What is Moulding and Casting ?
Moulding:Moulding is the process of manufacturing by shaping liquid or pliable raw material using a rigid frame called a mold or matrix.This itself may have been made using a pattern or model of the final object. A mold or mould is a hollowed-out block that is filled with a liquid or pliable material such as plastic, glass, metal, or ceramic raw material. The liquid hardens or sets inside the mold, adopting its shape. A mold is the counterpart to a cast. The very common bi-valve molding process uses two molds, one for each half of the object. Piece-molding uses a number of different molds, each creating a section of a complicated object. This is generally only used for larger and more valuable objects.
Casting:Casting is a manufacturing process in which a liquid material is usually poured into a mold, which contains a hollow cavity of the desired shape, and then allowed to solidify. The solidified part is also known as a casting, which is ejected or broken out of the mold to complete the process. Casting materials are usually metals or various cold setting materials that cure after mixing two or more components together; examples are epoxy, concrete, plaster and clay. Casting is most often used for making complex shapes that would be otherwise difficult or uneconomical to make by other methods.
Source: wikipedia
History Of Moulding and Casting
Introduction: Since the evolution of mankind, man has used his intelligence and creative instinct to develop things that will reduce his labour. He shaped bowls, tools and weapons out of stones and wood which was naturally found in nature.With the passage of time he discovered other element in nature like gold, silver and copper which were readily available in nature in the form of nuggets. He melted and shaped these metal according to his desires. He probably discovered gold pebbles with stone and copper from the copper bearing ores that line the fire pits. He found it easy to melt the iron, copper and gold using the firewoods and charcoal, and hence in differerent ages iron and copper became the most profusely used natural materials.
Evolution of casting process: Gold, silver, copper, iron, lead, mercury and tin are known as the 'magnificent metals' since they were known to man from ancient times. The basic process of melting of metals in furnace, using patterns and soldifying the metal in mould has remained the same. Some ancient techniques like the lost form techniques and bell casting techniques are still religiously followed.
Furnace: The earliest furnace were simple and easy to operate, with beewax used for patterns and bellows for blowing air into the furnace. In the iron age probably ceramic ovens were used to melt the metals. Crucible and later flame ovens were available for the melting of copper, tin and lead alloys.
Molds: Diferent types of mold made from clay, wax and loam were known from the early times. The lost form technique was also prevalently used from the early times.
Patterms:
The first patterns of casting were made probably 4000 years in mesoptoamical from beewax. A frog casted in copper is the oldest living proof of intricate patterns used as early as 3200 B.C. Core were also used to provide intricate to the interior of the cast.
