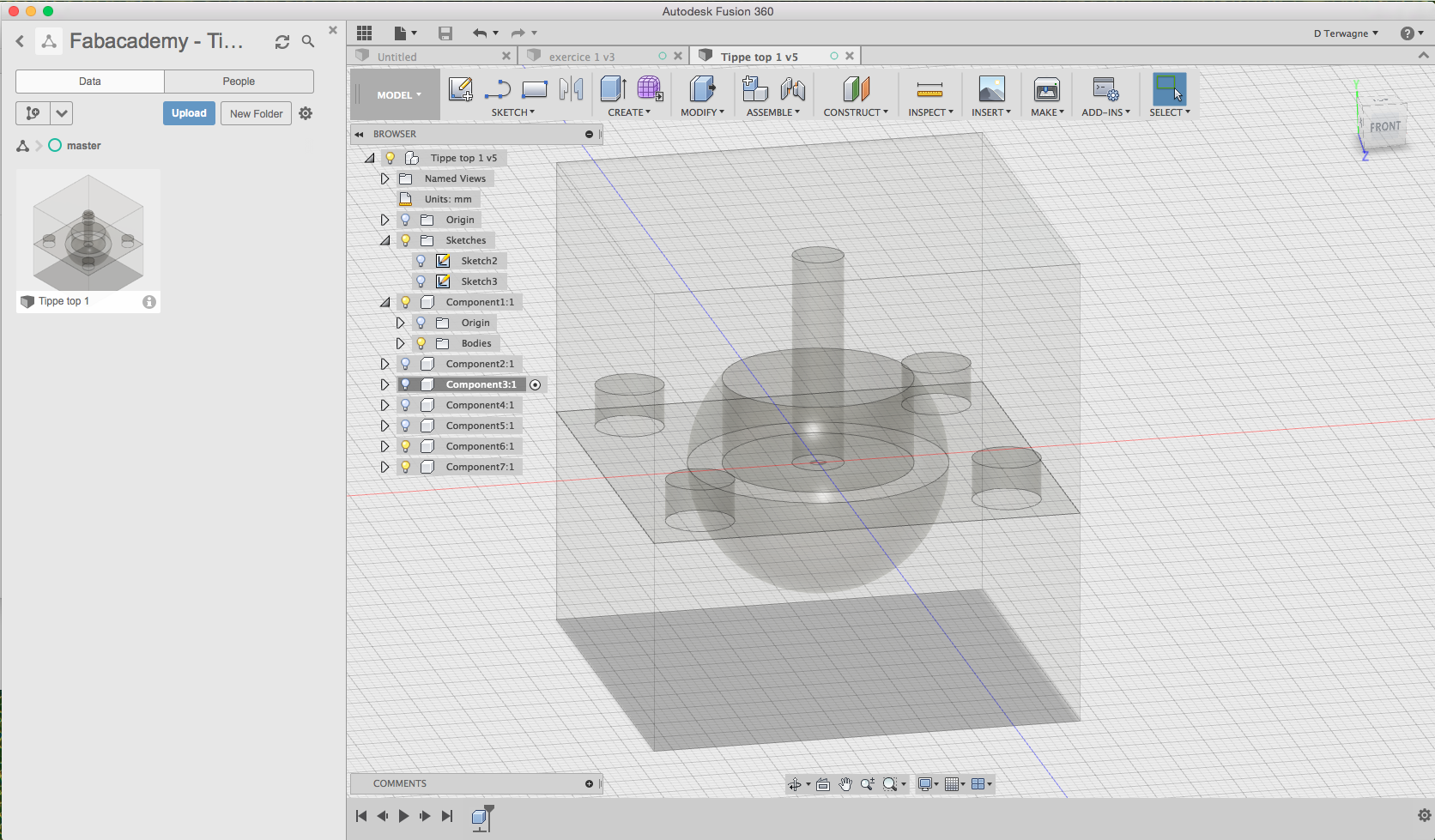
3D design in Fusion
Here is a modified tippe-top from week 5
From there I made the first part of the mold that should be CNC milled
