
Week 12
Molding and Casting.
ASSIGNMENT:
1.) Design a 3D mold, machine it, and cast parts from it.
ASSIGNMENT:
1.) Design a 3D mold, machine it, and cast parts from it.
This week was quite entertaining, we had the task of designing a 3D model and then reproduce it through molding and casting techniques.

I use Rhinoceros, to design a piece for joining shaped tubes "T".

In the same software, I designed the mold which later became the machining wax to produce the negative mold.

The negative mold've designed taking into account the place where the material would be emptied. It is also important to consider some holes to allow air to leave the interior of the mold at the time of casting.
I'll talk about this below.
I exported the 3D model of my mold at STL to pass the PartWorks3D, with the help of this software could program the machining of the mold.


For Roughing machining, I used a 1/8 en mill tool to empty all unnecessary material for my mold. For the Finishing machining, I used a 1/8 ball nose with four flutes.


I used a piece of paper to separate the molds, I have not included the separation in the machinable wax because if it was decreasing the size of my 3D model, would lose some details from it due to the minimum diameter of the milling tool was 1/8 .
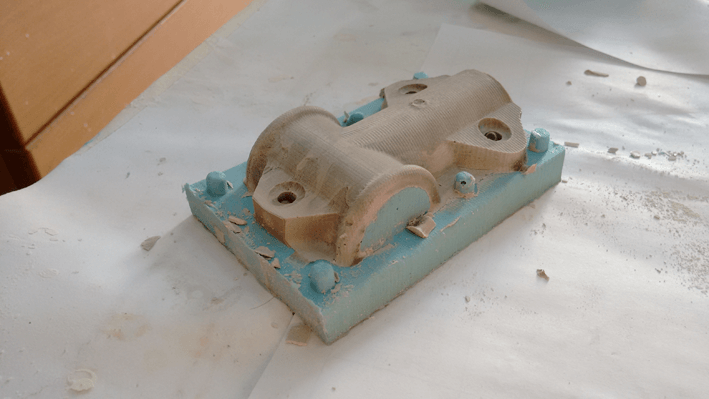
For molds I mixing the rubber kit available in the Fab Lab TECSUP is necessary to mix evenly and then casting in the mold of machinable wax




To extract I needed to have careful and take the mold slowly to avoid mistakes or break it.
During the casting I basically experienced with 3 materials:
- RESIN:
To the mixture of the resin is important to consider the proportions of the resin and the catalyst for mixing, there are times when the resin solidifies too fast or never does.
- PLASTER:

- HYDRO STONE.
With Hydrostone plaster and there are no major problems, it is only a matter of adding water to the powder mixing and go until you reach the right consistency for casting in the mold.
Finally, once the casting material has cured proceeded to remove the mold slowly and surely not to damage the piece.






Rhinoceros file: SoporteAlesisdm10cera2.3dm
You can download the heavy files (more than 1MB) here from DROPBOX.
- Good performance rubber mold was obtained.
- A good process was obtained in the machining of the mold with the ShopBot.
- I had trouble casting resin, sometimes the material solidified too fast or too slowly. Could not register good casting because of problems with the resins.
- Explore with more casting materials.
- Experimenting with metal casting.
I'm currently taking this course in FAB LAB TECSUP, in Lima-Perú, through CIDI FADA UNA with the support of CONACYT and PARQUE TECNOLOGICO ITAIPU FOUNDATION




©DESIGNED AND BUILD BY FABIO IBARRA - FAB ACADEMY 2016
EMAIL: fabioibarrab@gmail.com