Different Ages of Casting: According to Biblical records casting technology can be traced back to 5000 BC. It is possible that metal casting technology, using moulds originated in the Middle East. However, there are suggestions that this process may have been developed in India and China. It is said that the first steel products were made in India in 500 B. C., but the process was lost. The earliest records of casting methodology are the writings of monk Theophilus Presbyter in his book Schedula Diversarum Atrium. He has described in detail the casting of the famous Perseus and Head of Medusa.
The Casting is a crucial factor that lead to the progress of each civilization. The important ages of the prehistoric times is named after the metal that was prevalently used in that age. Some of the important ages and the relavance of casting in those ages are described below :
| » | Copper Age (7700-3300): Stone age is followed by copper age in the prehistoric times. Mankind found copper in the fires from copper-bearing ore that he lined his fire pits. Copper found an instant liking with man because it can be melted and molded into any desired form. So, using clay as mold and bee wax for pattern, he desinged householod good, weapon and religious times. The earliest living proof of copper was the weapon found with Otzi, the oldest naturally preserved mummy from 33000 B.C. Otzi carried a coper axe which seems to have been metalworked by the worker of his tribe. Archaeological evidence suggests that copper is among the earliest metals used by humans. Numerous digs all over the world indicate that copper was used to make utensils, jewelery, and weapons. Copper is highly ductile, meaning that it can be easily worked and pulled into wire. For cultures which had minimal or crude metalworking abilities, copper would have been easy to shape and work with. |
| » | The Bronze Age: (3300-1200): Eventually, he learned that tin could be mixed with copper to produce a stronger, durable and attractive metal which was called bronze. He found bronse favorable because it coule be use to make artefacts and toolls like knife, armor, pottery, that we more durable and harder. In the early part of the bronze age the naturally found bronze alloy was used, which has arsenic as an impurity. Tin bronze was used in the later part of the age, since it required sophisitcated techniques to melt and cast the products. Bronze age origninated in Turkey, Iran and Iraq which are known as the caradle of civilization. |
| » | Iron Age (1200 BC onwards): Iron age brought the systematic production of metals. The advent of this age in every culture was coincidental in changes in agricultural practice, religious beliefs and cultural beliefs. The Chinese mastered the technique in 1000 BC which they used for the mass production of cast tools and farm equipment. In Europe, the first iron products were casted thousand years later, which included gun-barrels and bullets. |
| » | Industrial Age (18th Century Onwards): Also known as the age of technical revolution this age saw rapid increased in the demand for casted products. Mass production was made prossible by the invention of new machines in this age. Iron casting was used not only for the creation of decorative objects but was also for the production of machined componenet and house hold articles. Demands increased tremendously for steel castings with the development of the airplane industry, the commercialization of automobile, mass production of consumer goods, etc. |
Important finding of casting in the ancient periods of history
| » | 3300 B.C. Otzi, the oldest natural mummy had an axe with a copper casted axe head. |
| » | 3200 B. C. A frog, cast in copper is the oldest proof that show the complexity and intricacy of molding. |
