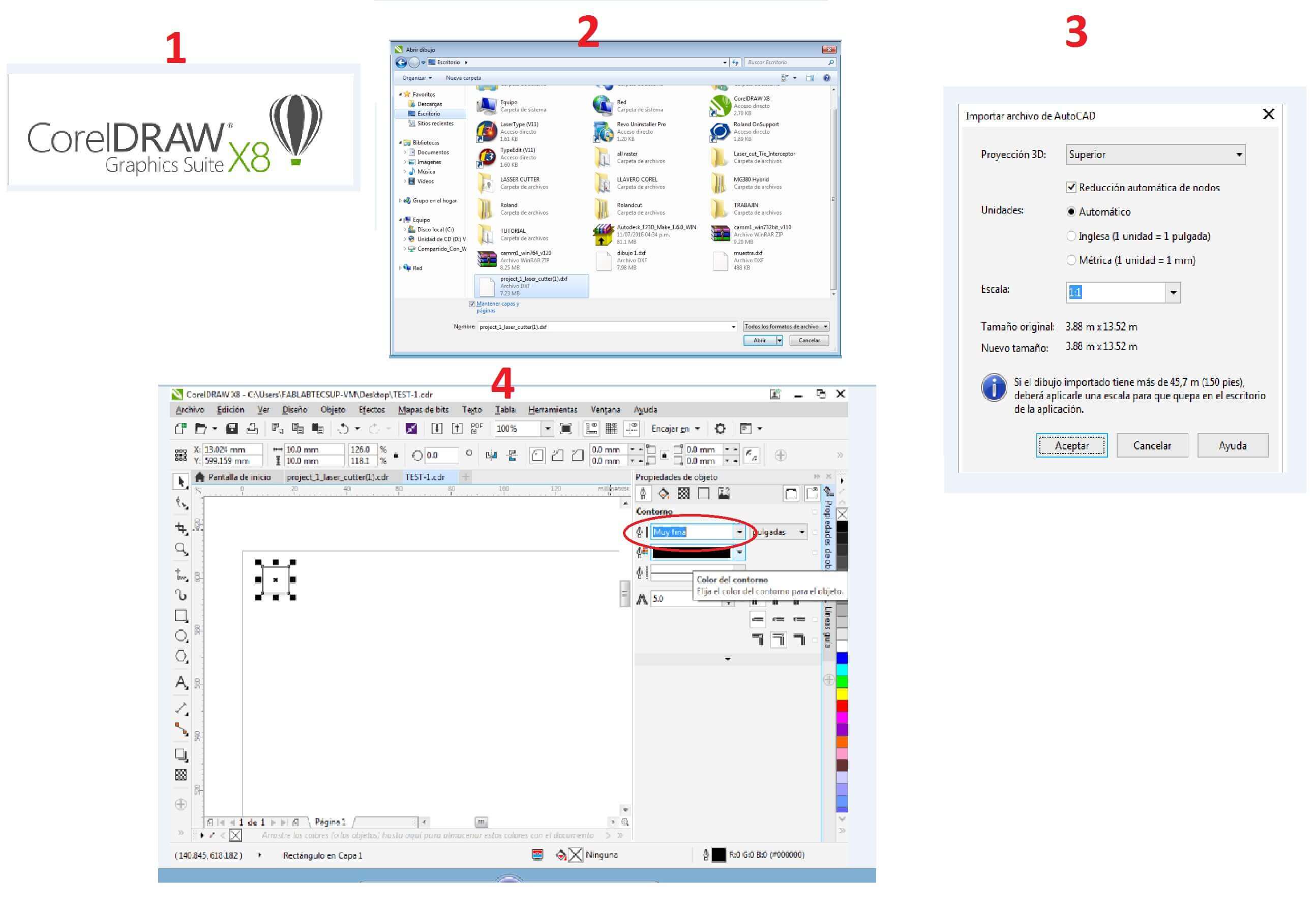
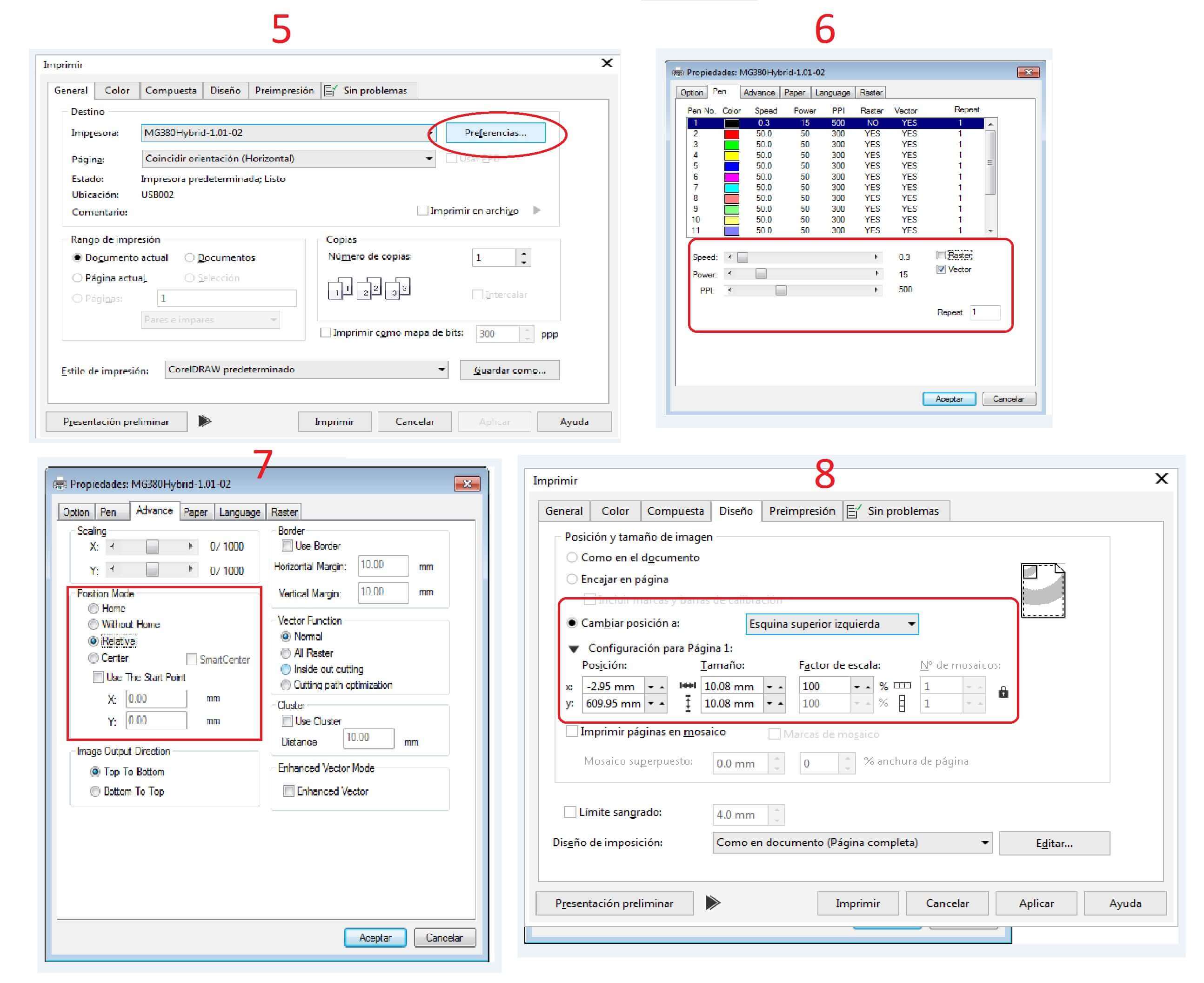
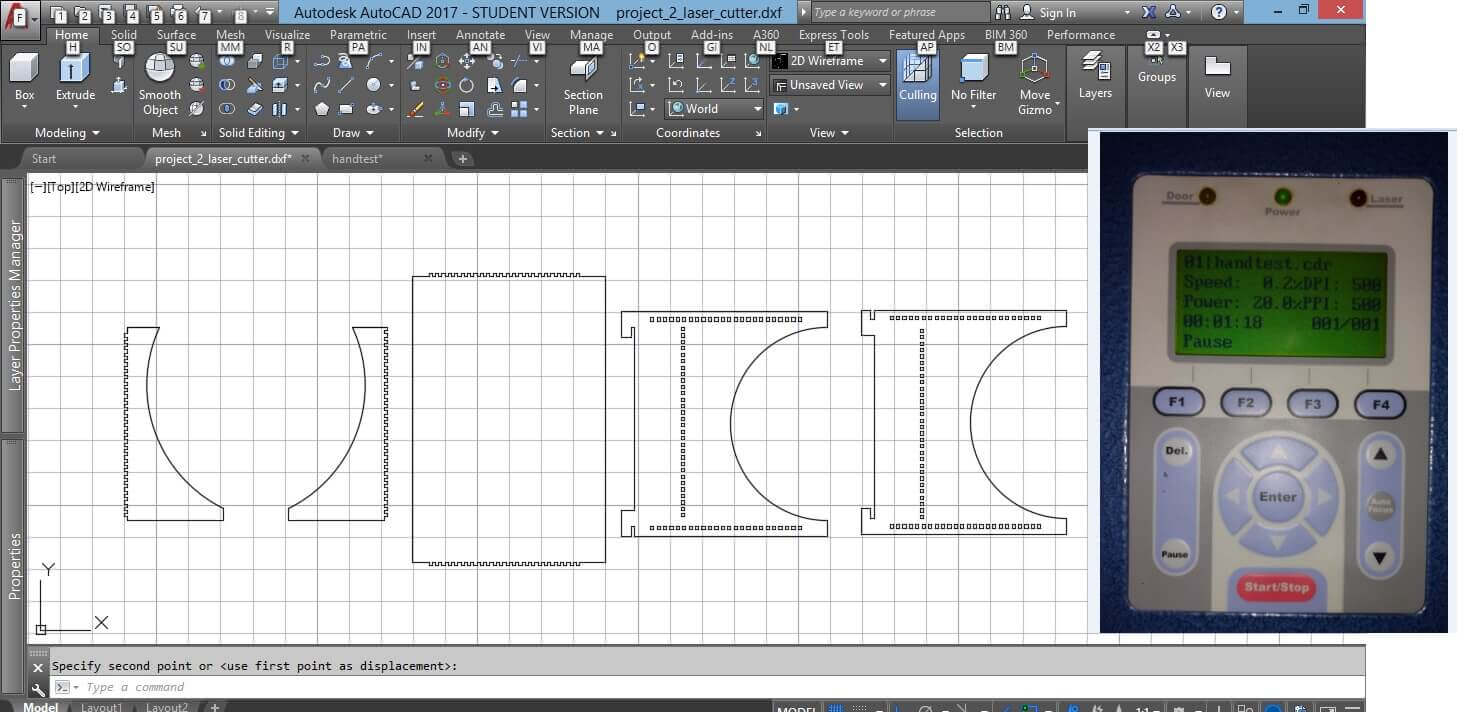
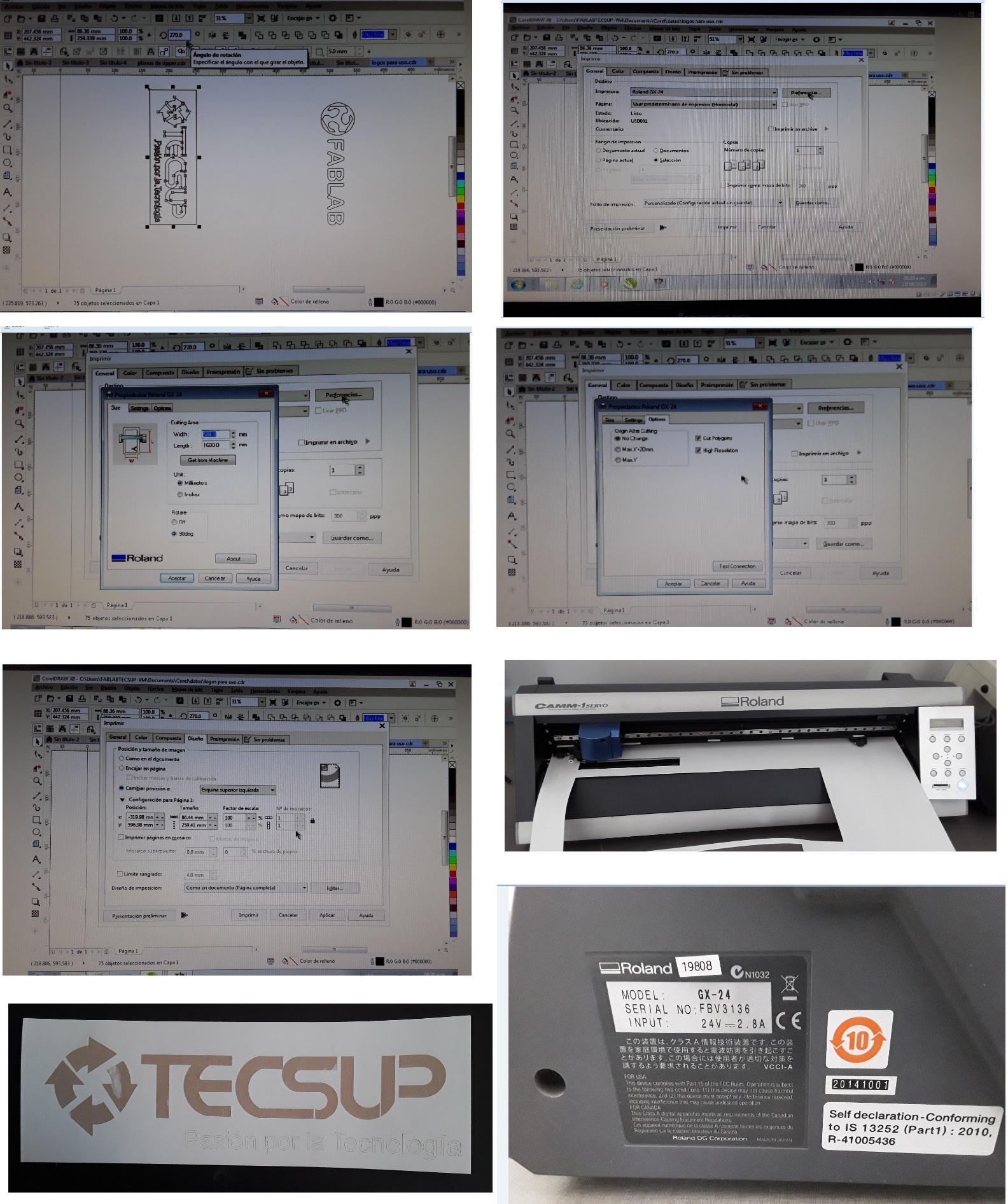
2.- Configure object properties, select figure and set the fine
3.- In Design: choose upper left corner.
4.- In advance: choose position move Relative, this option allows to move the head in any that is wanted. And thus take advantage of all the spaces of the material to be cut.
5.- In Pen: set parameters Speed, Power, PPI and Vector
2.- Configure object properties, select figure and set the fine
3.- In Design: choose upper left corner.
4.- In advance: choose position move Relative, this option allows to move the head in any that is wanted. And thus take advantage of all the spaces of the material to be raster.