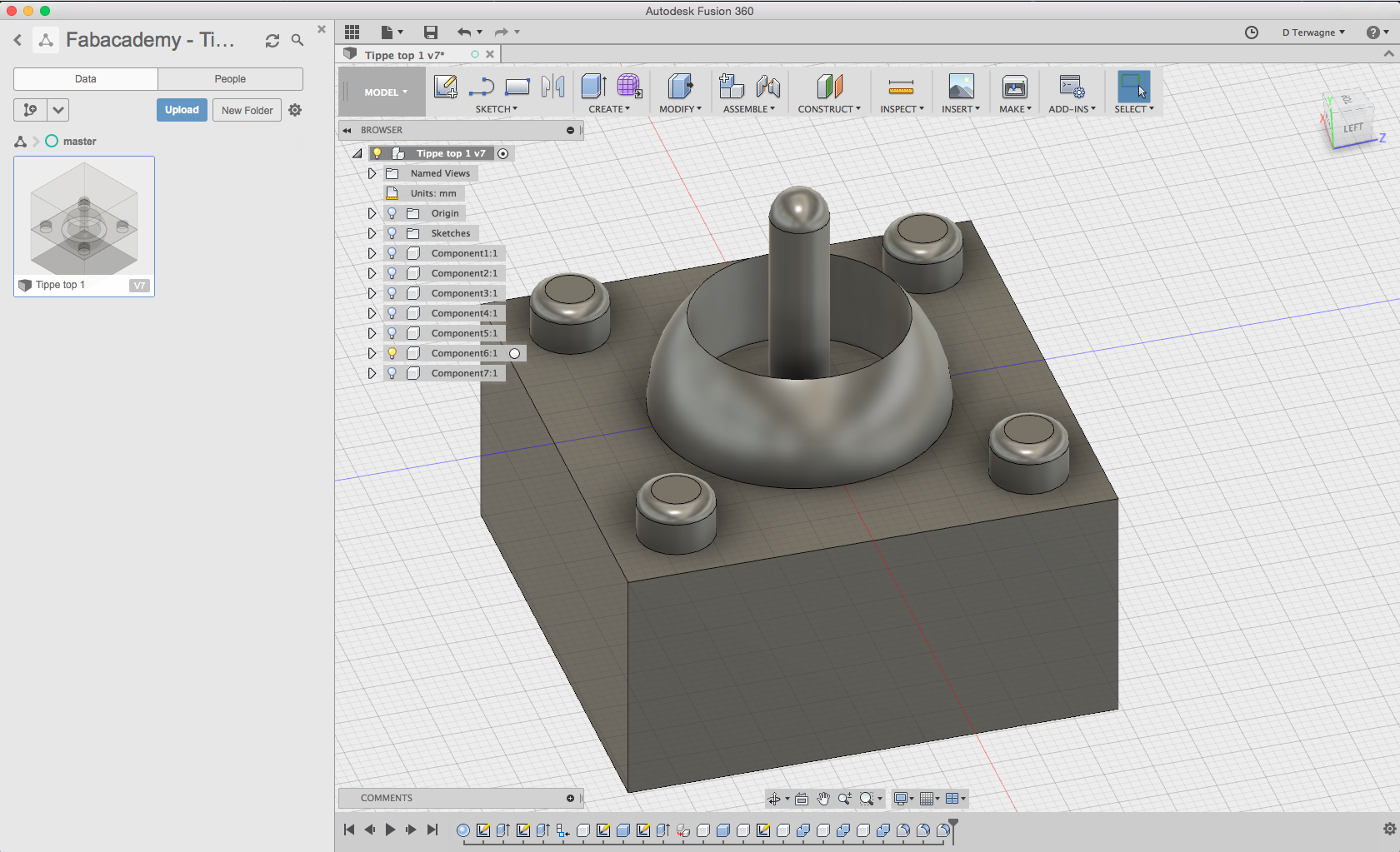
And this is the second part.
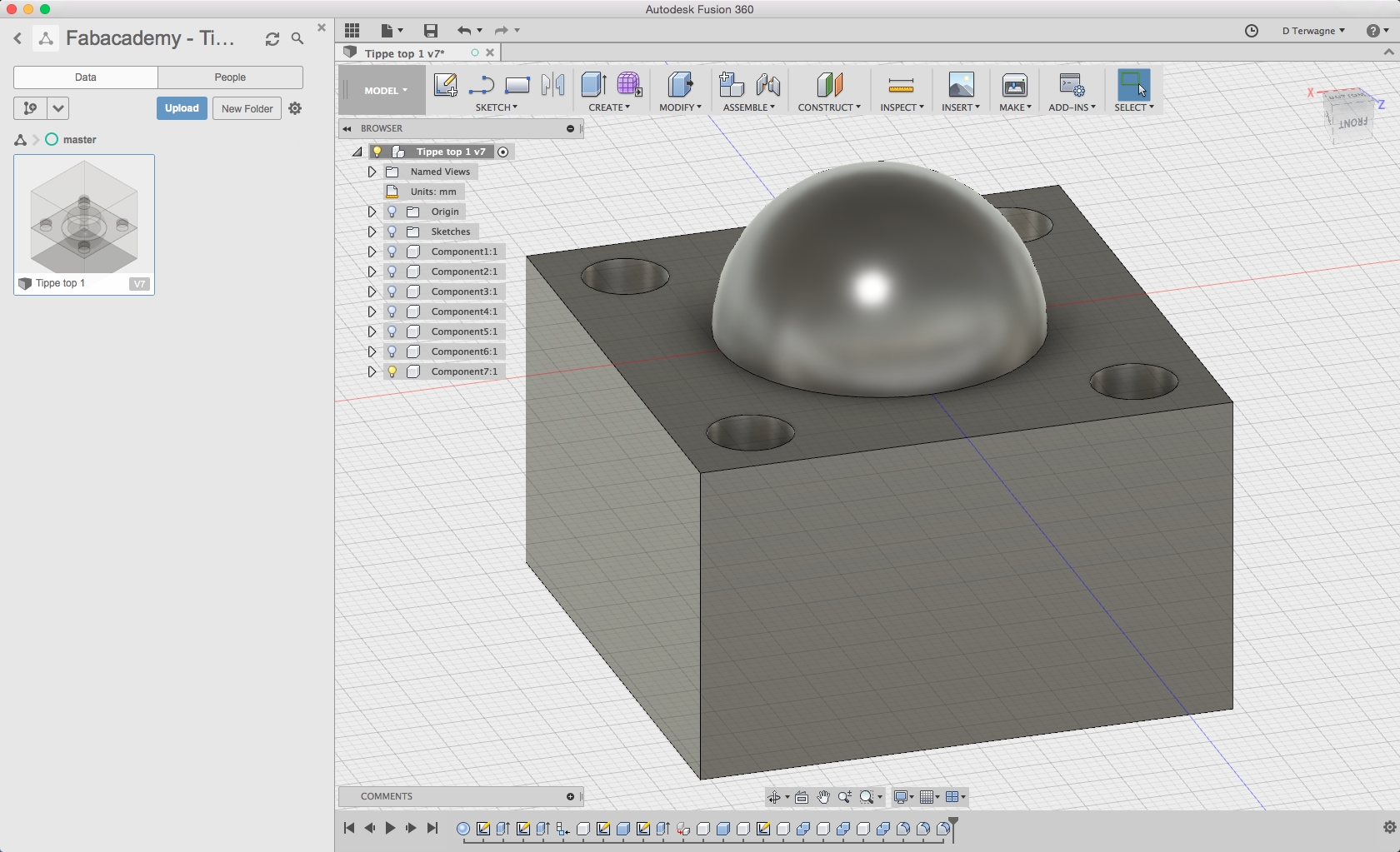
The first part and the second part can be assembled and fit altogether.