| » | 3000 B.C. weapons and cult objects made of copper of this age recovered from middle east and India. |
| » | 1400 B.C. Iron ware excavated, which indicates the earliest production of steel. |
| » | 800-700 B.C. First Chinese production of cast iron. |
| » | 645 B.C. Earliest known sand molding (Chinese). |
| » | 233 B.C. Cast iron plowshares are poured in China. |
| » | 500 A.D. Cast crucible steel is first produced in India. |
RELATED TERMINOLOGIES:
| Flask | Frame made of wood or other material used to enclose the molding material |
| Hot isostatic pressing | A manufacturing process used mostly for aluminum-copper series to reduce porosity of metals and to reduce the scatter in mechanical properties. |
| Toolmaker | Craftsman skilled in constructing casting dies and similar metal tooling. |
| Riser | Riser or feeder is built in the mold to fill with molten material, so that shrinkage that happens during soidification can be compensated. |
| Cope & Drag | Top and bottom halves of pattern, flask, mold, or core. |
| Metallurgy | Study of the physical and chemical properties of metals and their various. Study is also done of the various applications that the metal can used for. |
| Salvaging of Castings | Methods like hot isosatic pressing are used to save discarded or damaged castings for further use. |
| Vents | Provision provided in the mold for the escape of gas formed during the casting process. |
| Eutectic temperature | Melting point of two more metals that are combined to form the alloy. The melting point depends on the relative proportions of its ingredients. |
| Eutectic mixture | Mixture of the constituting elements is such a propotion that all the constituting elements melt simultaneously at a local temperature minimum. |
| Solidus | Temperature at which melting begins. |
| Liquidus | Temperature when melting is complete. |
| Nucleation | A mixture of liquid and substances like clay or plaster of Paris. |
| Slurry | Thin mixture of liquid and fine substances such as clay or plaster of Paris. |
| Fatigue Failure | Cracking of metal because of repeatedly applying some kind of load or pressure to and from the metal component. For eg. if a metallic needle in bended back and forth for a number of time it will break. |
Workflow of mould design,Construction and casting
This week i have gone through old documentations of Molding and casting week of seniors , from there i have done through the Instructables Class on Moulding and Casting and also i have gone through the Smooth-on Tutorials,the materials which are available in the fablab and got to understand how the moulding casting workouts as per the Prof.Neil's Class he mentioned to make the postivite wax mould with machining process and make a negative silcon mould and the final metal casting i was confused what to make then i have tried a different things using rihno tool
Which is a not a closed drawing and i was unable to make a soild out of it so have manullay draw to semi circles and i have trimmed them to make the moon like structure
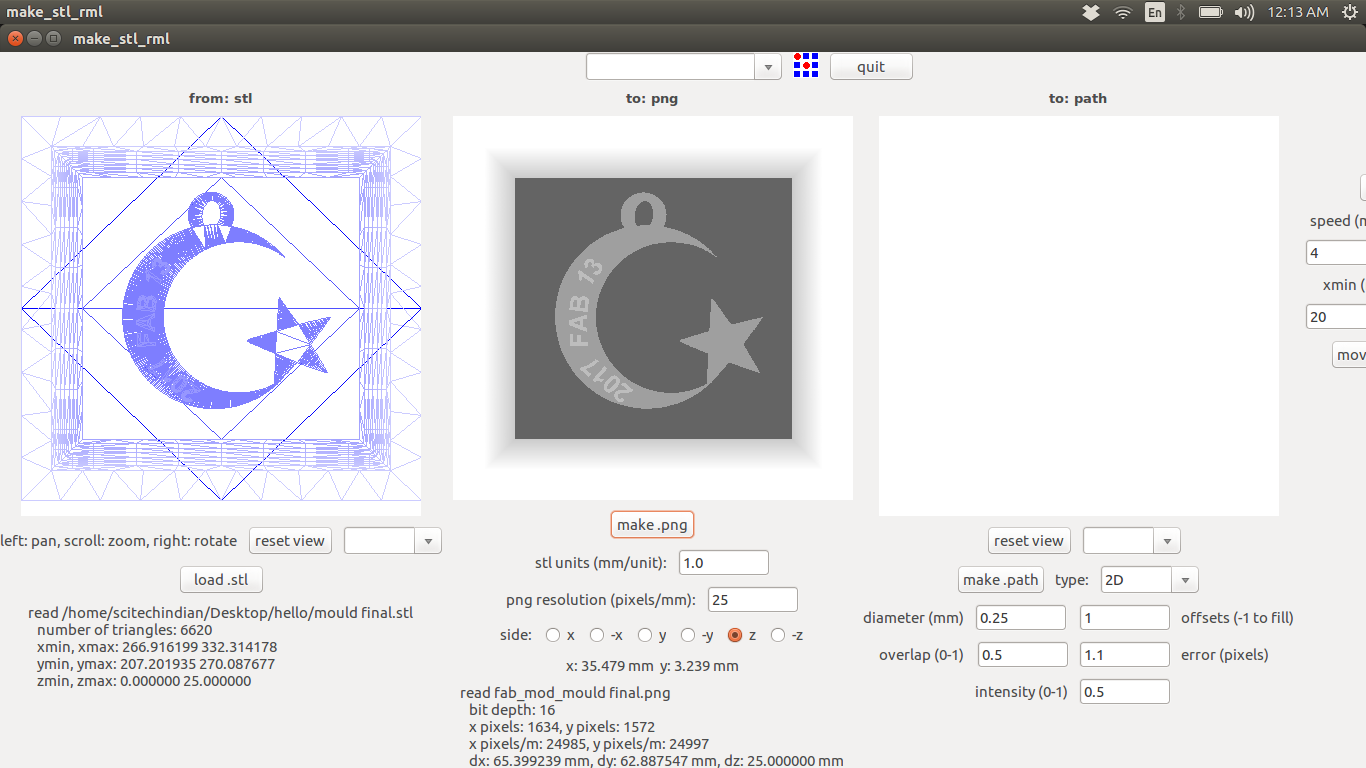
I have created a solid modle out of it and saved it as .Stl
Machining Wax in Modela
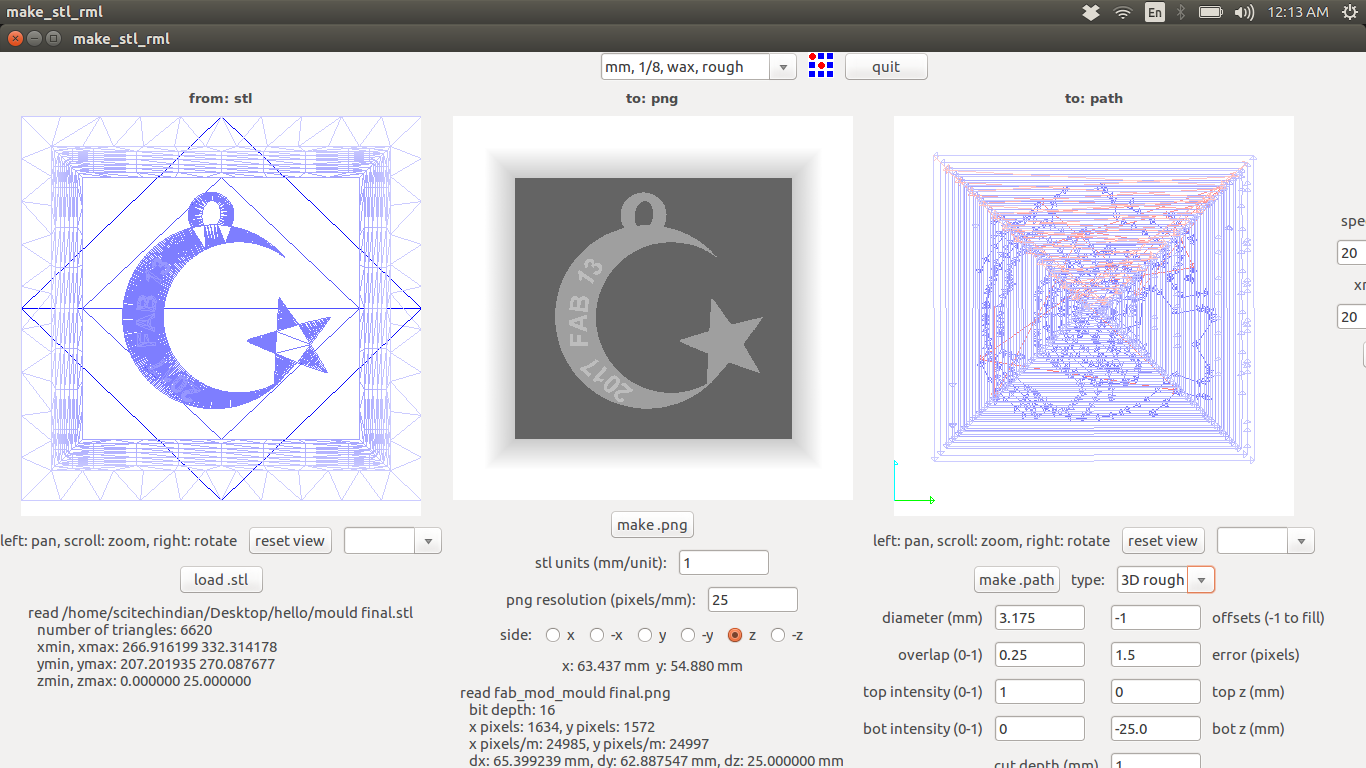
Rough cut
The first step of making mold in modela starts with rough cutting. Rough cutting will remove large amount of materials, We can use different end mills for this. I have used a 1/16inch end mill for this. The raw material used is blue industrial grade wax, these are special purpose wax blocks for making molds for prototypes. Some specifications of the wax used is shown below.
