Week 12 - Molding & casting
Menu
Molding & casting
Molding and casting are very versatile processes, especially, when it comes to producing larger qualities of goods. Injection molding is probably the most popular process for making high volumes of components from plastics, but also for metals casting, it is one of the dominant processes. Metal casting however mostly works with lost forms from sand molds held together by tailored binder materials.
In this week, we will design a part - in my case the rim of a wheel - and CNC mill the actual part from wax. In a second step, the mold is created from 2K-silicone. The mold will consist of two parts, an upper and a lower half which. The third step will involve making the rim from two components forming polyurethane resin.
Like every manufacturing process, also molding comes with certain constraints. In our case, we will have to consider the constraints of CNC-based manufacturing during the mold making process, i. e. to respect the size of available milling tools, their maximum cutting depth, the tool diameter and the avoidance of undercuts as well as the ones for the casting process like the taper angle to ensure smoooth removal of the rim and the mold. Autodesk Fusion comes with a lot analysis tool to simulate the mold making and account for casting constraints using draft analysis.
Modelling & CAM process
Modelling
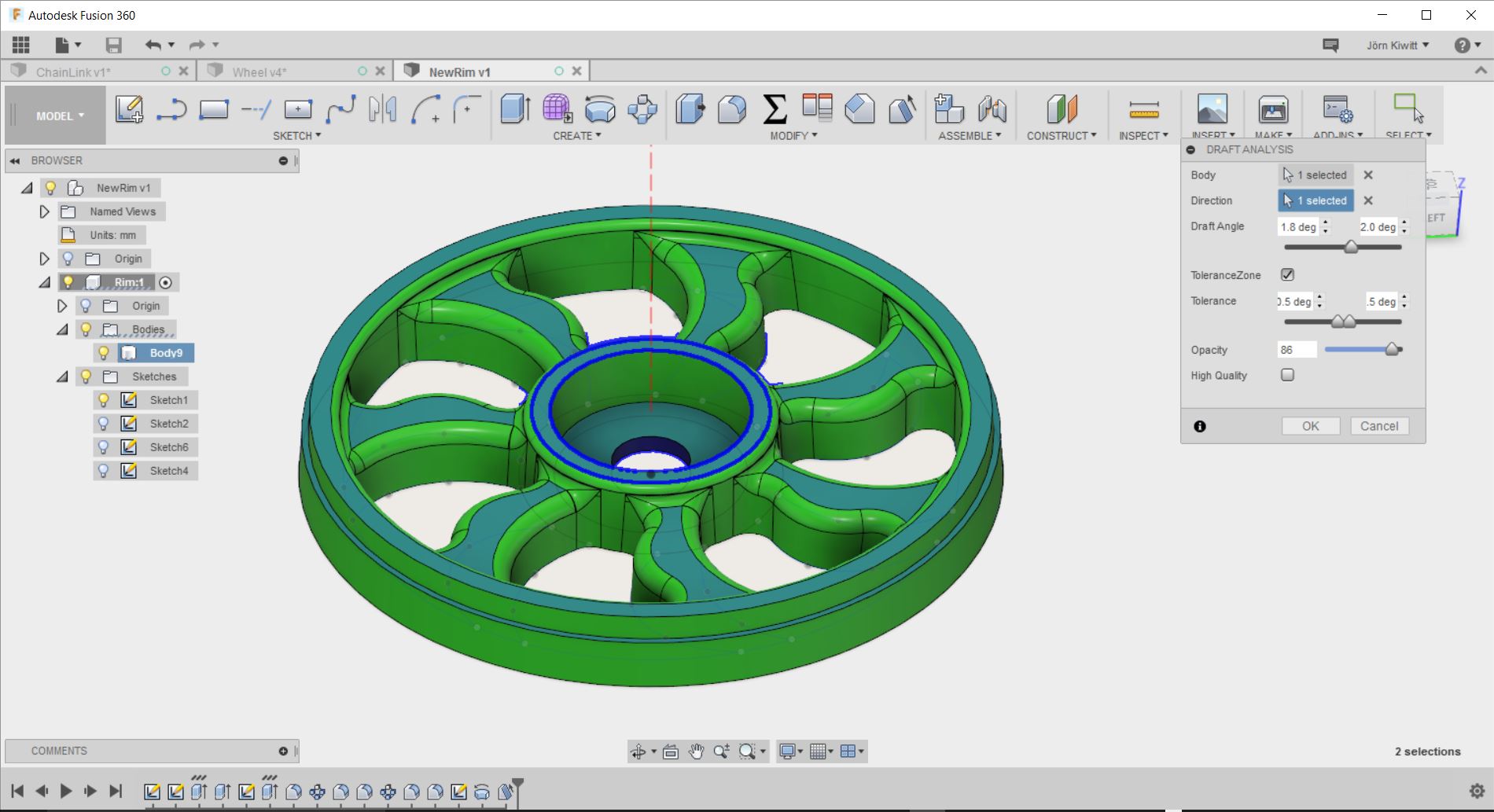
Fusion's draft analysis tool revealed severe violations of the draft angle constraints of moulding of my first design. Even though this is not really a problem when casting in silicone, as the material very flexible and allows for undercuts, I modified the design to comply with these constraints. I iterated the design, using the taper angle function in order to pass the draft angle analysis. Three degrees of draft angle should be enough be ensure easy removal of the finished mold, respectively the finished part.

