machine contral cutting
about safety
- A lot of accidents happened in DIY in the case using the machine tool. Be careful safely.
- A machine tool accident casebook: Safe site of the workplace
- We comes to be able to predict of the danger by experiences of incidents. Examples of incident assist us to predict danger in case you do not have enough experience.
- We should predict what happens in the process, and should imagine it. It is not good to rely on a PC.
- When abnormal situation happens, at first we should switch the machine off. We must not approach.
- Clothes
- We make a tight appearance that not wound up. We should not attach the scarf mufflers.
- We should gather up the hair. It is better to attach a cap.
- We must attach a protective glasses and mask
- We should use the gloves which the are coated, or Leather gloves. If we do not have it, we must not attach the work gloves , bare hands is better.
- The sandals are forbidden. We should wear socks.
make something big
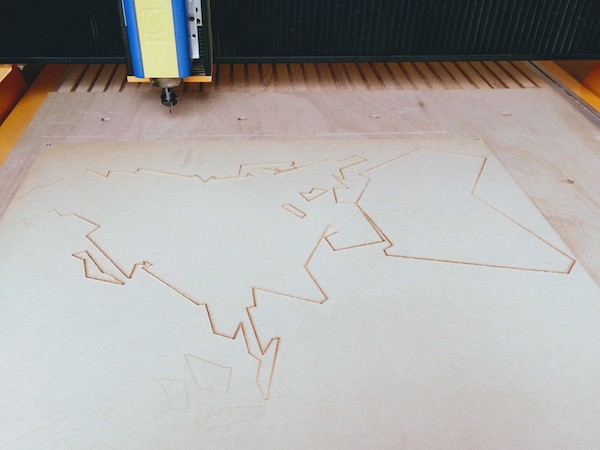
I made world map-shaped photo board. The overall size is about 200cm, the size of most big parts is about 90cm.
Cut data making
I made data for cuts.
At first I designed the form of the world map by illustrator.
I had a deformed linear design to reduce cut time. Then, I made 3D data of every map parts by Fusion360.
I used Fusion360 as CAM.
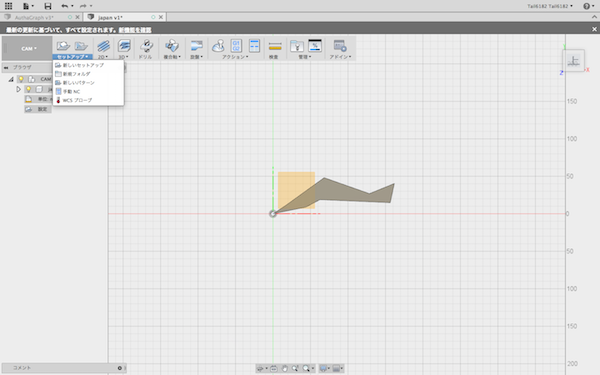
I confirmed that a model is placed in the xyz original direction. CAM > New setup .
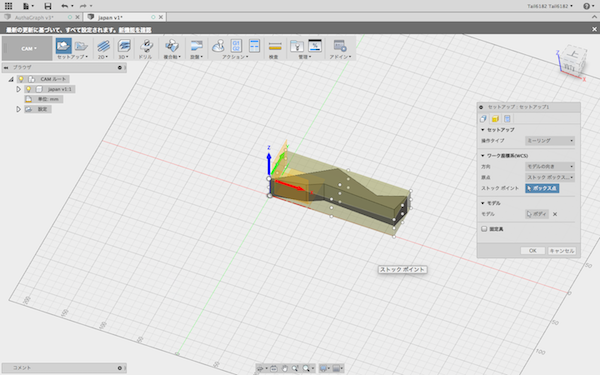
I set it up. I set the position of the origin.
If I make the corner of the model the origin , it is easy to use the materials without waste .
If I want to make the position of plural models, using "edge of stock"is good.
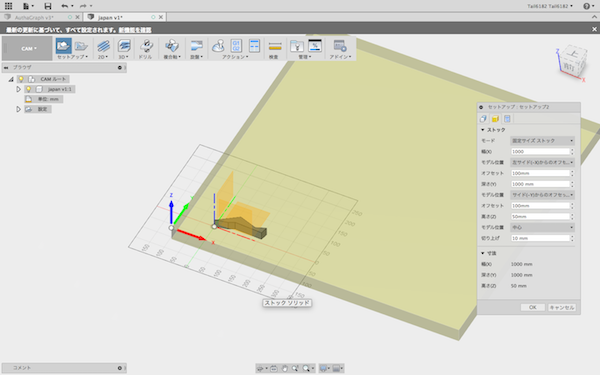
I set the stock. I select fixed size stock and input size of the material I use.
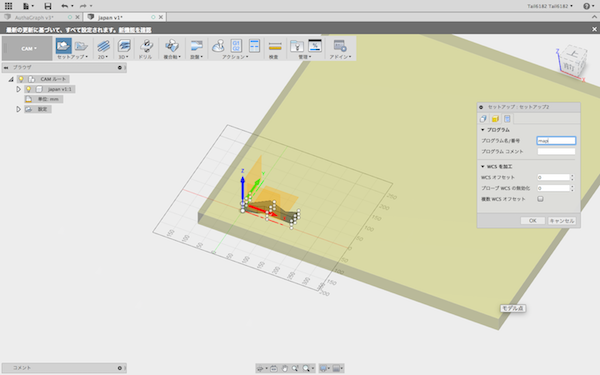
I inputed the name and clicked OK.

I choose the 2D outline because this time I just cut a board with 2D line.