- Hardness: 53 (Shore "D" Scale)
- Melt Point (Ring & Ball Method): 240 degrees F (116C)
- Viscosity 270 degrees F = 1790cP
- Volumetric Shrinkage (for recycling, from melting point to room temp): 5% typical
- Coefficient of Thermal Expansion (in./in. ºF): 9.5 x 10-5
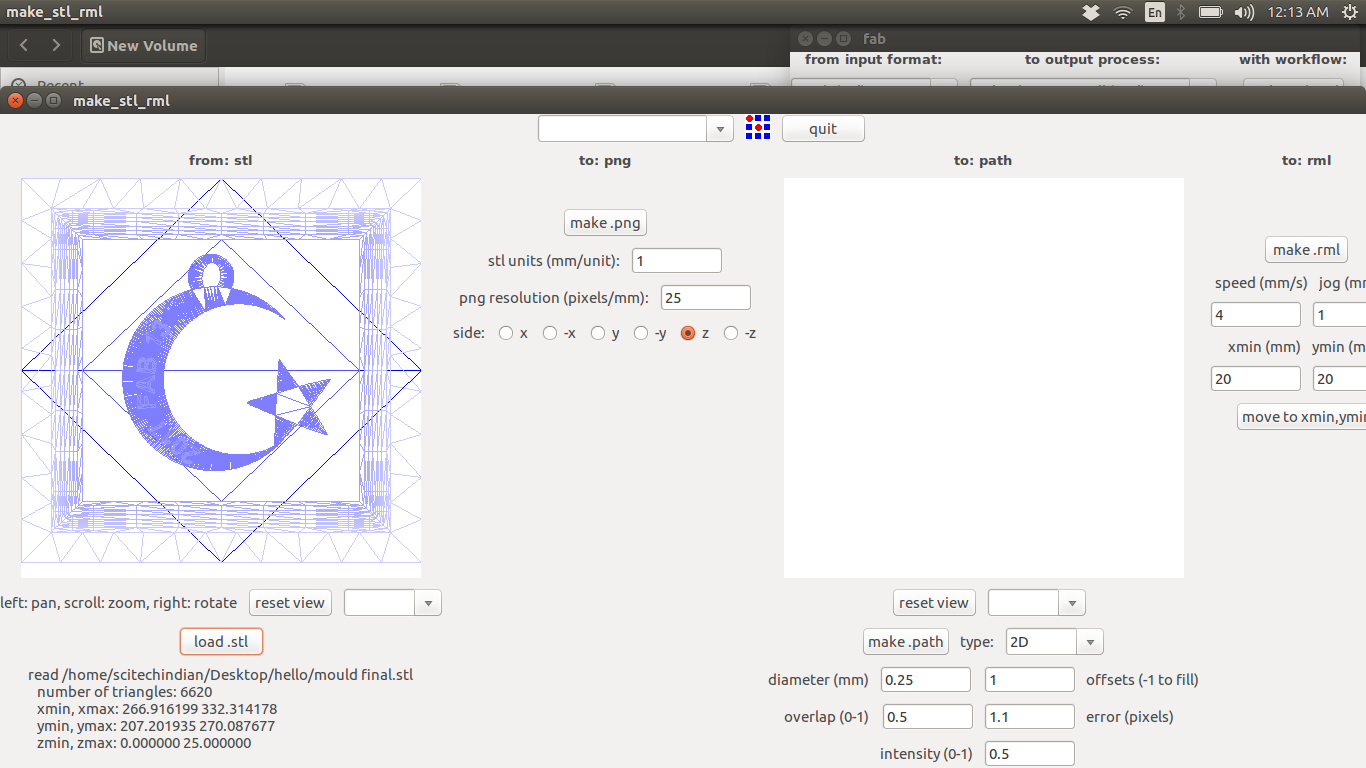
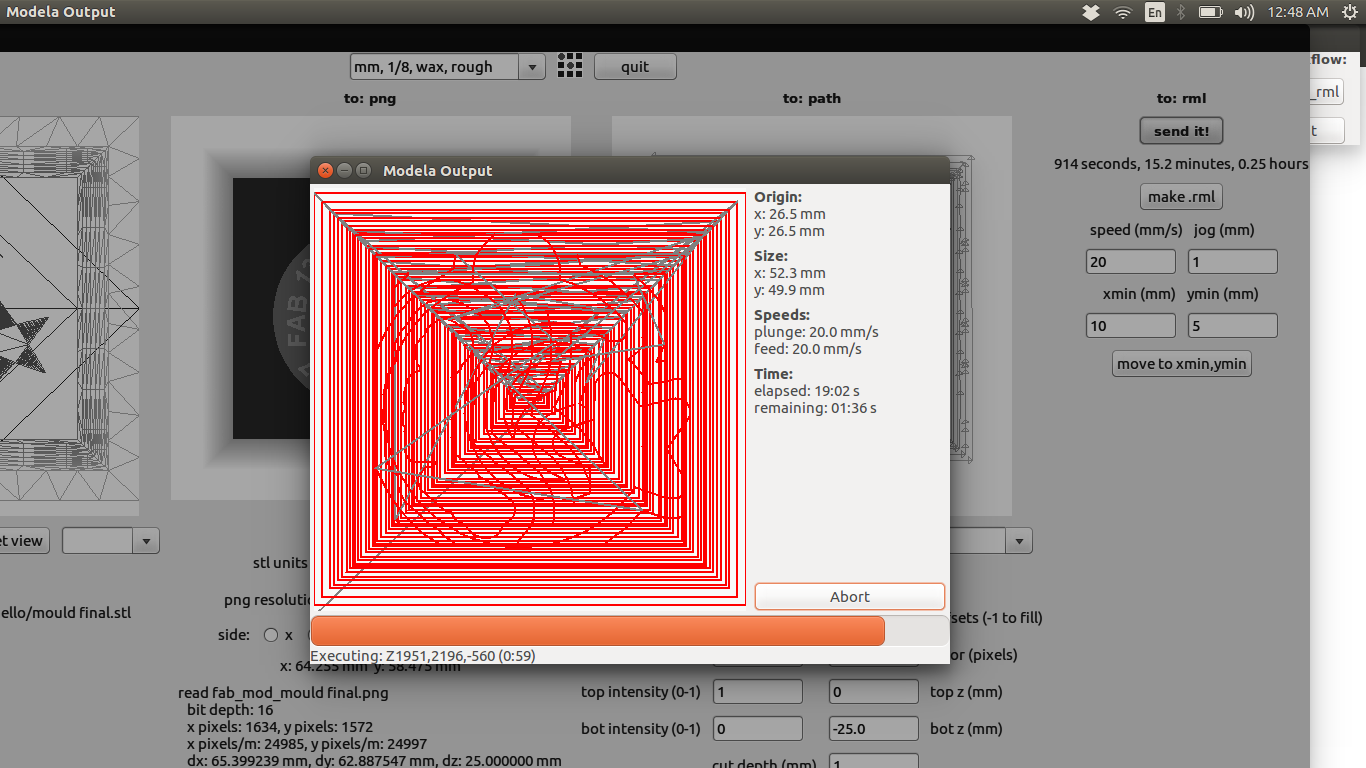
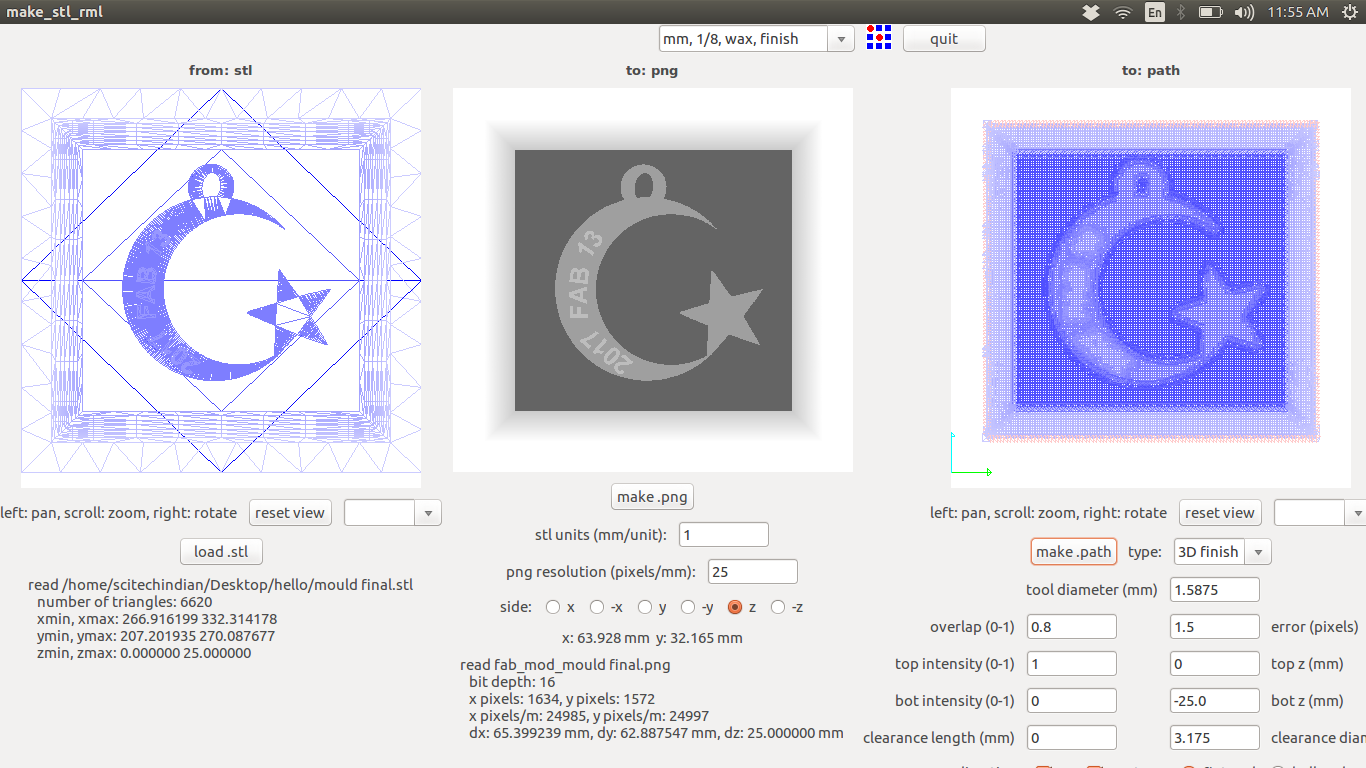