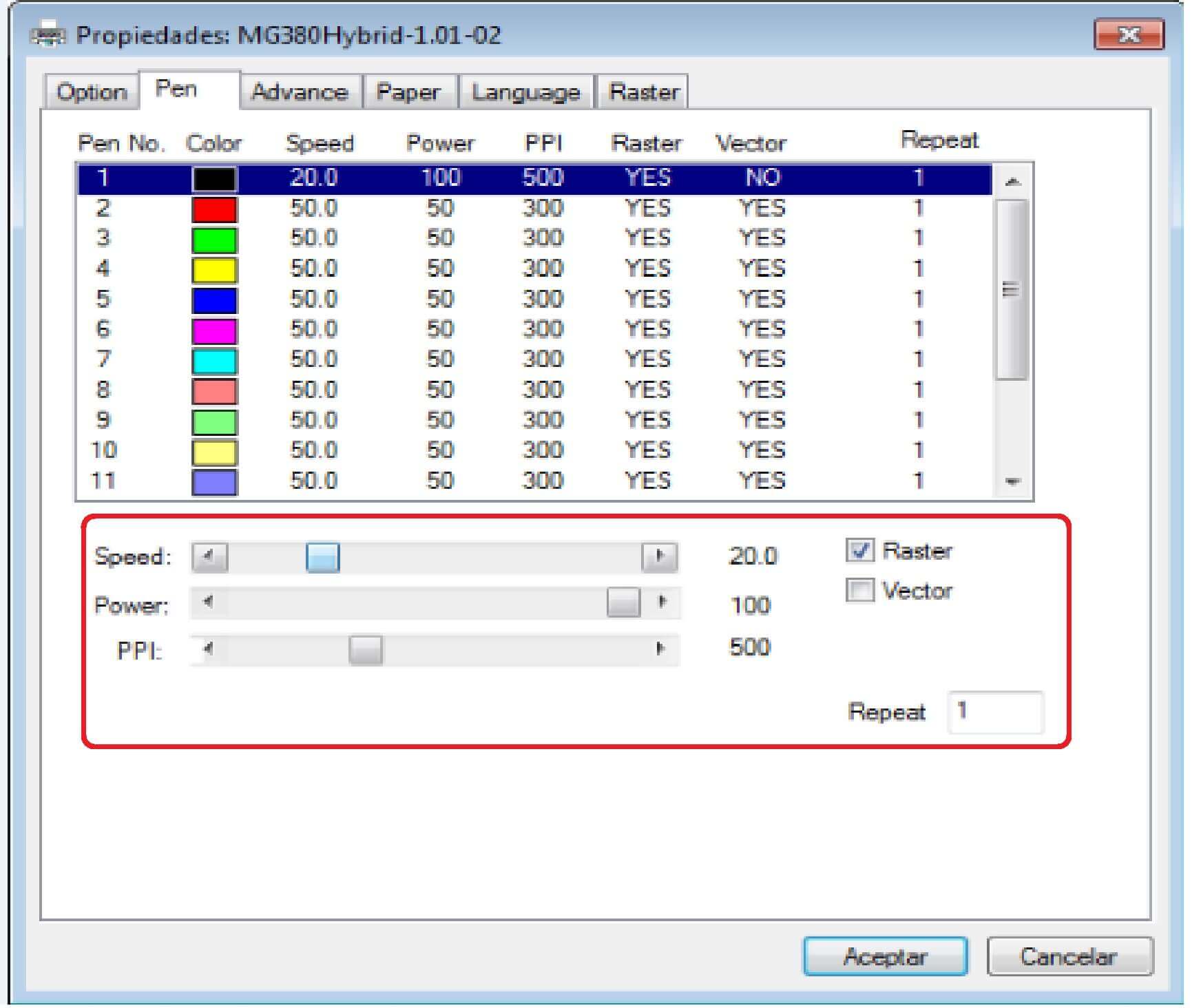
5.- In Pen: set parameters Speed, Power, PPI and RASTER
6.- The other parameters are left by default.
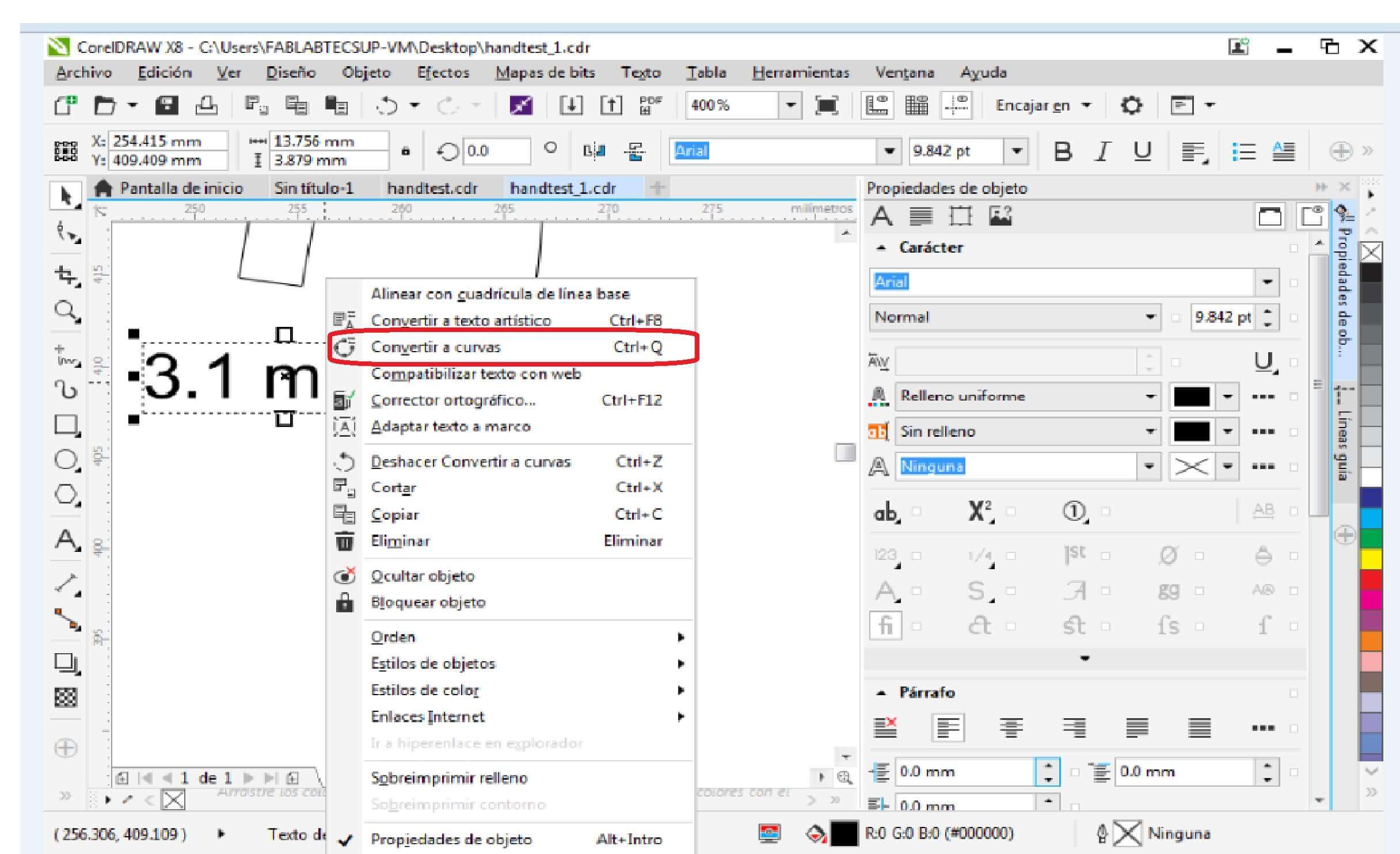
7.- All figures that are made as raster should be converted to curves
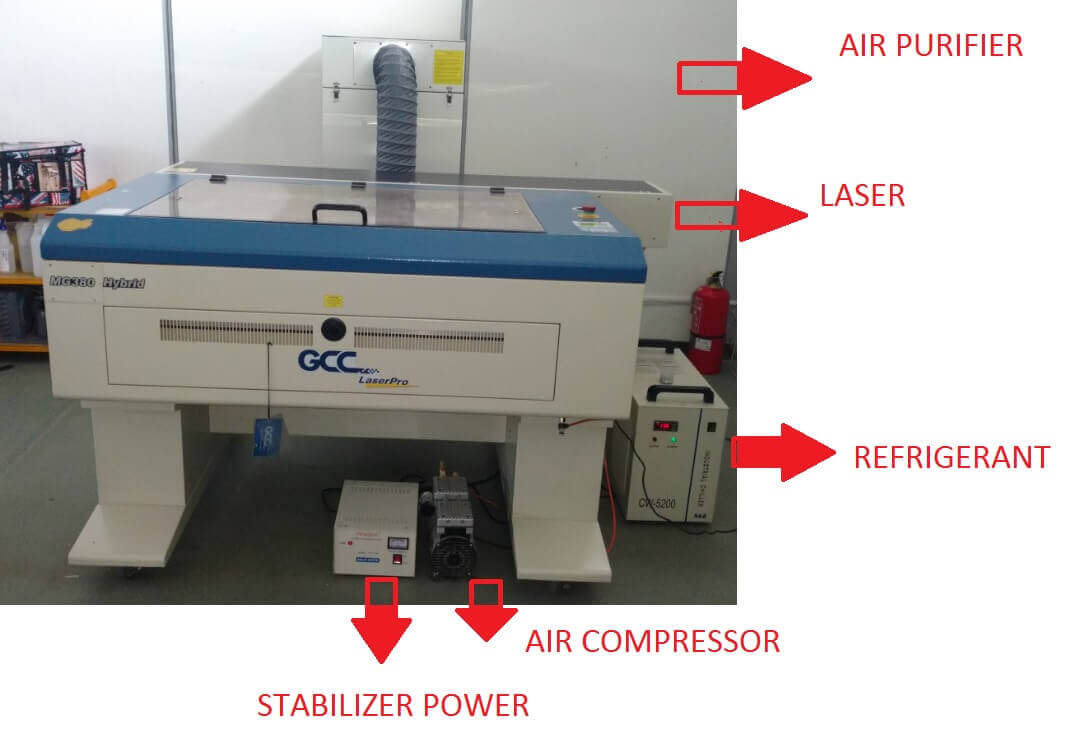
The tests were done on the MG380 HYBRID laser cutter.
