6. 3D Scanning and printing#
group assignment: test the design rules for your 3D printer(s)
Research#
Kamakura FabLab Printers#
- Affinia H400
- Affinia H480
- Makerbot Replicator 2x
- Preusa i3 MK3
Print Test Model#
To test the tolerance of each of the lab’s printers, we uploaded the “3D Printer Tolerance Test” model by Amanda Ghassaei from Thingiverse link.
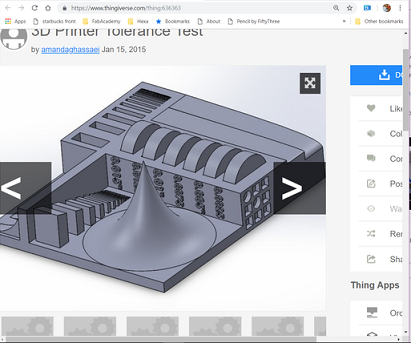
We will print this model on each of the lab’s printers and observe individual and comparative results.
Printer Test Observations#
Affinia H400 & H480 (Yosuke & Hiroya)#

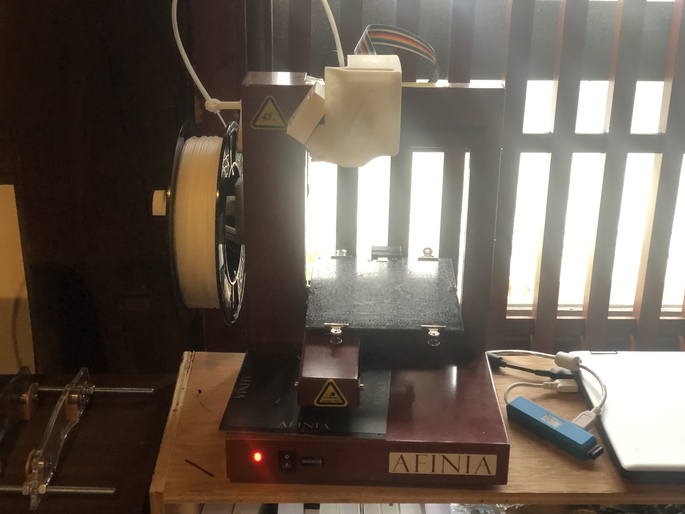
We printed the test model in same parameter and try to observe the difference of each printers.
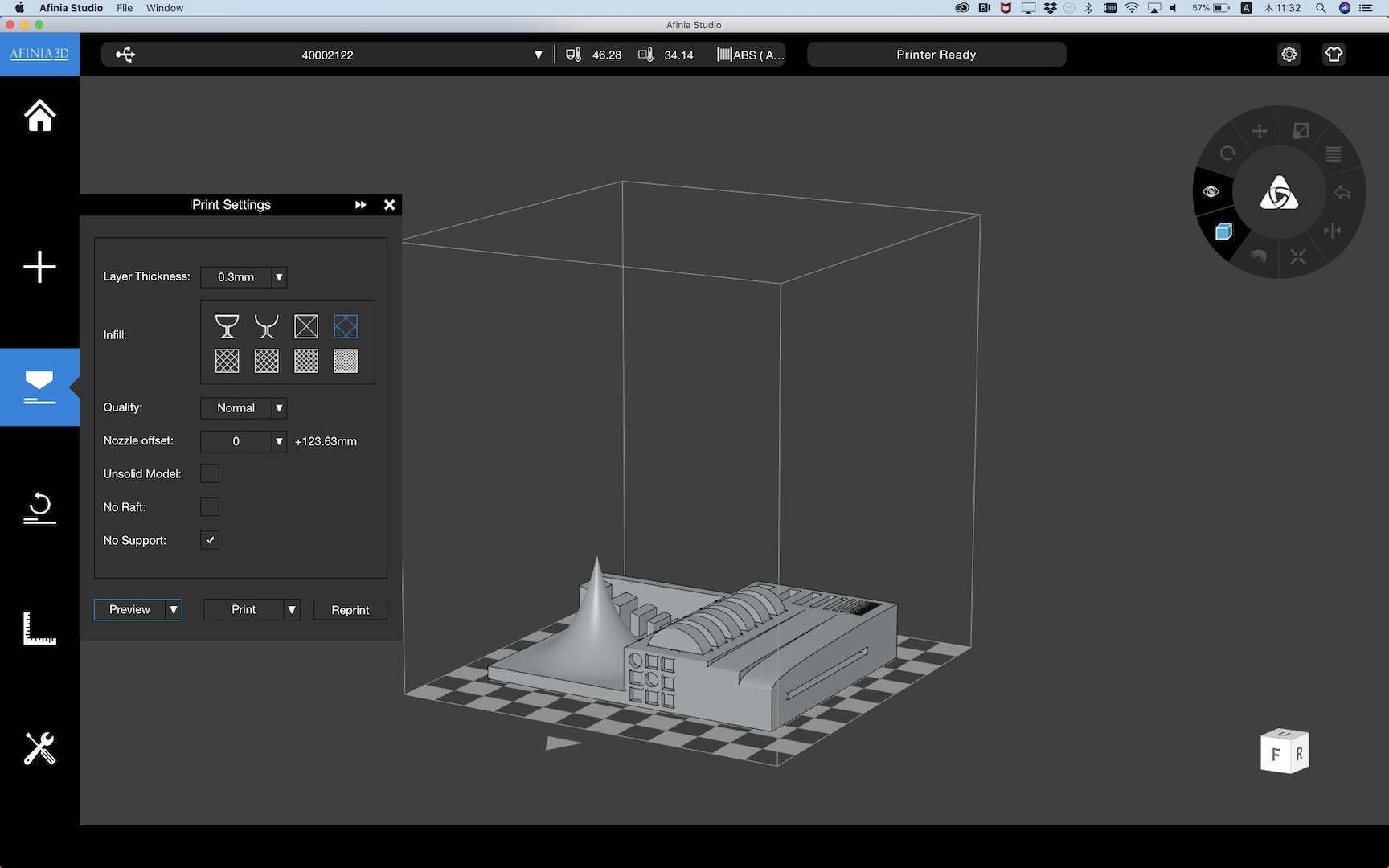
First, we uploaded “Afina Studio” to setup parameters and transmit data to the printers. Especially, Afina H400 is very nice because we can connect to it via Wi-Fi (no need to use USB cable or SD cards).
We set same parameter in the following:
- Nozzle Diametric: 0.4mm
- Material Type: ABS
- Layer Thickness: 0.3mm
- infill: 15%
Then, import stl file of test model, and send the data to the printer.
Printing is started.
The results are here:
H400
The result is looks so bad. We failed to print out two times on this replicator. First, we mistook in calibration and after print starting, we soon found out the printed material were come off from the base. 2nd time, the extruder was stacked. The photo is the one that stopped ongoing. Nevertheless, the interesting point is that this printed out material are a little bit heaver than the one printed out from H480 (mentioned in the next section).