The wax is to be mounted over the base plate and rest of the settings are same like my electronics production week documentation. You can check the settings i have given in the image shown below. Here we are loading an stl file so first we may need to convert it to png from fab modules itself. The text and design in my design is small , so i selected 1/16 inch flat end mill for doing rough cut. The bits used for roughening and finishing is shown below.
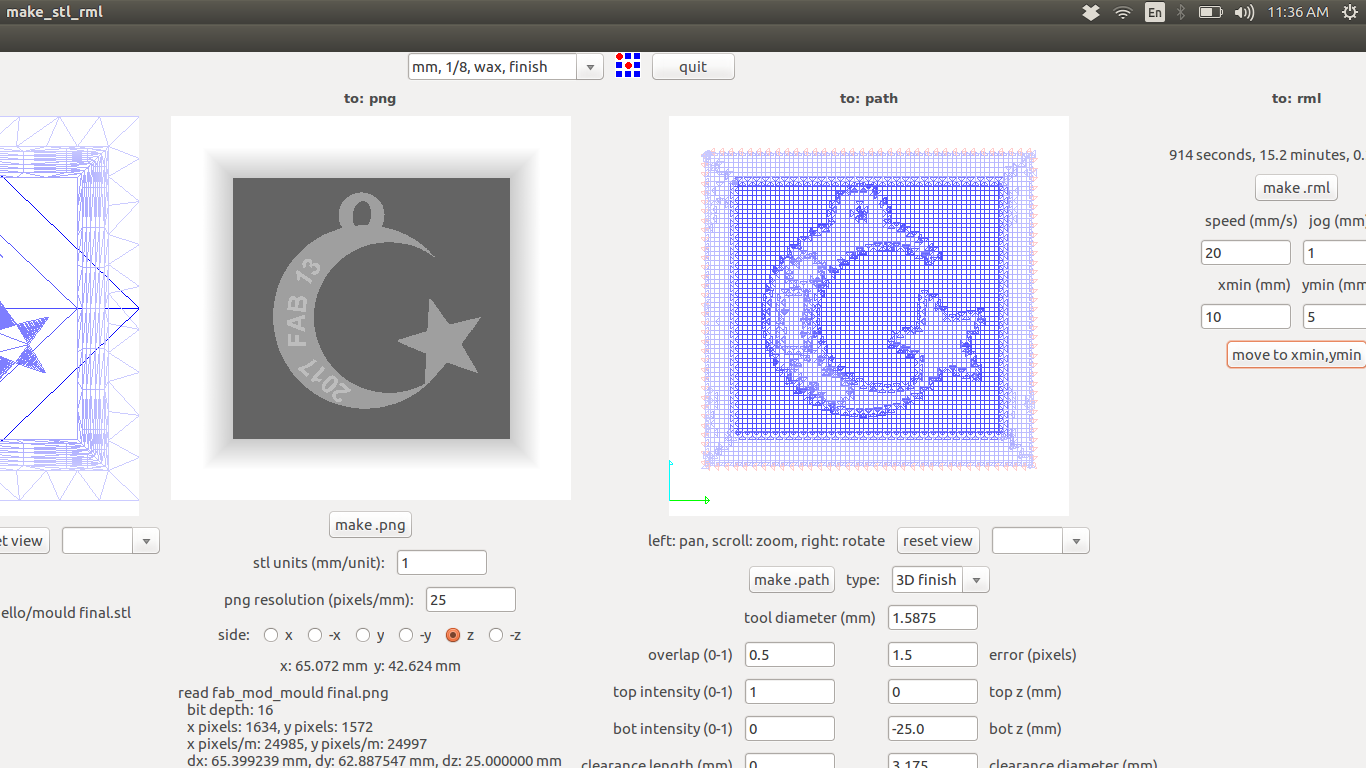
Finish cut
The second processing step of mold making is finish cutting. This will give a better surface and other details perfectly. i have opted 1/64inch ballnose end mill. The processing steps and the parameters given are shown below.