- MDF thickness 3 mm
- MDF 900mm X 600mm
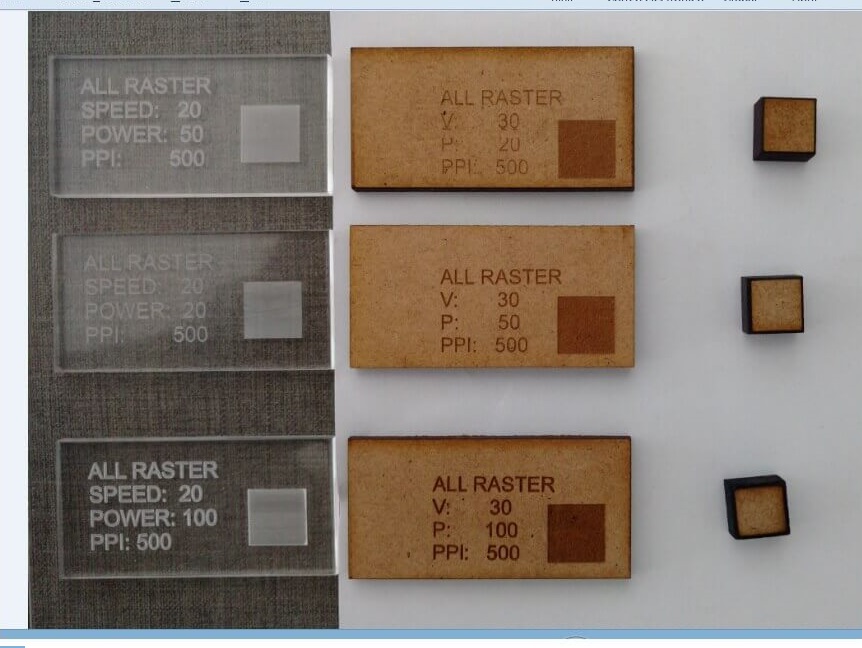
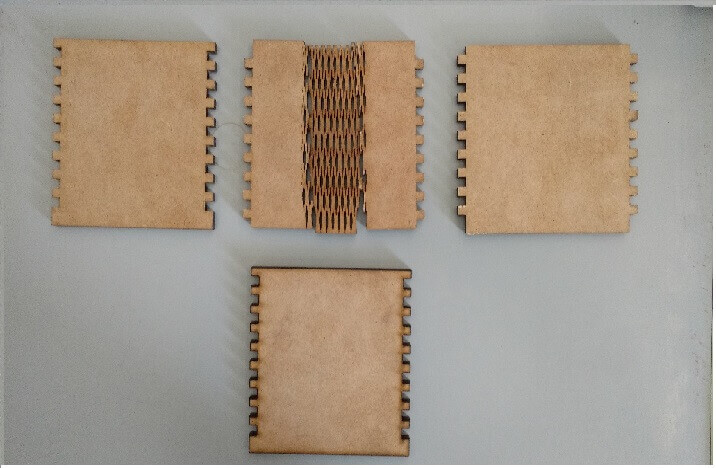
The parameters are considered after calibrating the laser cutter. The longer the machine runs, the less the parameters are changed. The parameters that are changing are power and speed. 6 tests of raster 3 with acrylic and 3 with MDF were made adjusting the parameters of Speed, power and PPI. 2 tests were performed with parametrics kerf with different separations of 1.7mm and 3.5mm respectively.