I choose the tool. I choose the kind of the mill. I use flat this time.
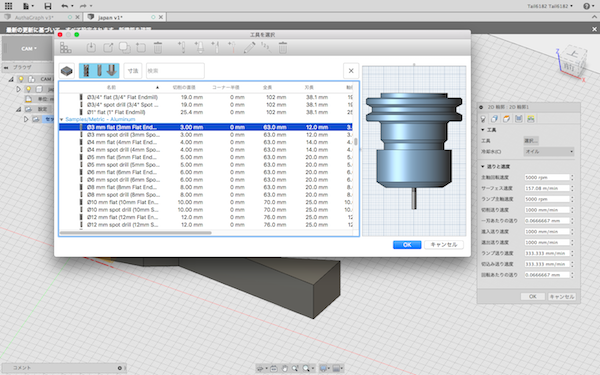
Speed is like below.

Because there was a thick line, I chose 3mm. "cooling" I choose nothing .

Virtual mill appears

I choose the outline to cut
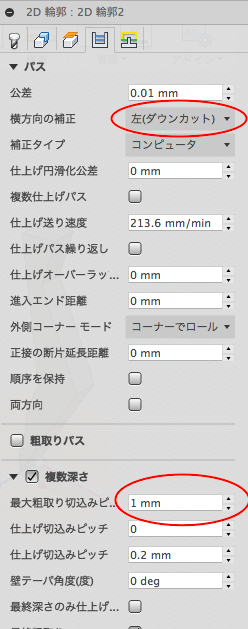
I can choose a down cut or the upcut.This time I use downcut.
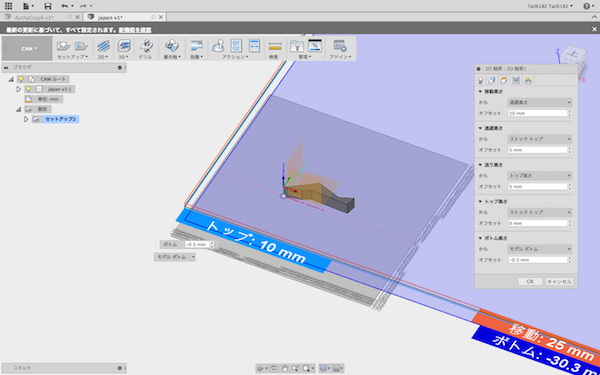
I choose the heights. In the case I use weights to fix and material has projecting, It is good to set the height of the evacuation having margin. In addition, you should offset the height of the bottom - 0.5-0.3mm to cutting over bottom.

I choose post processor rs247.cps - RS274D.
 When setting was over, I export it. Action > Post-processing.
When setting was over, I export it. Action > Post-processing.
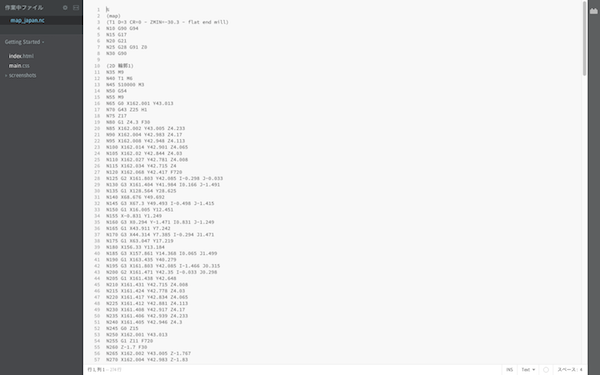
I search G0 of the beginning in an output text , and delete the line before it.

I delete the line behind the last G0. If I skip this process,the tip of the endmill moves a surface of a material.
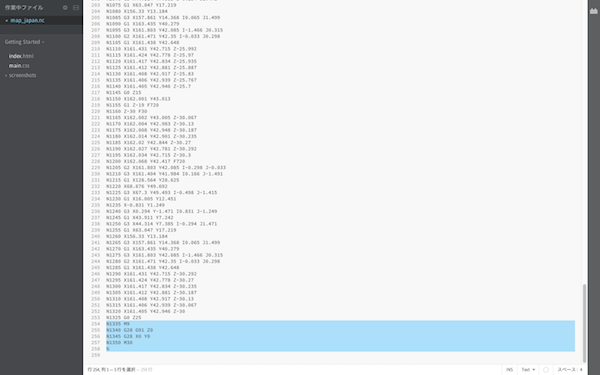
I saved it in UEB and inputted to a milling machine.
machine cutting
I finally cut it.

The machine of our laboratory is woodpecker AP1212Y.

At first I cleaned over its table. I moved the thing on the table and rasp the table and clean wood powder to secure level.
I switched on the controller and I pushed F1 then it moved to initial position.

I move its spindle to this side (Y direction) with arrow key. When I work, I must push the red emergency stop button.

I took its collett and set mill.

I fixed materials. I stopped 4 corners with a screw. Then I set the XY origin.
I set the Z origin higher than the hight that materials and depth to reduce , then I run for test (air cut).

There seems to be no problem, so I set the Z origin.
I turned the spindle and gradually took it down. When a sound changes I set the Z origin .
I select my cut data and really cut it.



Because fixation was only 4 corners, parts loosened in the place when cutting finished , so an edge was missing.
I should use a double-stick tape.
I cut big parts next in 3mm MDF. But the surface burnt without being cuted.

This was because the tooth of the mil was worn.
I will warn a case that smell being hard and the change of the sound at the time of the setting of the Z-axis can not hear.

I added a weight in addition to the screw of 4 corners.

I added tape in addition to the screw of 4 corners.

I pinned each part on the wall with a thumbtack.