Using the Fusion 360 CAM modules to drill our part
This was quite and experience, with Xavier from the Fablab Your Lab in Andenne, we wanted to try controlling the CNC using Fusion CAM. The other constraint was that the smaller milling bit we had was a 6mm mill bit for wood. And we wanted to make the mold in polyurethane foam with a precision under the milling bit size.
So how to get a higher resolution than the milling bit size ?
The idea was to use the pointy edge of the milling bit when we need precision. To do that the 3D design has to be adapted. Holes needed to be higher than 6mm but outward parts could get a high resolution finish.
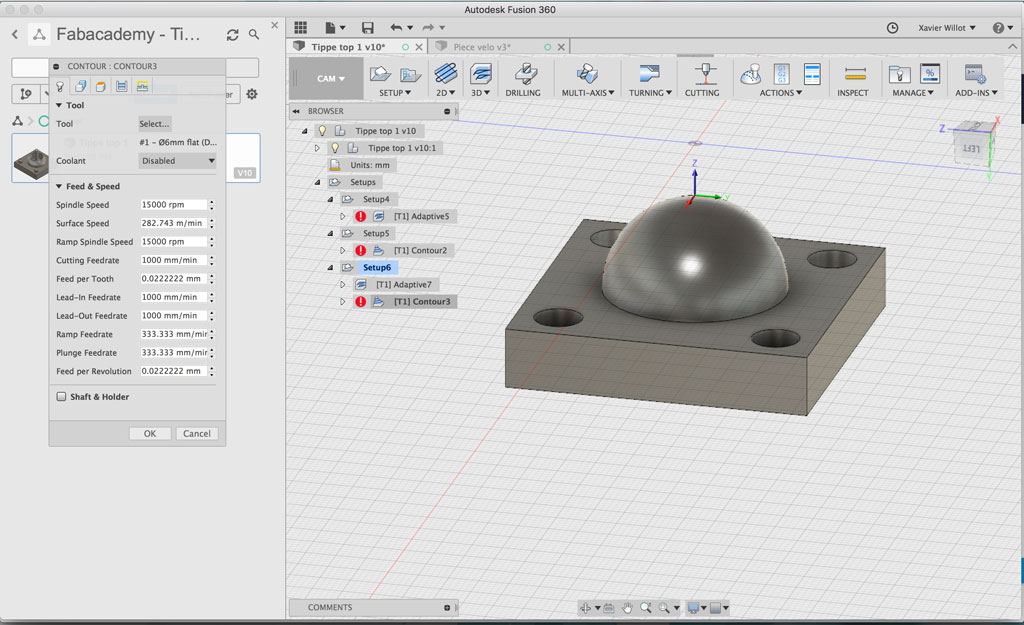
CAM setup
First thing in Fusion 360 is to go in the CAM module and set the stock. The stock correspond to the material we want to mill. It is the yellow part here below. To finalize the setup, we also have to make the z axis pointing in the direction the milling bit will come from.

Adaptive clearing
We start by generating an adaptive clearing toolpath to remove quickly material around the piece to mill more precisely afterwards.

3D contour milling
Then, we generated a 3D contour milling toolpath. The milling bit follows contour with the pointy edge of the milling bit. The finish at this step is already very good.
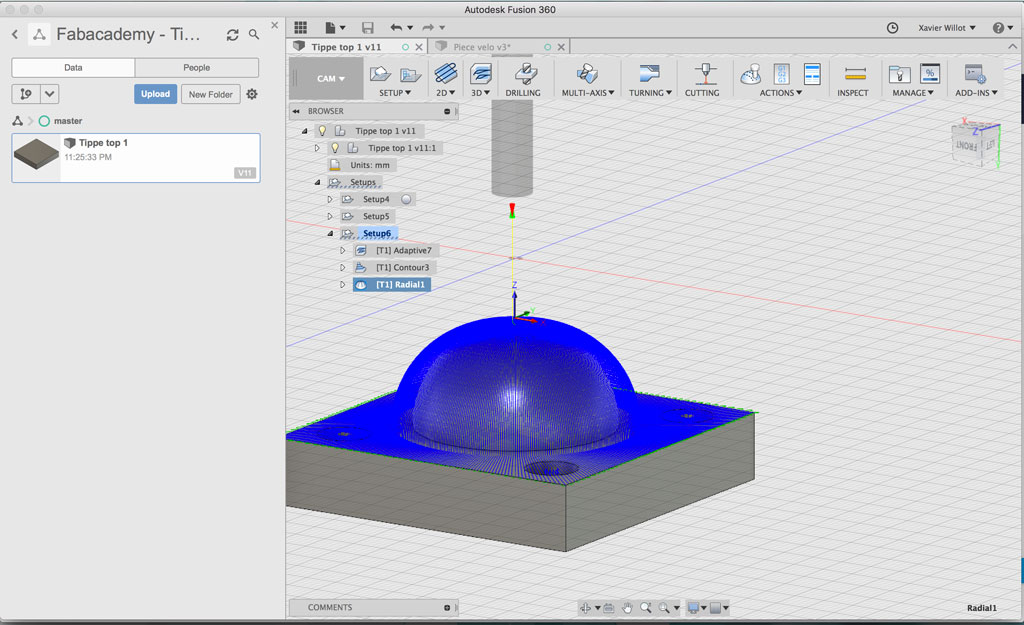
3D radial milling
To improve the finish, we generated a radial milling toolpath which is really slow but improves the finishing and the polishing of the object.