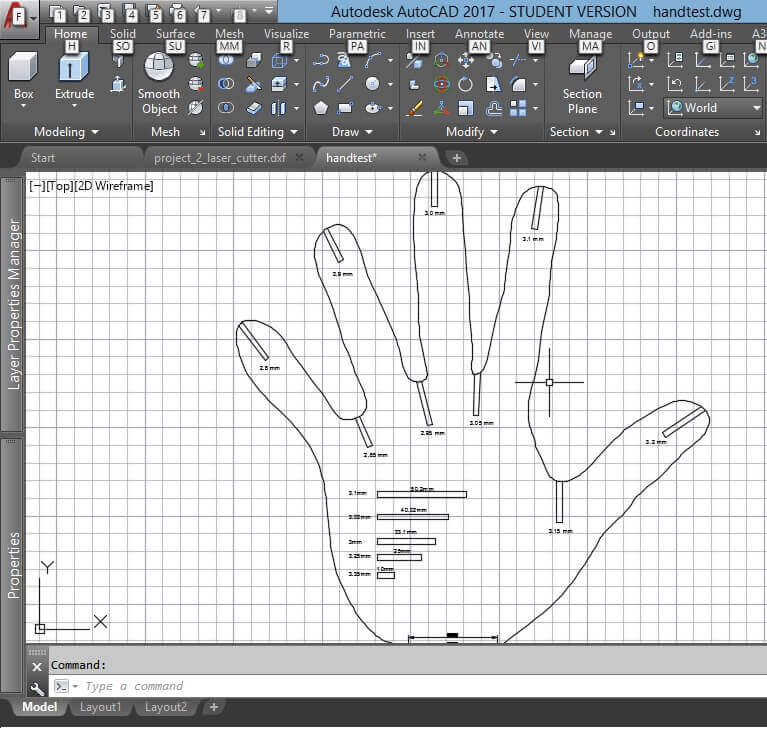
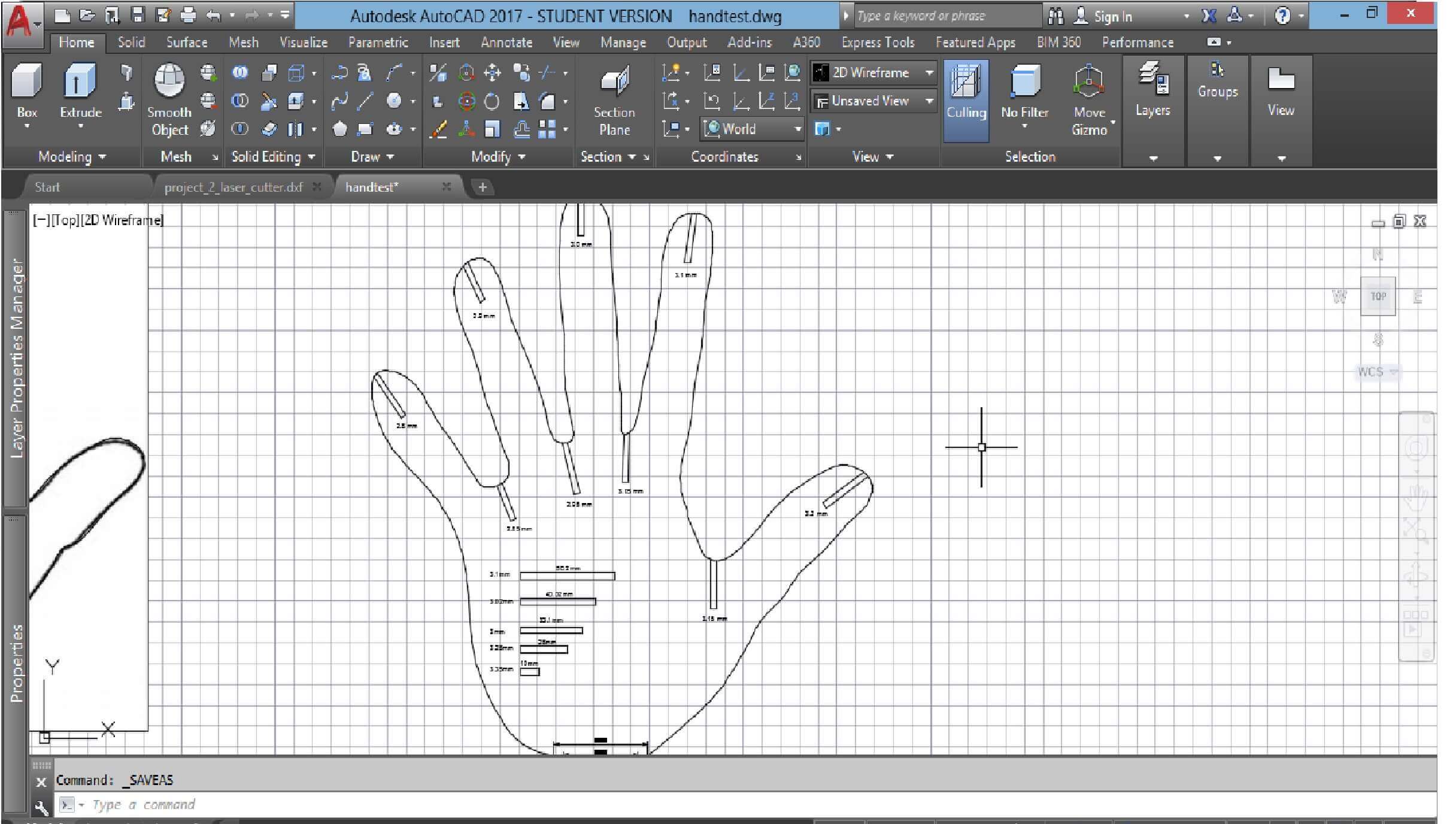
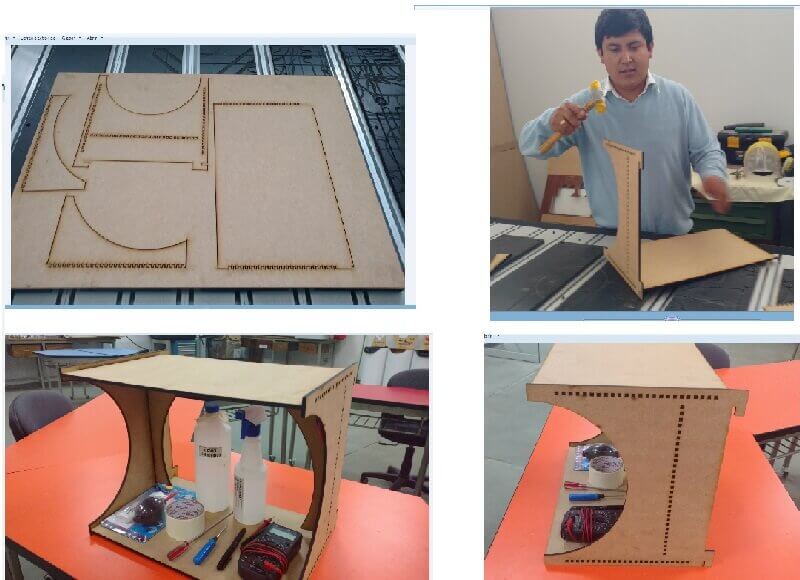
LASER CUTTER HANDTEST: CUT AND RASTER
The tests were done on the MG380 HYBRID laser cutter. Draw a hand with 3 mm cuts and 0.1-0.2mm offsets. This test will serve to obtain the sample to join pieces.
- MDF thickness 3 mm
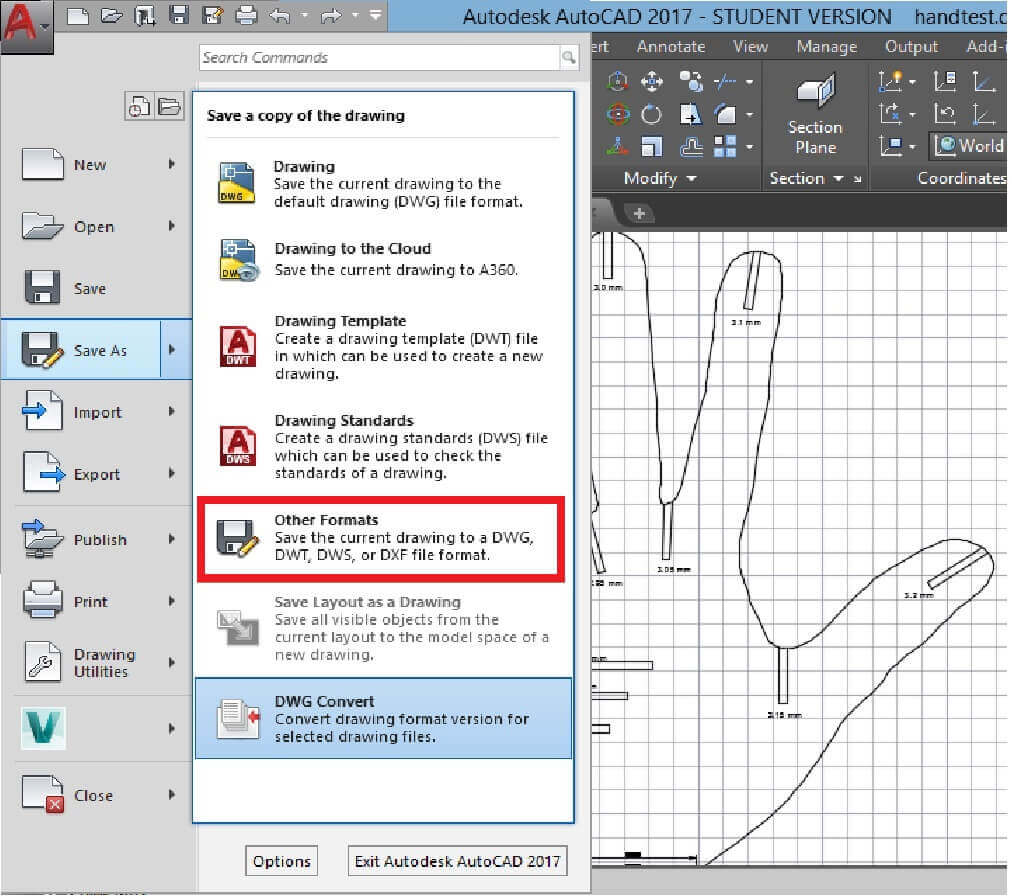
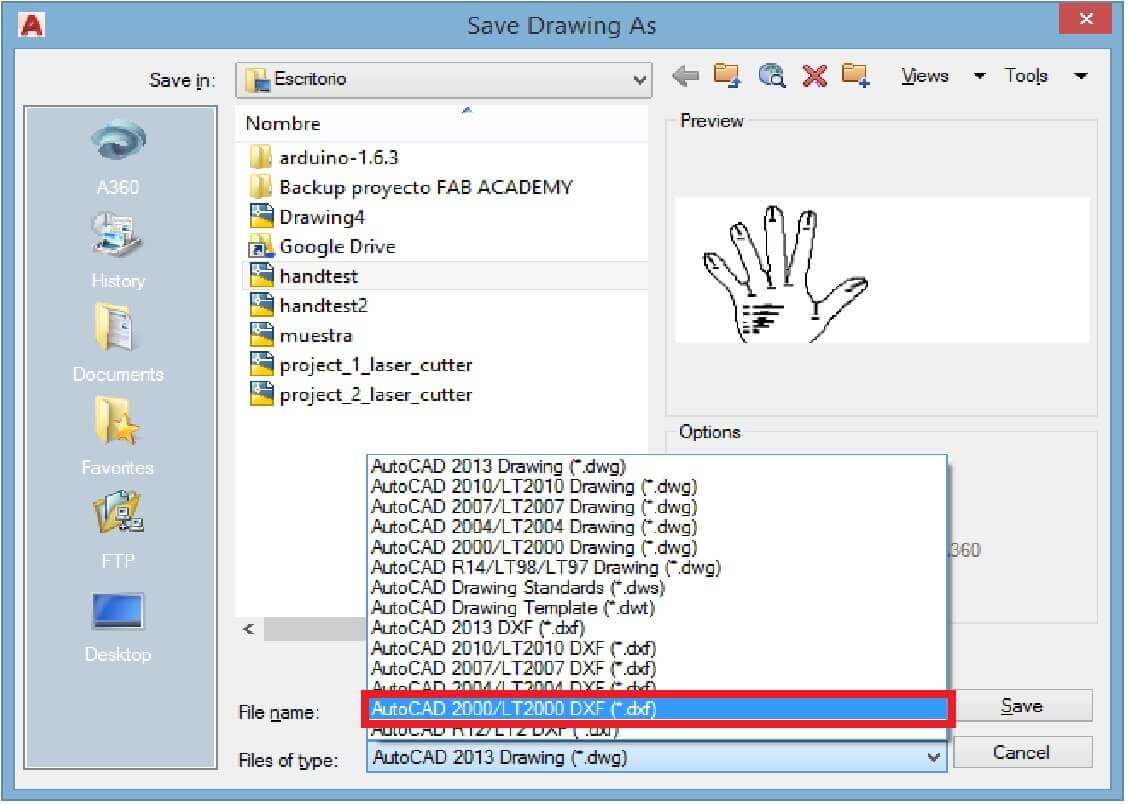
The design was made in autocad then exported in DXF to send from the corel draw to the laser cutter with parameters shown above.
