
Project development
|More development on this project can be found hereUp until this week, the 3D of my final project was ready as can be seen above. The task to follow was to create a plan for the final weeks. I would still need to work on fabrication, electronics and design of interface.

Time was limited and the goal was ambitious thus I had to prioritise my list.
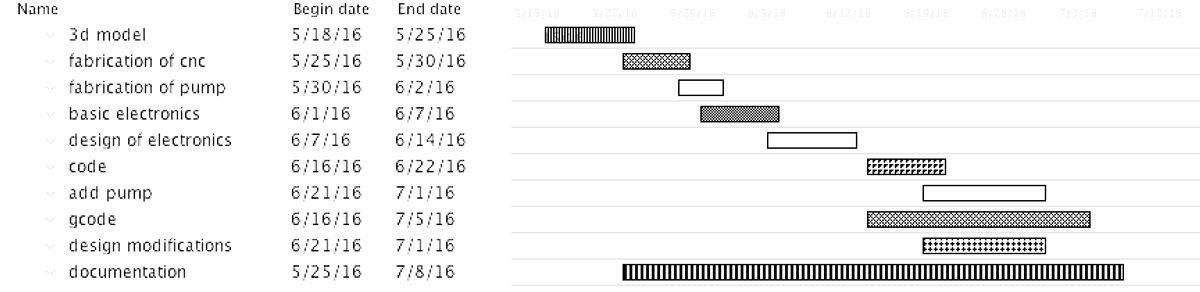
project development using gant
My first priority was to fabricate the CnC using cheap material found in the lab and to ultimately make sure that everything works properly.

The next step was to 3d print the pump as can be seen below...

Lasercuts were a little too loose and 3d prints were a little too tight and therefore designs had to be modified..
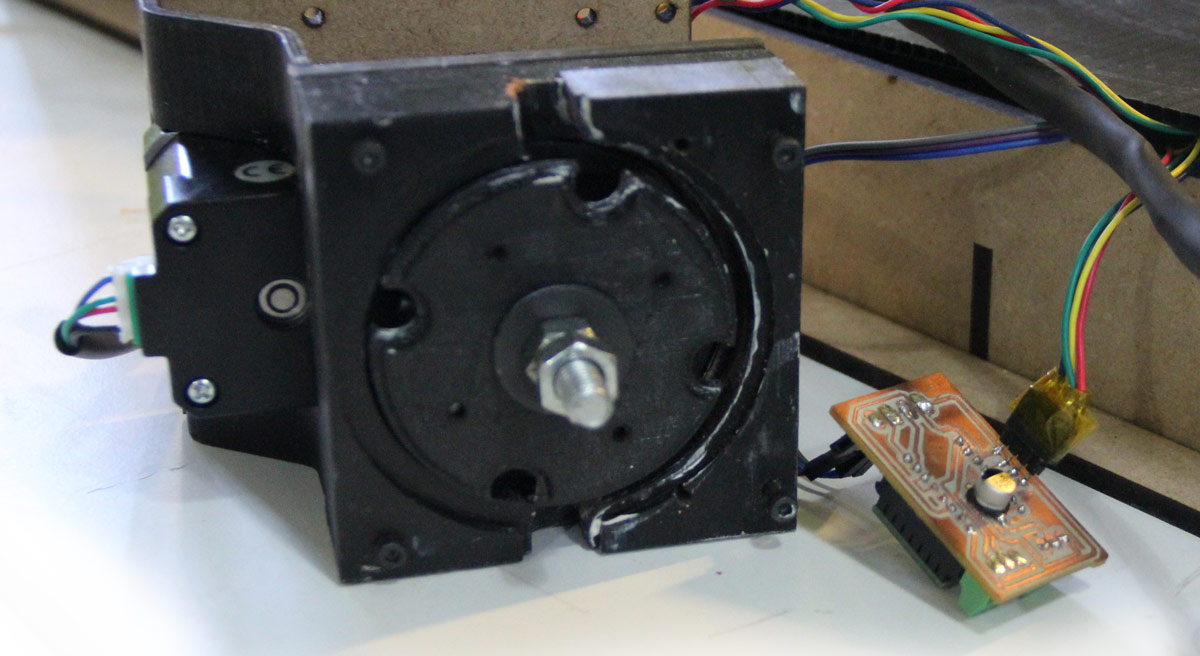
the electronics part was a straight forward process; however; when it came to developing a stepper expander I encountered a few problems with connectivity. This was simplified and later resolved. See more here