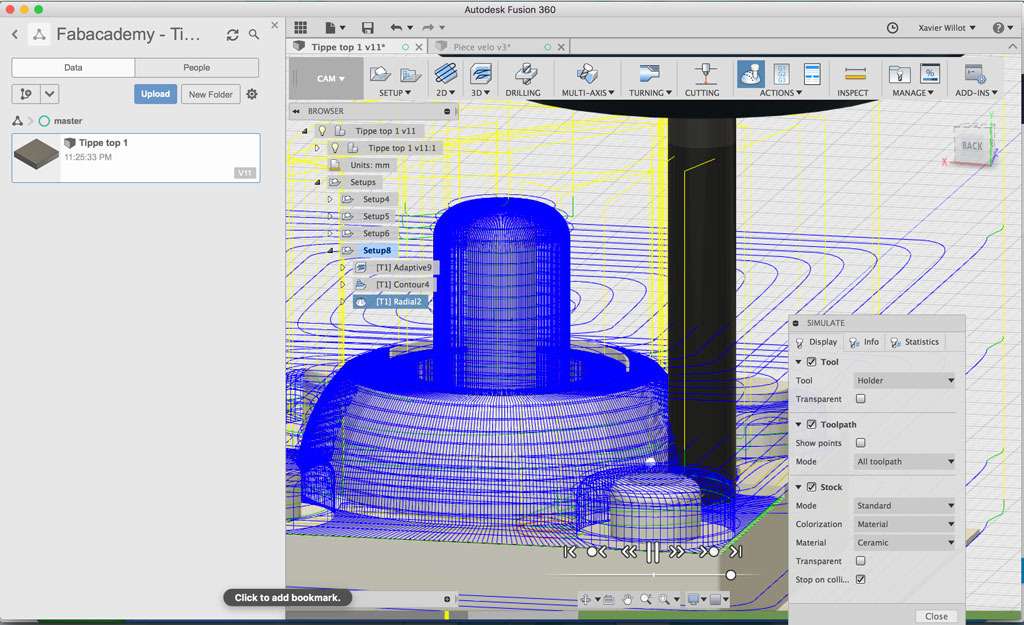
Milling simulation
Fusion CAM allows to simulate the toolpath before sending it to the CNC milling machine. Really useful.
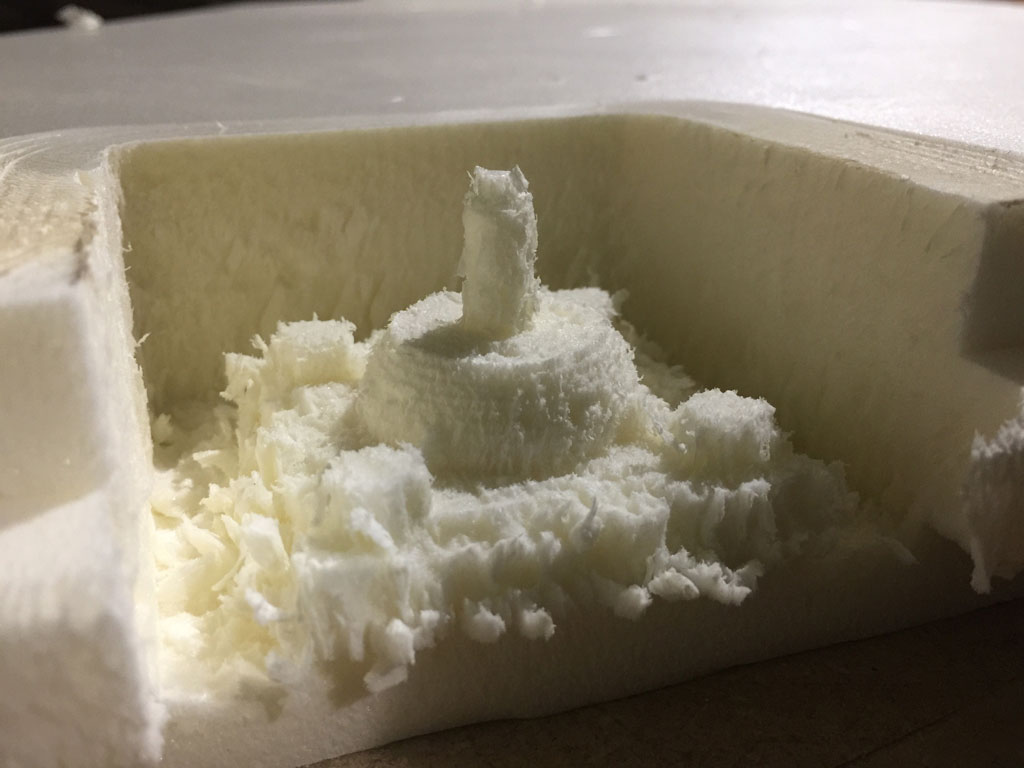
Let's mill
Back at Your Lab in Andenne
First, we positioned the polyurethane foam on the CNC machine bed. Switching on the vacuum pumps, the material sticks to the bed.