INDIVIDUAL ASSIGMENT
TOOL BOX
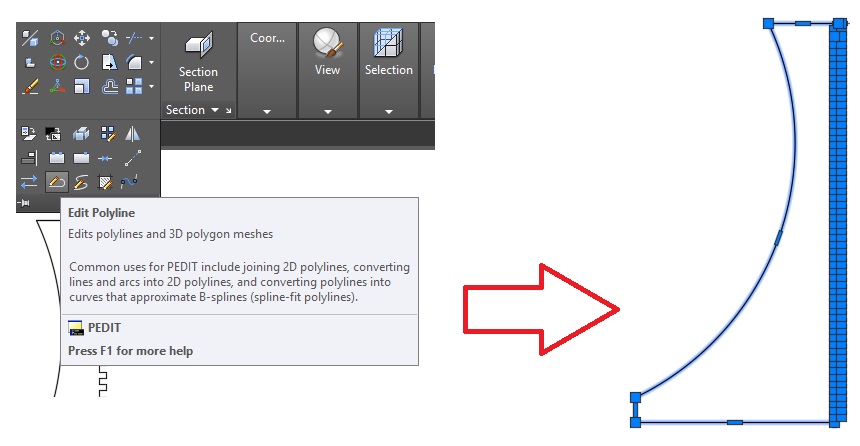
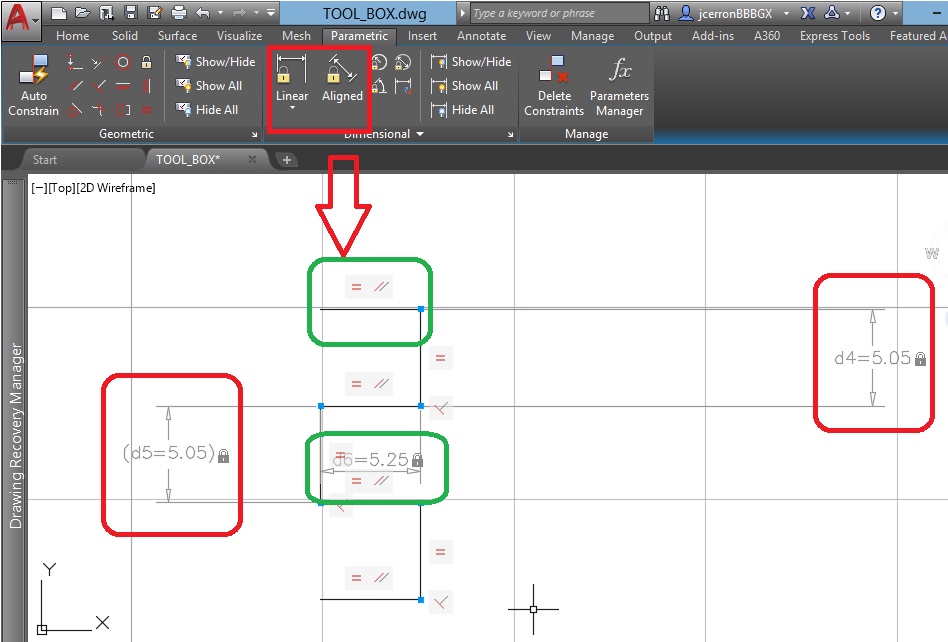
My design is parametric because I can change one measurement and the others are adjusted automatically. This was achieved as follows:
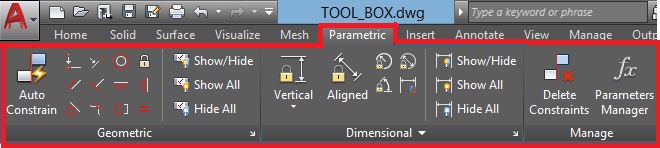
The parametric design in AUTOCAD was achieved by using the "PARAMETRIC" toolbar, as shown in the figure.
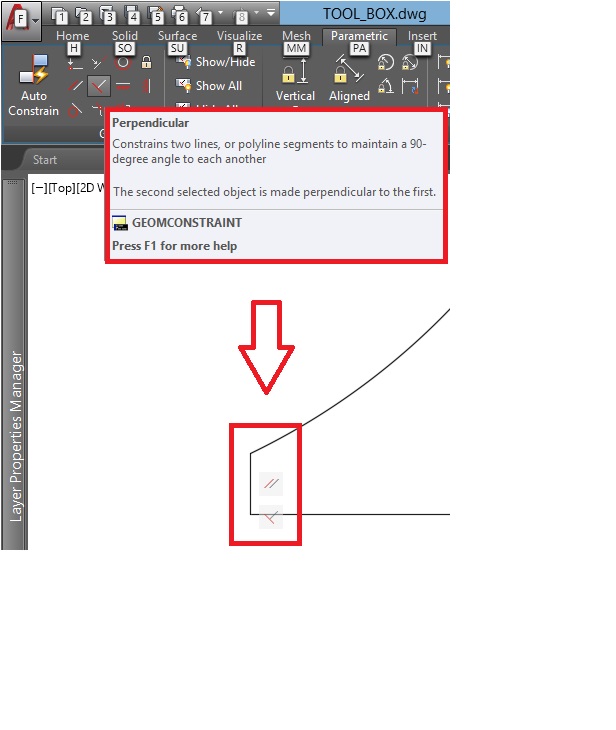
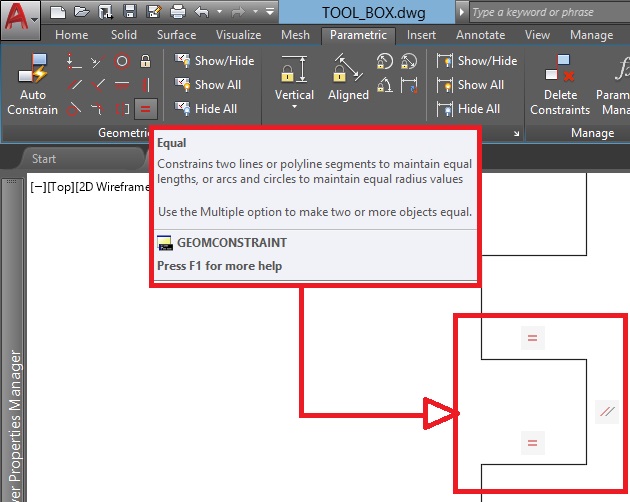
I can draw any figure and this is adjusted automatically placing restrictions. There are 2 types of restrictions: Geometries and dimensions.
