Assignments:
- read the material safety data sheet (MSDS) and technical data sheet (TDS) for the resins that you're using.
- design and fabricate a 3D mold (~ft2) and produce a fiber composite part in it.
Portable swing
1. Material to use
Pink form(Extruded polystyrene xps)
Polyester resin: use 2% of hardener. (by weight) Pot life= 5 min~10min. It will get hardened quite quickly. Here is the link to MSDS.
Burlap fabric: both for lamination and for breathing(?)
vacuum bag, vacuum
brush, scale, plastic vinyl, (more fabric for breathing), gloves, transparent tape
2. Making mold
1. Design mold:
- I wanted to portable swing. Playgrounds around my home don't have any swing, and my son loves swing. I wanted something light and strong, so decided to make one for this week's assignment.
- Small holes for ropes: better to make after laminating
- For safety, better to make the edges smoother.
- wall:although I plan to make it maximally1cm deep, it's better to have higher wall (mine: 2cm) to be safe. Also make the wall thicker. (mine: ~4cm)
2. Cut isopink form manually a little bigger than the model: (length+5cm)x(width+5cm). When cutting, lay the cutter knife low. That is, don't make it steep. If needed, use glue (isopink 1800?) to make the material thicker. I used three layer. (model height=70, 3 layer=95cm)
- Make sure the glue is completely dry before cutting.
3. CNC cutting:
(I) Aspire (I used this software since fabmodule showed the same origin problem as before)
Size of the model. Not size of the pink form.
- Used 10mm for rough cut, and 6mm for finish cut
- Feed rate=200, Spindle RPM=18000, plunge rate=30(rough)/80(finish)
- Conventional is much better than climb for form
- 'Z level:raster' x means that it will cut moving along x direction
- Machining allowance:1mm
(II) Shopbot:
- double-sided tape is good enough for form
- CNC cannot go up too high. (It causes disconnection problem (with 'stop hit' sign). Then push blue 'reset' button) To solve the problem, we had to push the end mill deeper inside.
Rough cut
- When changing end mill for finish cut, check again if the new collet can hit the side when the end mill go deep.
Finish cut
3. Lamination
1. Cut Burlap fabric so that it fits to the mold. I used 4 layers, so cut 4 pieces.
(I used darts for these two shapes)
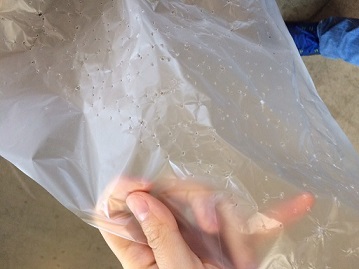
Also prepare two plastic layers(a little bigger than mold)
and for one of those, make a lot of small holes. (The more, the better)
Have everything (such as vacuum bag, vacuum, transparent tape, stick to mix, etc.) ready since everything should be done in 5~10 min.
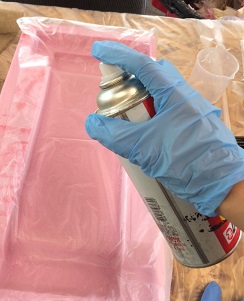
2. Lay a plastic (without holes) and spray release agent (with mask). Also spray it to the one with holes. Both sides.
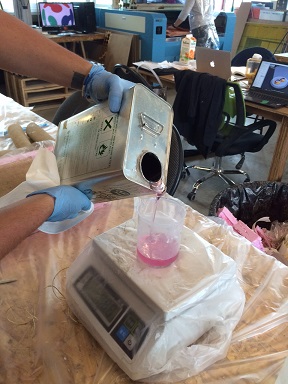
3. Measure polyester resin (about 300g) and pour 6g of hardener. Start timing and mixing.
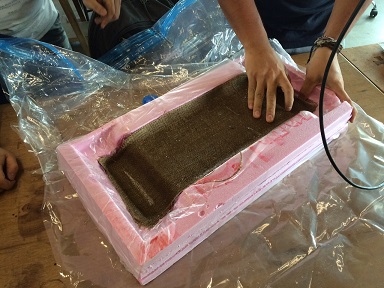
4. Lay the fabric first. Then spread the mixture until the sheet gets wet. Just wet. Don't apply too much. If so, it will be squeezed out and make vacuuming hard, and also the outcome messier. Place new sheet as soon as resin gets wet evenly, and spread resin. Repeat this until all the spreading done. Do it as soon as possible. Within 5 min.
5. Cover it with a plastic with holes, then two breather (burlap and white one). Put it into the vacuum bag, seal it, vacuum it as soon as possible.
5. After 5 hours, it was hard enough to take out, so I open the vacuum bag, and took it out.
But it needs to cure for several days to get harder.
(Update)
Even after several more days, it was a little thin and not too strong. So I applied two more layers, and now it is much stronger! To apply these additional layers, I didn't use mold, didn't use vacuum bag. I just laid two more layers underneath and pushed with a wooden plate. It became sturdy enough for swing, but now I think swing doesn't need to be this hard (and flat). Actually, just some piece of fabric can make a swing. So I changed my mind. Now I will turn this into a small skateboard for my son!
Note:
- Plastic: to prevent sticking to the mold and breather
- Holes (of plastic) and breather: the excessive resin can come out through them
- The chemical reaction here is exotermic, so it gives a lot of heat, and can melt the form if I use resin much. That happened to my mold.
- Safety: MSDS(Material Safety Datasheet) for Polyester resin cautions about inhaling the vaporized form of polyester resin. I could also feel uncomfortable when I was exposed to the smell for long or when I used drill to make a hole. Don't forget to check air ventilation.


 Size of the model. Not size of the pink form.
Size of the model. Not size of the pink form.
 Rough cut
Rough cut
 Finish cut
Finish cut

 (I used darts for these two shapes)
(I used darts for these two shapes)











 But it needs to cure for several days to get harder.
But it needs to cure for several days to get harder.