Test 1 - Adaptive clearing
Now, let's start by the adaptive clearing toolpath.

Here is a video of the adaptive clearing toolpath. The machine is milling really rapidly, we were pretty surprised that it goes so fast.
The outcome piece has been very quickly and roughly milled. We are ready to finish to mill the piece with a slower and more precise toolpath.
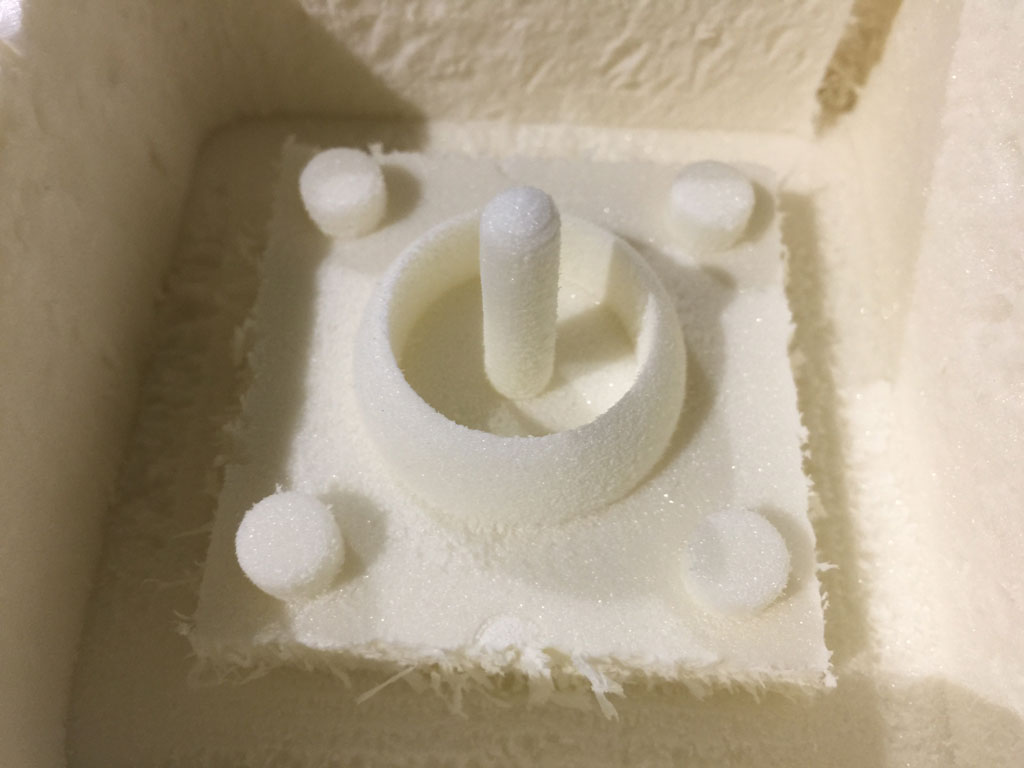
Test 2 - Adaptive clearing + 3D contour finish
Here is a video of the CNC machine performing a 3D contour finish.
The piece looks already much better although we clearly see the toolpath along the contours.

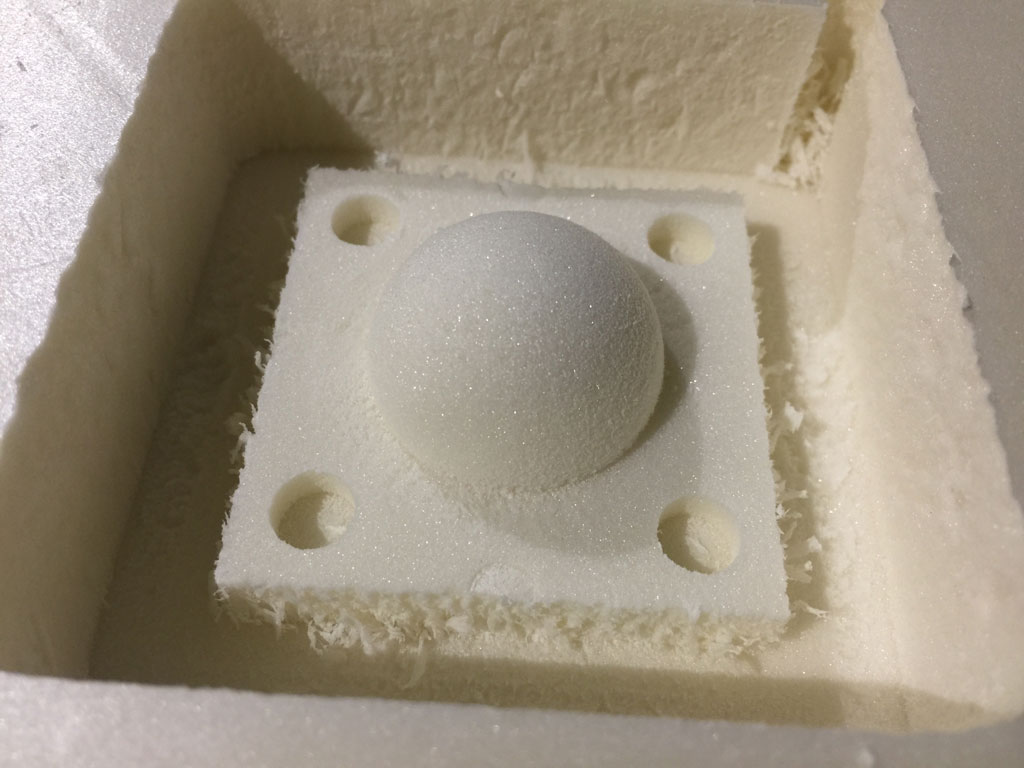
Test 3 - Adaptive clearing + 3D contour finish + 3D radial finish
Radial finish
Now we will run a third toolpath very slow but very precise, the radial finish.