The ones used in this design were Equal, Parallel, Perpendicular and Matching Restrictions. In addition to the dimensions to vary the distances.
The tests were done on the MG380 HYBRID laser cutter.
- MDF thickness 3 mm
- MDF 900mm X 600mm
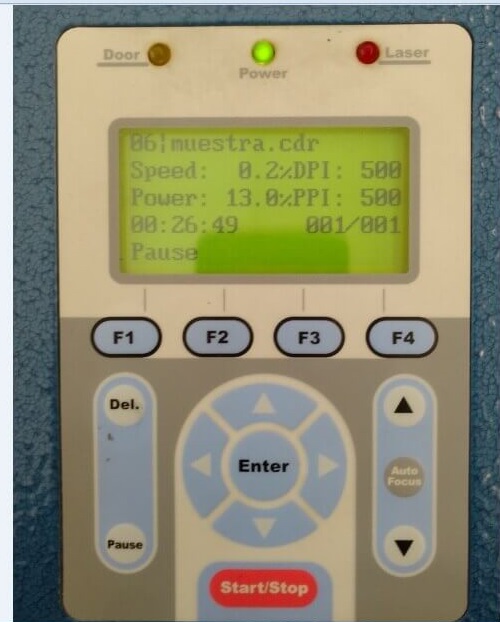
VECTOR SETTING MG380 HYBRID
- Speed = 0.20 %
- Power = 20.0 %
- PPI = 500 %
- DPI = 500 %
COREL DRAW
- Type of line = fine line
- Color = RGB
VINYL CUTTER.
- The VINYL cutter Roland GX-24, Vinyl cutter, vinyl cut to a width of 550 mm, below are figures and a video about the use of this machine.
Watch the following video:
OBSERVATION AND CONCLUSIONS
IDENTIFICATION OF PROBLEMS DURING TEST.
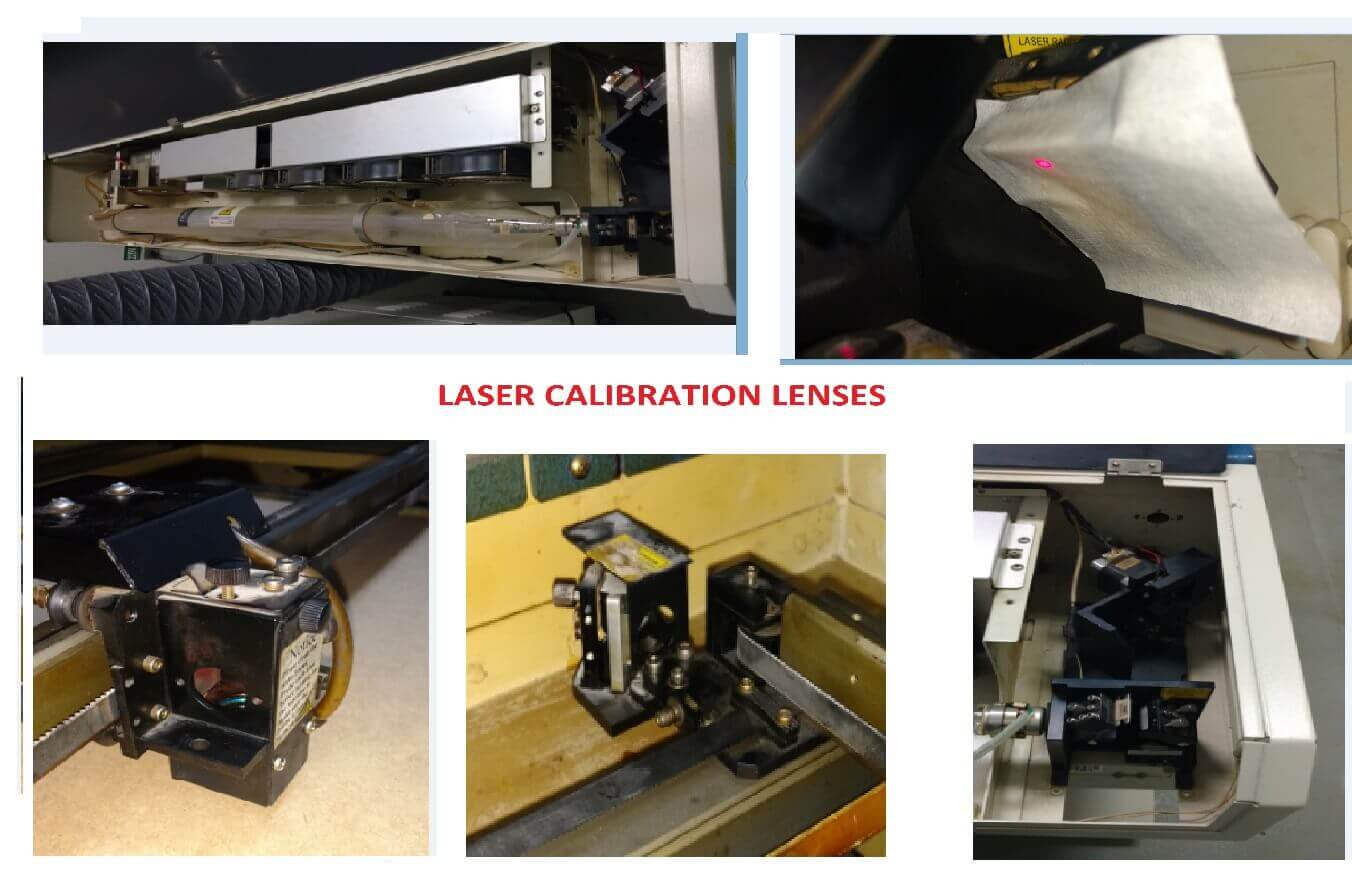
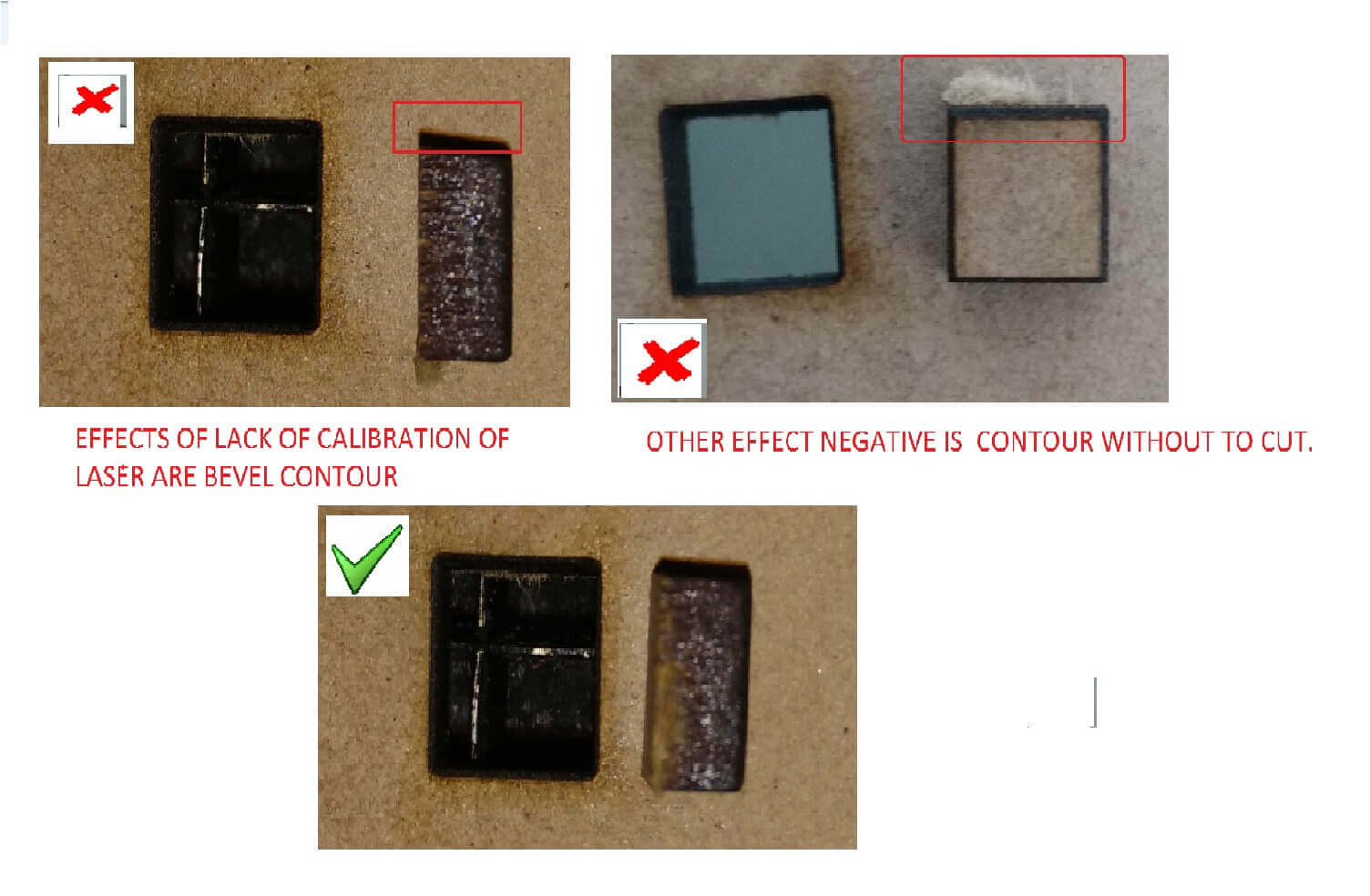
- The laser cutter MG80 Hybrid, its main problem is the alignment of the laser. This problem is evidenced in the following: The cuts have diagonal biceles, it does not cut and loses power.