All in all; the cnc worked very well in the end, one important modification was the support of the y-axis. After testing this out i discovered that greater width would contribute to more stability and therefore this was modified accordingly. More information on machine design here
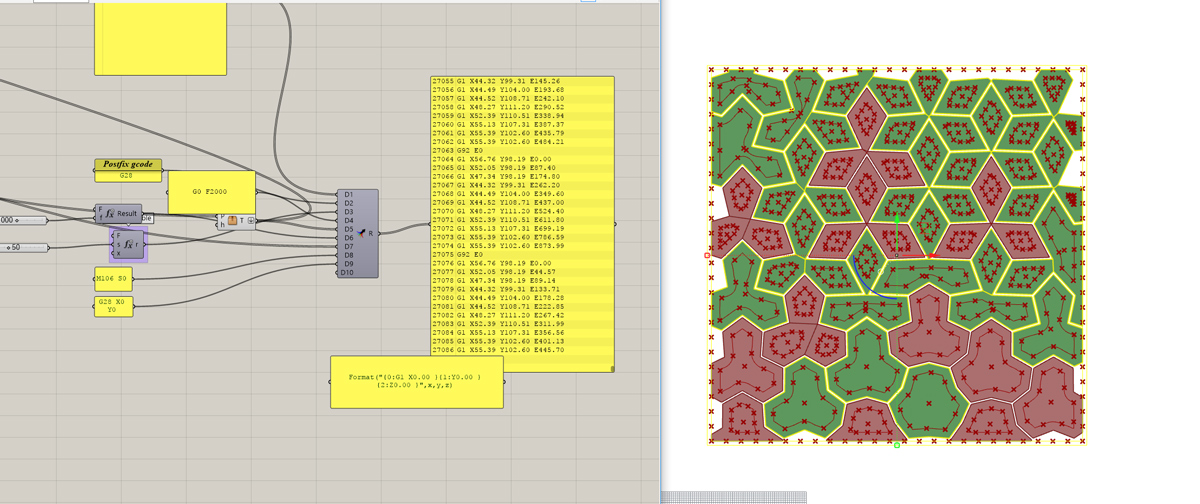
I designed all the gcode using grasshopper3d by creating basic formula of gcode. Having more than one extruder i enabled me to create varying coloured patterns. The basic gcode to alter the extruder is T0 or T1 or T2... depending on how many extruders one has. The only thing I didn't manage properly so far was to synchronize the servo motors, simply because they do not wait for stepper movement and therefore had to create stills with the command "g4". More info here
Problems encountered and lessons learnt |
My project also depended on material experimentation, unfortunately i did not plan enough time to experiment with this. I noticed, that the pump works best with pasty substances such as flour. It doesnt work as well with a lumpy mixture or extremely low viscosity. The pump is extremely sensitive and has to be trouble shooted (tightened and loosened) according to pressure.
Peristaltic pumps tend to be connected at the tips, because the pump starts to climb the pipe. This did not happen at first and resultantly ignored in initial tests. But I later had to make some modifications to fix it.

(example of professional peristaltic pump)
This missing connection created a disaster during printing on another occasion. Leading to the pump moving upwards on the pipe; disconnecting the joints which were supporting the pump and holding material; falling; disconnecting electronic connections and dismantling the pump. The loose electronic connection also burnt a driver!
The above was then all resolved over a morning and this is the video to show final results so far:
Important parameters:
material;
pump accuracy;
gcode (reverse extrusion to prevent dripping);
cnc linearity;
marlin bed parameters;
|Brief MIT
|Lecture Neil Gershelfeld
|Download files