Final molds
After the radial toolpath the piece is just amazingly smooth and finished. We are very impressed. The molds are now ready for molding.
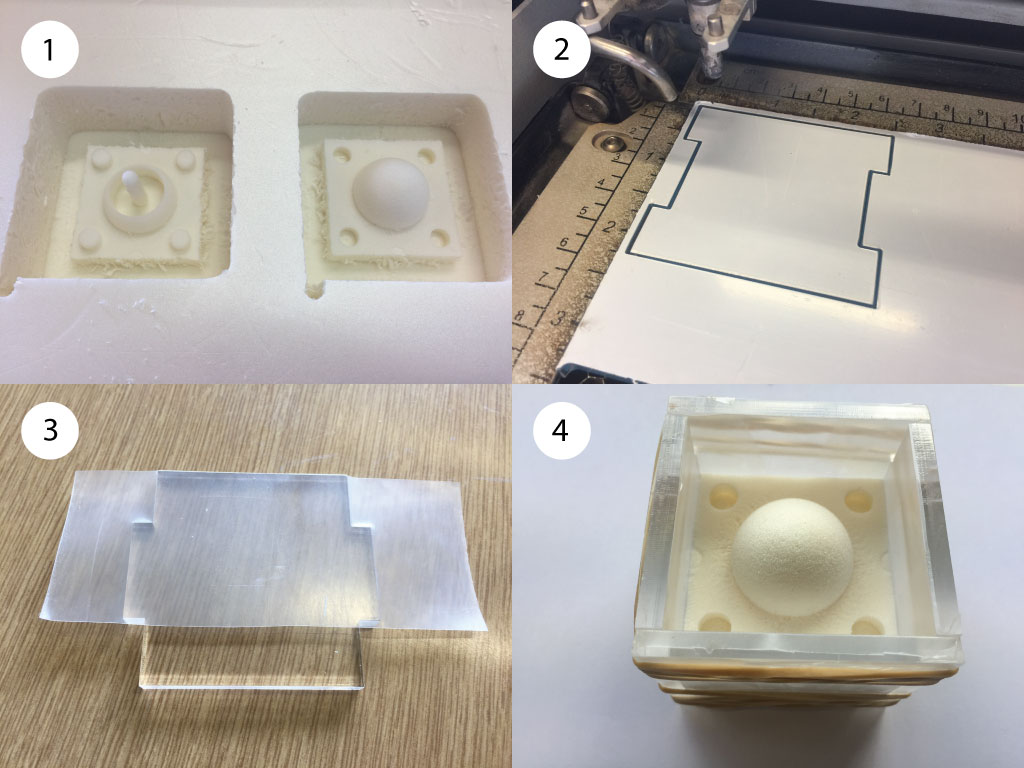
Preparing the molds
(1) Here are the molds in the polyurethane foam. (2) I laser cut 2 boxes in acrylic and (3) recovered them using paraffin film to avoid leakage of (4) the finalized molds.
Testing release agents on the demolding process
Prior molding the polyurethane molds using silicone elastomers, I made some tests on the use of PVA release agent. I did the first test with the EasyComposites silicone rubber (see a picture down here).
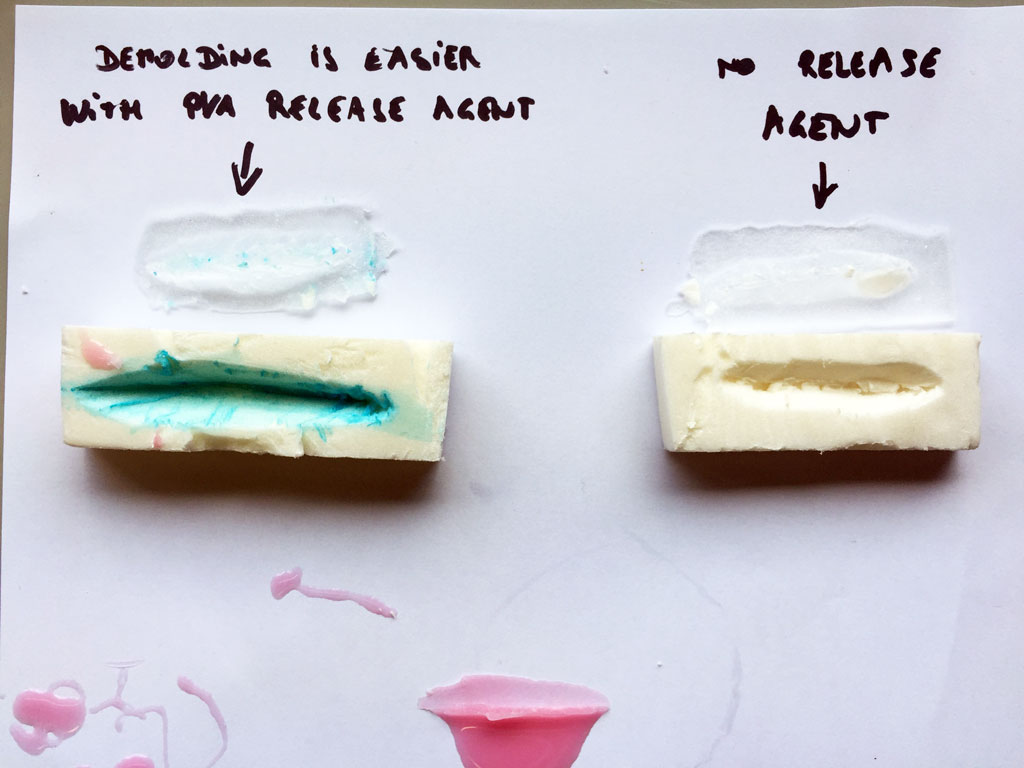
And the second test with vinyl polysiloxane elastomer Elite Double 8 from Zhermack. In both cases, demolding was easier when PVA release agent was applied on the mold prior casting.