- When drawing in AUTOCAD and imported into COREL DRAW the drawing dimensions must be strictly smaller than the work area.
- The kerf parametric used in the tests had a separation of 1.7mm and when it was folded several times it was broken, for the final design a separation of 3.5mm was used.
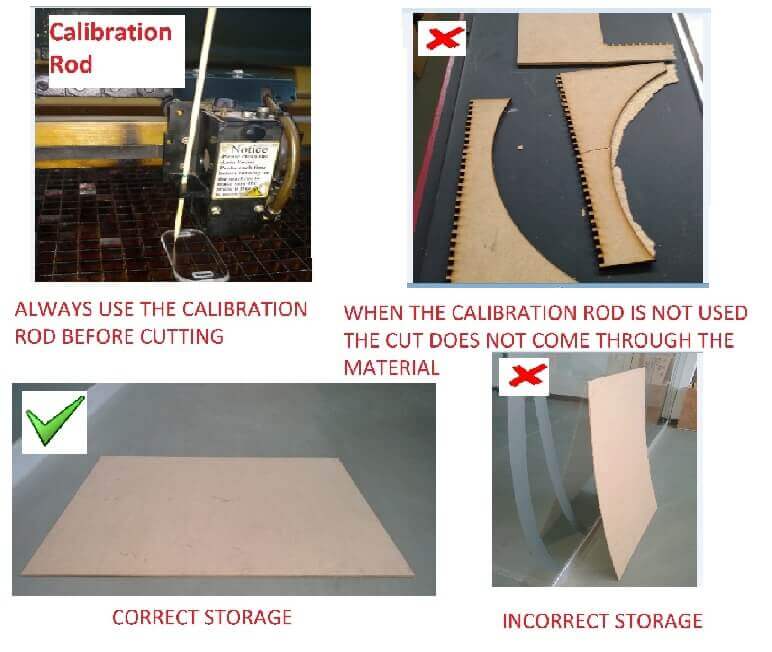
-The height of the table must be constantly adjusted for each thickness of MDF or acrylic. Otherwise the cut will not be performed.
- The material used in the machine must be stored horizontally. Otherwise it deforms and this damages the cutting process.
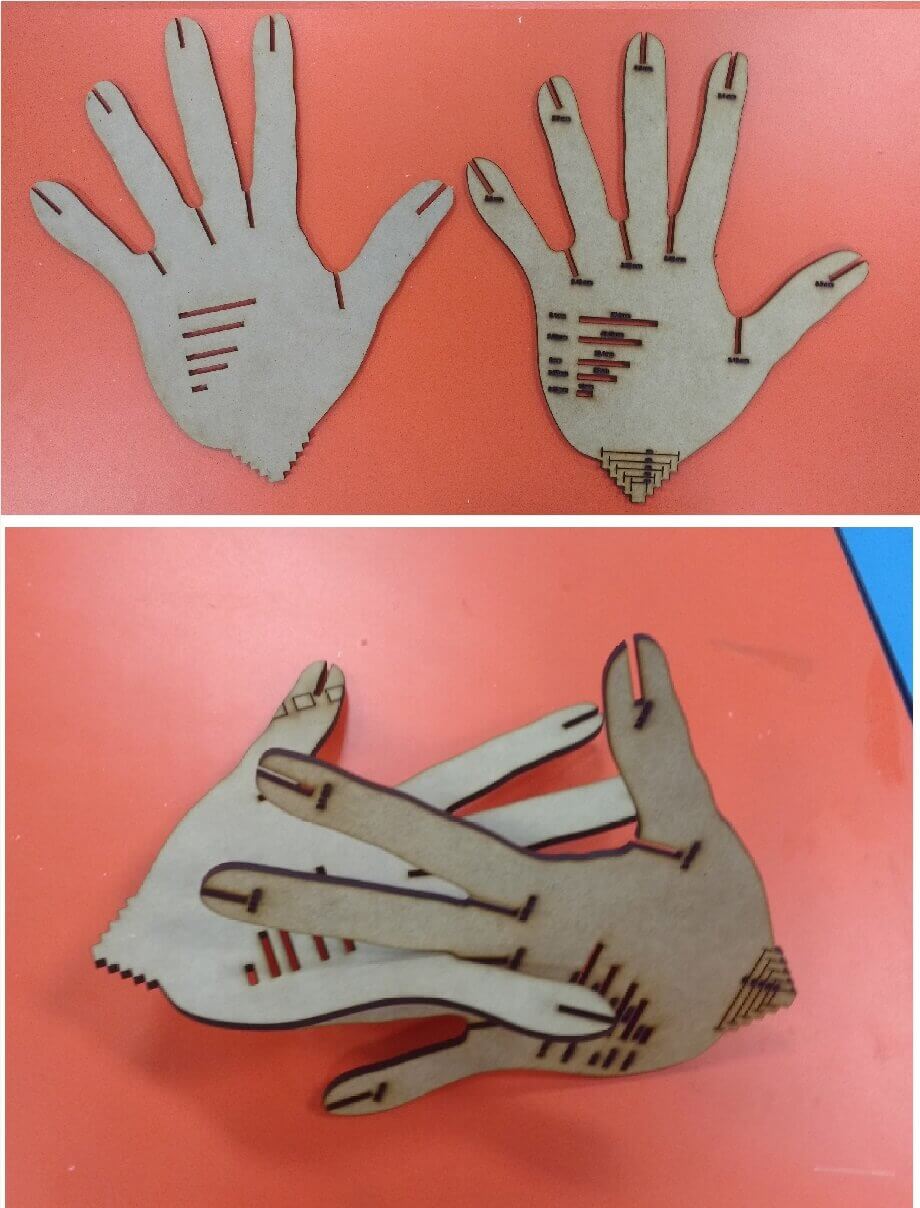
- In the test of the hands, there is a greater adjustment in the test of 3.15mm. In this test there is greater pressure and subjection. The nominal gap has a positive tolerance of 0.1mm. In the other test dimensions the objective of joining hands under pressure has not been achieved. The other tests between 2.5mm - 2.9mm have a poor grip. The calibration of the machine is a very important factor to be able to perform smaller jobs that demand precision.
The raster in this test took too long. When another test was made by changing the raster black color to red, the engraving was performed faster.