H480
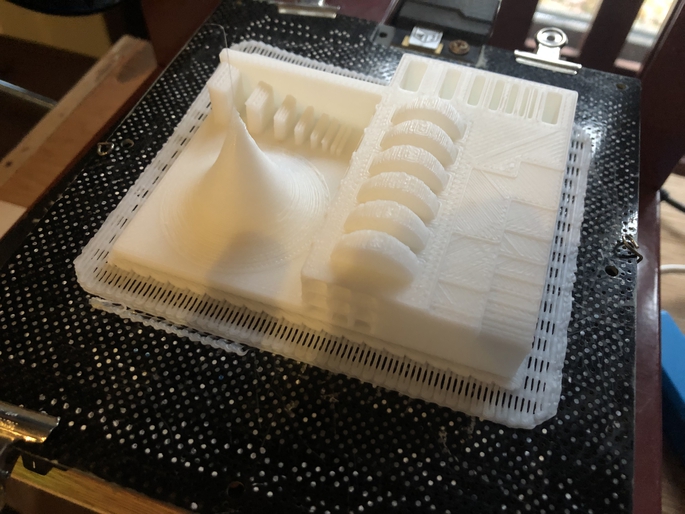
Also, we had some trouble in H480, but the result was totally well done. And some features are observed as follow:
- There are eight holes printed in right top.
- The curve part in right bottom are rough.
- There are also eight steps (looks like) in left top.
- We set Nozzle Diametric in 0.4mm and layer thickness in 0.3mm. It looks decided the limits of dimensions between each holes, maerials, and so on.
- And, 0.509mm (0.02 inch) is a maximum resolutions of the printer if the Nozzle Diametric and layer thickness set above.
- Numbers (which expected to appear in the inside of the model) couldn’t detect well. Also, the columns cannot move around.
- a triangle pyramid is not well printed out.
Makerbot Replicator 2x#