Making the nefative silicone mold
As the polyurethane foam is a little bit rough, I tried to smoothen the mold surface using wood glue.
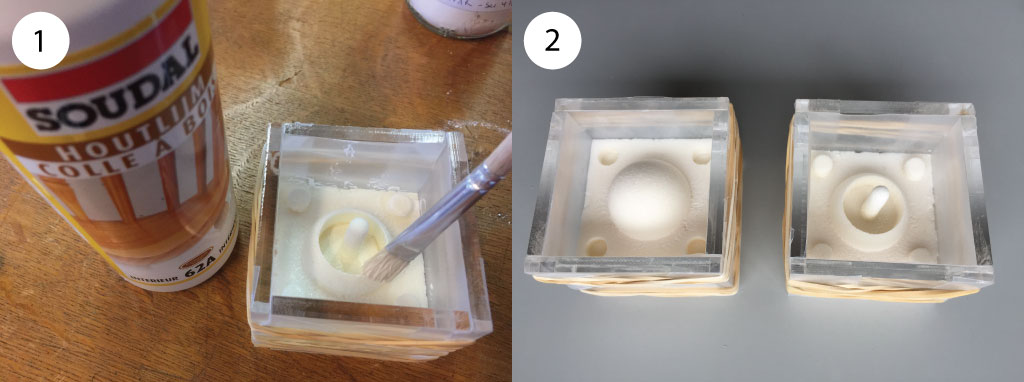
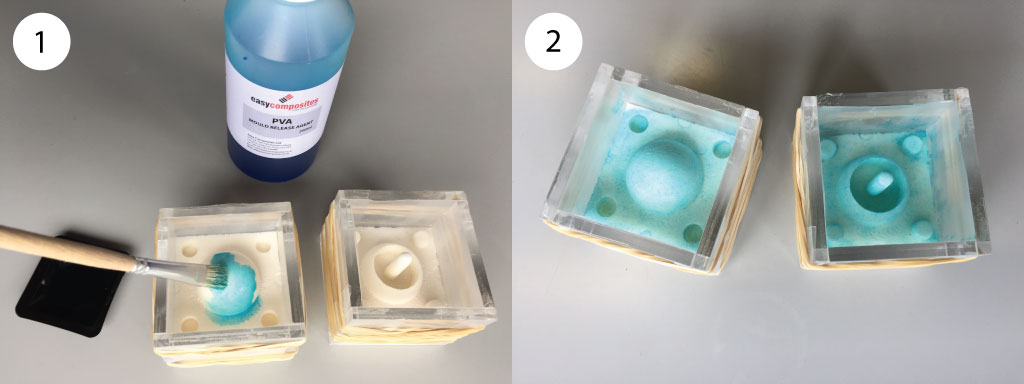
I then applied the PVA release agent using a brush and let it dry for 15 minutes.
To make the negative flexile mold, I used some silicone rubber as displayed on figure 1 here below. (2) After mixing the silicon rubber base with the catalyst, I used the vacuum pump to remove the air bubbles trapped into the mixture. (2) I laid a thin layer of silicone rubber mixture on the mold face and (3) degas it in the vacuum chamber once again. By doing that, I make sure that no bubbles will be present on the mold surface at the intersection of the silicone mixture and the polyurethane mold. (4) Then I poured the rest of the silicone mixture to fill completely the mold. One note, I have been surprised by the curing speed. Next time, I should go quicker then the pot life time it is written on the datasheet. At the end, I put two needles in the silicone so I would be able to pour resin from one side and remove air from the other side after curing. To fasten the curing process, I've put the pieces in a oven at 60°C for 2 hours. Acrylic starts to melt around 90 or 100°C so you want to stay under this melting temperature but the higher the temperature the faster the curing will happen. Always check the datasheets to see what is recommended.