Casting
Casting is a process in which a liquid material is poured into the mold and allowing it to harden. In our lab we have different materials available for casting and are listed below.
- OOMO-25 - Liquid Silicone rubber
- SORTA clear-37 - Translucent silicone rubbers
- Smooth cast305- liquid plastics
- Mold max-60- Heat resistant silicone rubber
- Liquid Silicone Rubber1 (LSR1)- locally procured
- High glossy transparent epoxy resign- Liquid plastic locally procured
First we may need to make the negative mold of unicorn, So liquid silicone rubber can be used for this purpose. Here we are going to use two part system, In two part system Part A & Part B will be there, One is a curing agent and other one is a resin. There are different casting techniques available and some of the intersting documentation sites i found useful are listed below.
I have used Liquid silicone rubber for casting, Which we procured locally its name is Liquid silicone rubber (LSR1) the technical document is also provided here. The main parameters are highlighted in the image. Mixing ratio of it is 100% Part A: 10% Part B, with a curing time of 24 hours.
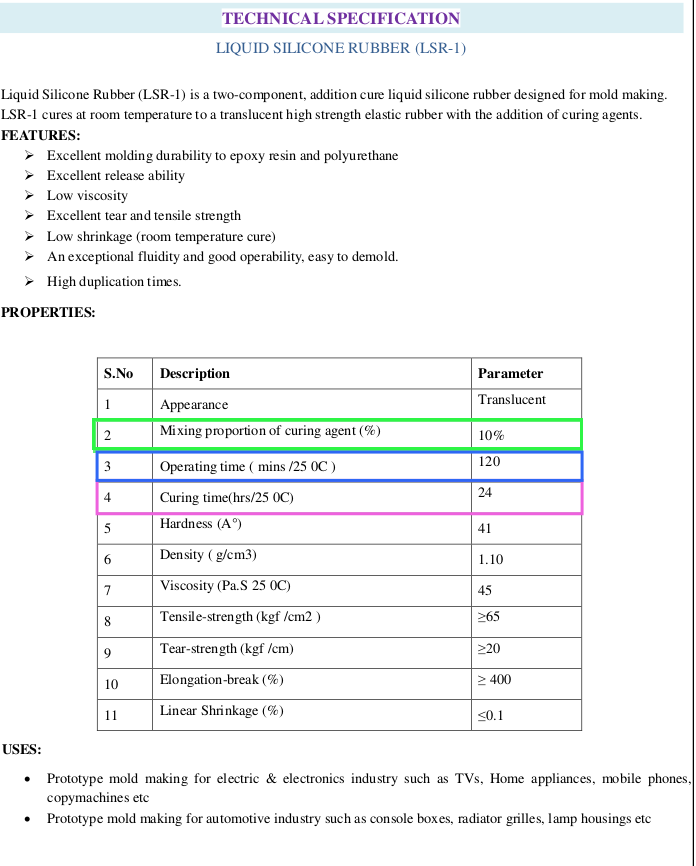
Download the Technical document(LSR1)
Liquid Silicon Rubber casting
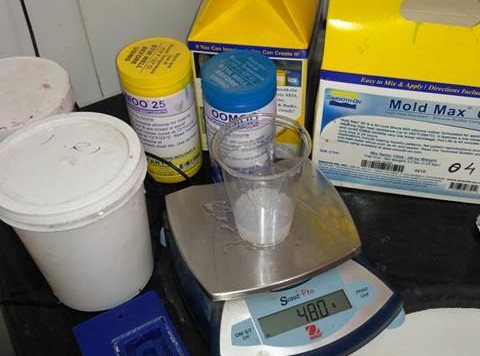
We have to be ready with plastic cups, gloves, wooden stirrer sticks, Aluminium foils etc for casting. The very important step before doing casting is reading the technical document in detail, Once all the materials are ready we can start casting. The image shown below is my casting setup. Some materials will cause some helath issues, So must take the safety precautions.