- uploaded and installed the Makerbot printer software
- Discovered that the software interface, using lots of cryptic icons, was not so easy to understand
- With some assistance from instructors, we understood the workflow and was able to get the model to printer
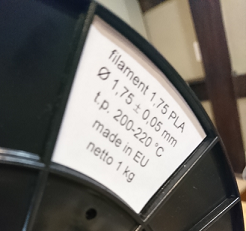
- The Makerbot Replicator 2x (MR2X) has two extruder heads, but the left one was not functioning…1.75mm Polymax PLA was loaded into the right extruder and we proceeded with a print attempt
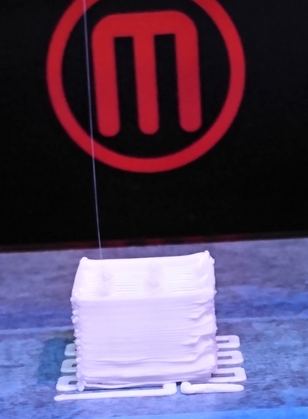
- We chose to do a test print on a small 20mm cube to get an initial understanding of the printer’s capabilities
- Settings as follows”
- Infill: 10%, hexagonal pattern
- Layer Height: 0.2mm
- Print Speed: 90mm/s
- Extruder Head Temperature: 250deg
- Print Bed Temperature: 110deg
The resulting print was…ugly.
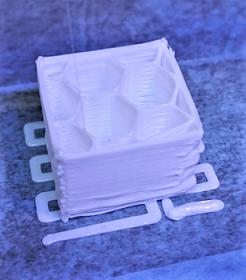
- We tried printing the same cube a few times…adjusting the bed heat temperature to zero and extruder head temperature to a lower 190 degrees (a website we consulted recommended these settings)…the results were not much better
- We observed that the Gcode was instructing the non-functioning left extruder head to print…but without filament loaded it printed nothing…which may have contributed to the poor print results
- We searched the entire Makerbot printer settings and could not find a way to disable the left printer head…
- Not wanting to waste time…we abandoned the MB2X and shifted to our testing of the Preusa printer
Note: Our instructors fixed machine…used a different slicer software than that of the MB2X which allowed the broken extruder to be turned off…a good print of the test model was completed in ~2hr 30mins
Preusa i3 MK3#
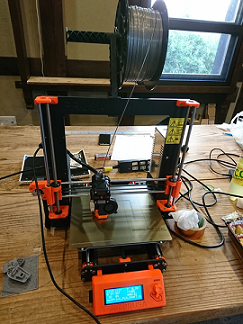
- We used the Pruesa Control software to read the uploaded STL file of the Test Print model and generated a Gcode file
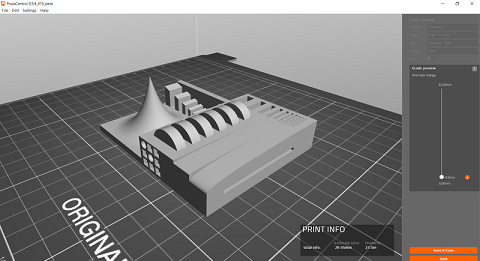
Setting as follows…
- Infill: 20%
- Print Layer Height: 0.03mm
- Extruder Head Temperature: 230deg
- Print Bed Temperature: 60deg
- Est’d Print Time: 2hrs 55mins
- Actual Print Time: 3hrs 26mins…one crash detection pause, one Print Bed Temperature increase to 90deg pause

- We didn’t print with a raft…and the model partially detached from the print bed during the print…causing the crash error and making us try to solve the problem with the print bed temperature increase
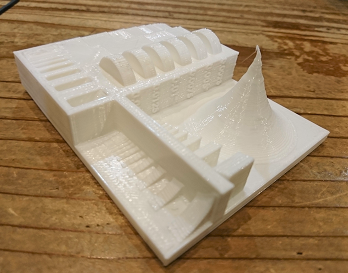
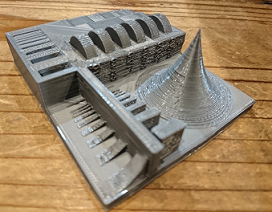
- The final print turned out reasonably good with clean edges and surfaces
Comparison of Test Models: Makerbot vs Pruesa#
Both printers produced reasonably clean results…nice edges and surfaces. Both printers produced surprisingly sharp conical points.

The Pruesa was able to generate a better zero support ceiling over the slot, no significant sagging while the Makerbot showed meaningful sagging.