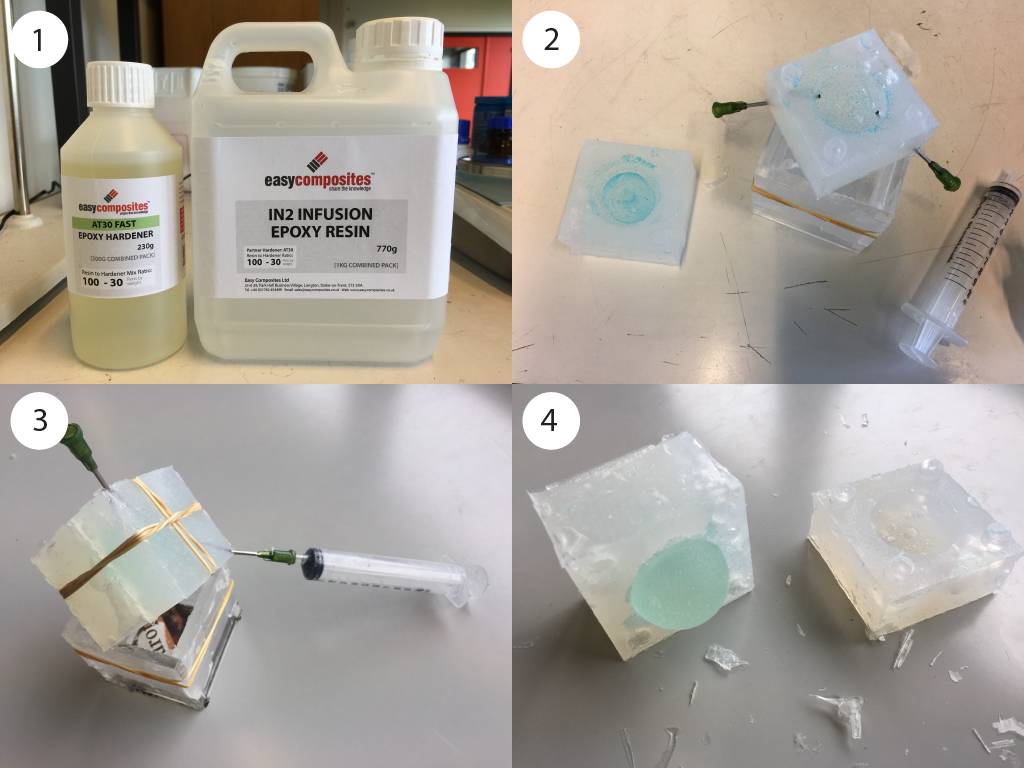
Once the silicone rubber is cured. I demolded the rubber pieces that I used to cast the tippe-top in (1) epoxy resin. First, I read the medical and safety datasheet of the epoxy resin as I know that the use of epoxy is usually a source of health issue in fablabs. I knew that I should wear gloves and safety glasses. After having mixed the two parts in a ratio 100-30 as recommended in the datasheet, (2) I poured the uncured resin into the molds. (3) I closed the molds using rubber bands and add more resin using a syringe, until all the air has been removed through the remaining needle and epoxy flows out of it.
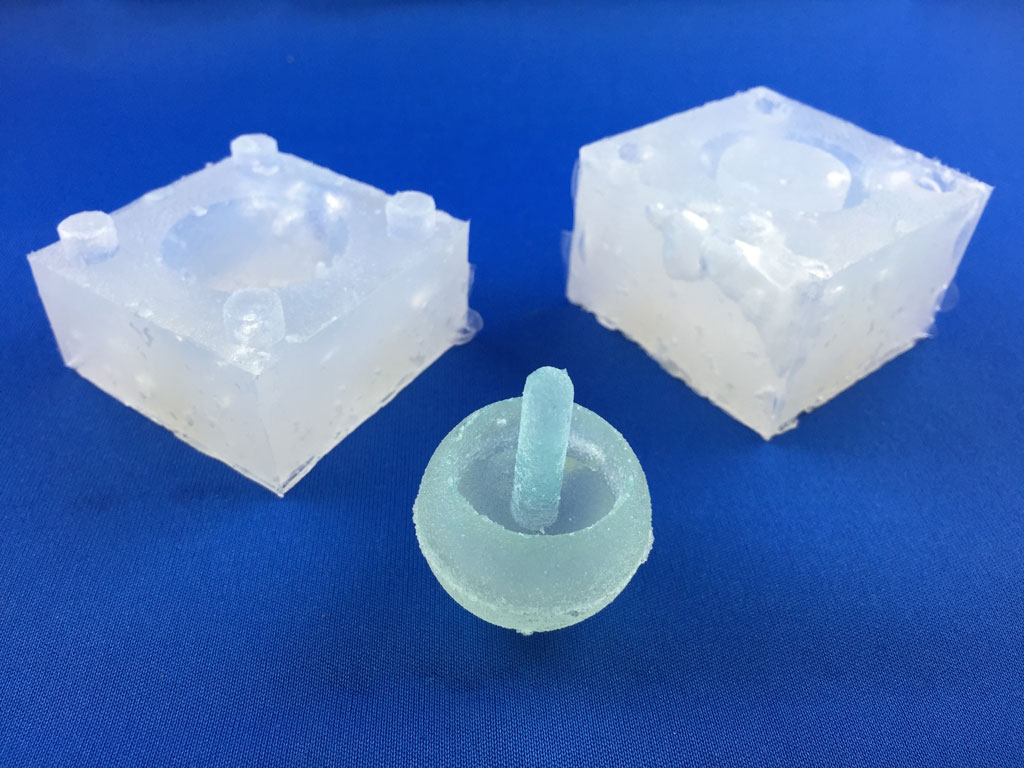
Hero shot
And here is the final unmolded tippe top in epoxy resin with the open molds. We clearly see that the final part has a rough finish due to the use of the polyurethane foam.