Casting Steps
Here i will explain the steps i followed for casting the silicon rubber into my unicorn mold.
Step:1
First i cleaned the mold and filled the mold cavity with water to know approximate quantity required for casting. This is just an approaximate value because the density of water and the casting material won't be equal, but we will get an approaximate value. The water is weighted using a digital weight scale it showed 48.5 grams weight.
Step:2
Now we can mix the material, for that taken 50 grams of Part A LSR1 material in a dry plastic glass from the LSR1 container. Next we have to take 10% of Part B, 10% of part A is 5 grams, either we can take in a seperate glass or we can add to the Part A material glass itself.
Step:3
In this step we have to mix the two materials very well using the wooden stirrers, both Part A and Part B needs to be mixed correctly.
Step:4
In this step pour the mixed material in to the mold, here you have to be more careful that chances of airbubbles trapping is more in this stage. Pouring from small height is good method to avoid the air traps. After pouring shake it carefully so that trapped air bubbles will come out of the mold or you can hit the entire mold on a flat surface slowly.

Step:5
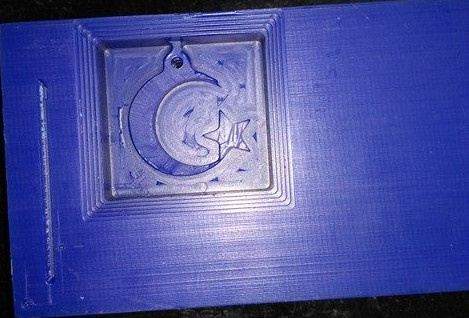
After pouring the material we have to wait for 24 hours which is the setting time of the material, after that we can remove the negative mold from the wax mold and after a long waiting i got my negative mold as shown below.

We have Low Melt Fusible Bismuth Based Alloy in our fab lab inventory and it can be melted using the furnace. We had a vulcan furnace in our lab as shown below.

Breake the ignots using hammer and put it on the crucible, turn ON the furnace and keep the crucible inside of it and set the temperature around 400 degree celsius. Actually its melting point
is 138.33 degree celsius or 281 Farad and if we melt the metal in higher temperature than the melting point then the viscosity may decrease and is good for casting thats why i put it to 400 degrees. After reaching the
temperature we can carefully take the crucible using the heat resistant gloves and tongs, then pour directly into the mold, the metal will get solid within few minutes.then i have put a string which i got from the used ear plug

Plastic Casting
Next i tried Plastic casting, Used high glossy epoxy resin we procured locally, the technical document is shown below. It is also a two part system with a mixing ratio of 100:60, having agel time of 10min and setting time of 30minutes.but it takes time to get strong around 24hrs as per my experience
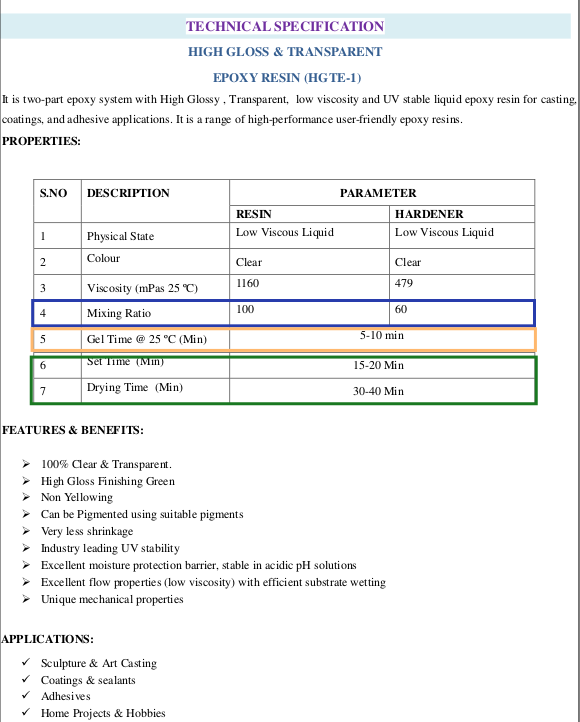
Download the Technical document(High gloss & Transparent epoxy resin)

Here you can see the hosted Stl File and also you can download the design files below
Hero Shot
Now here we comes to the Hero Shot of this Week

Moulds and the final outputs