CAM process
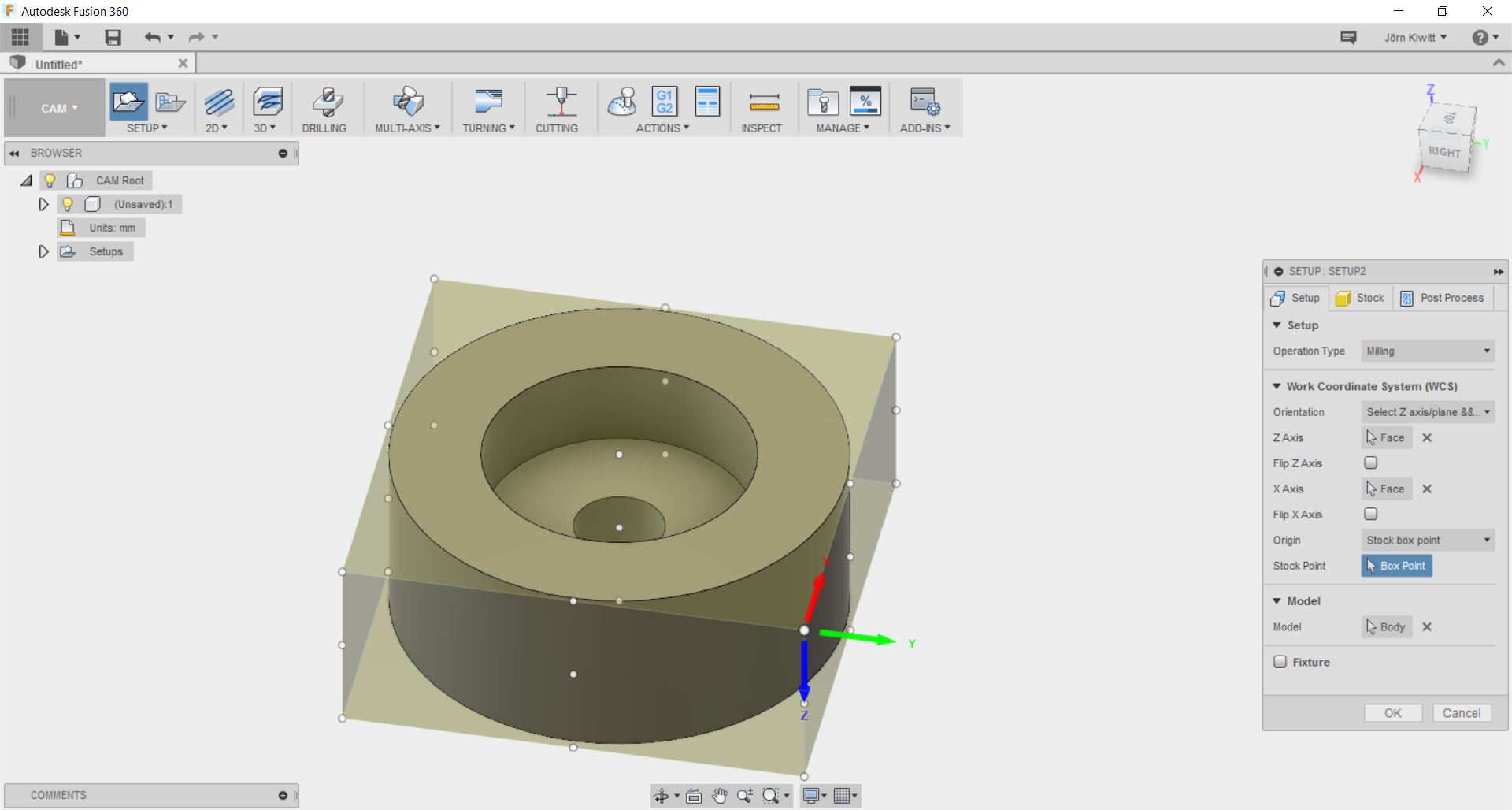
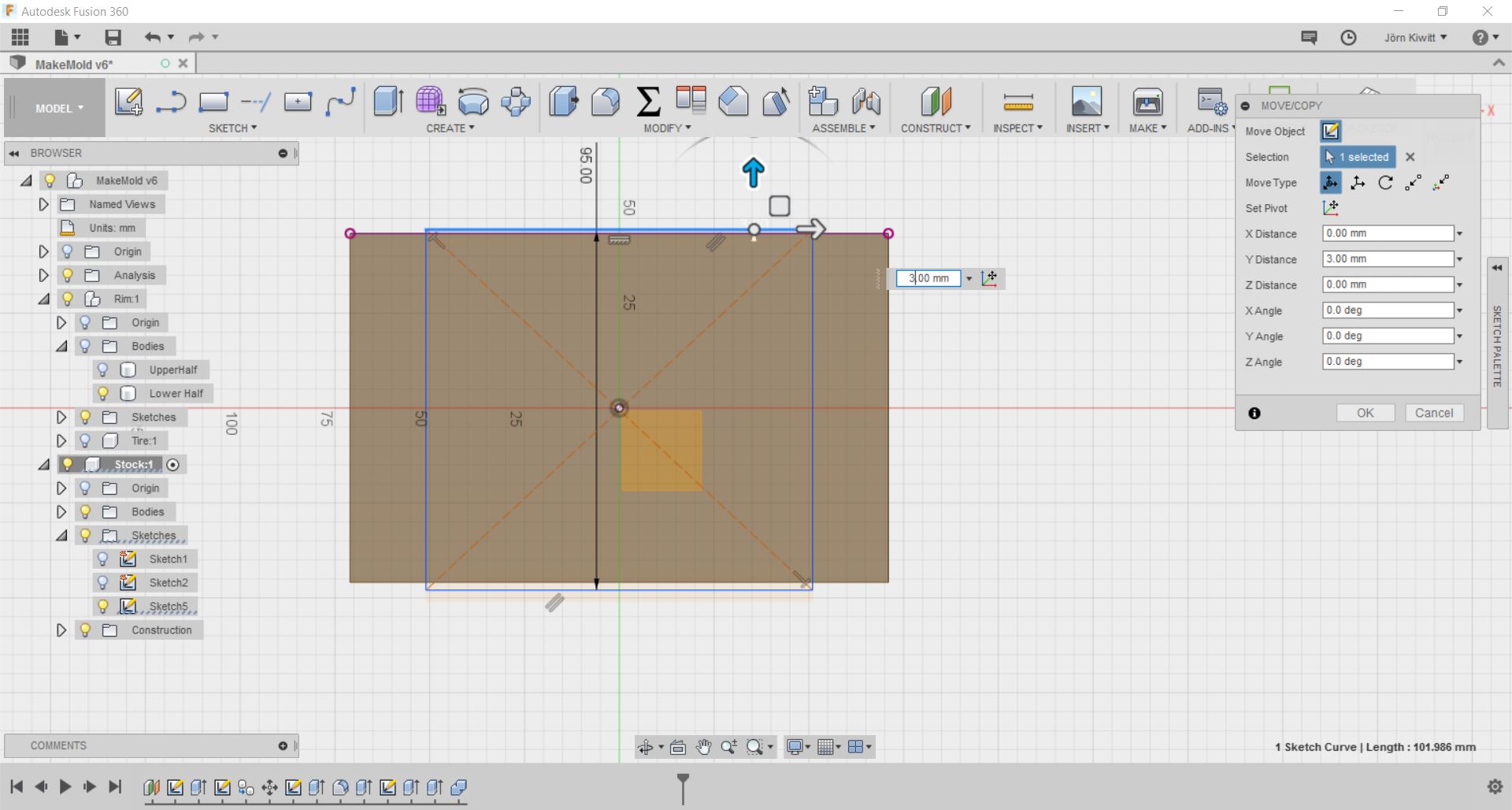
In general, settings CAM process in Fusion involves setting an origin point. The orientation of the axis should equal the orientation of the CNC machine coordinate system.
Generic CAM workflow


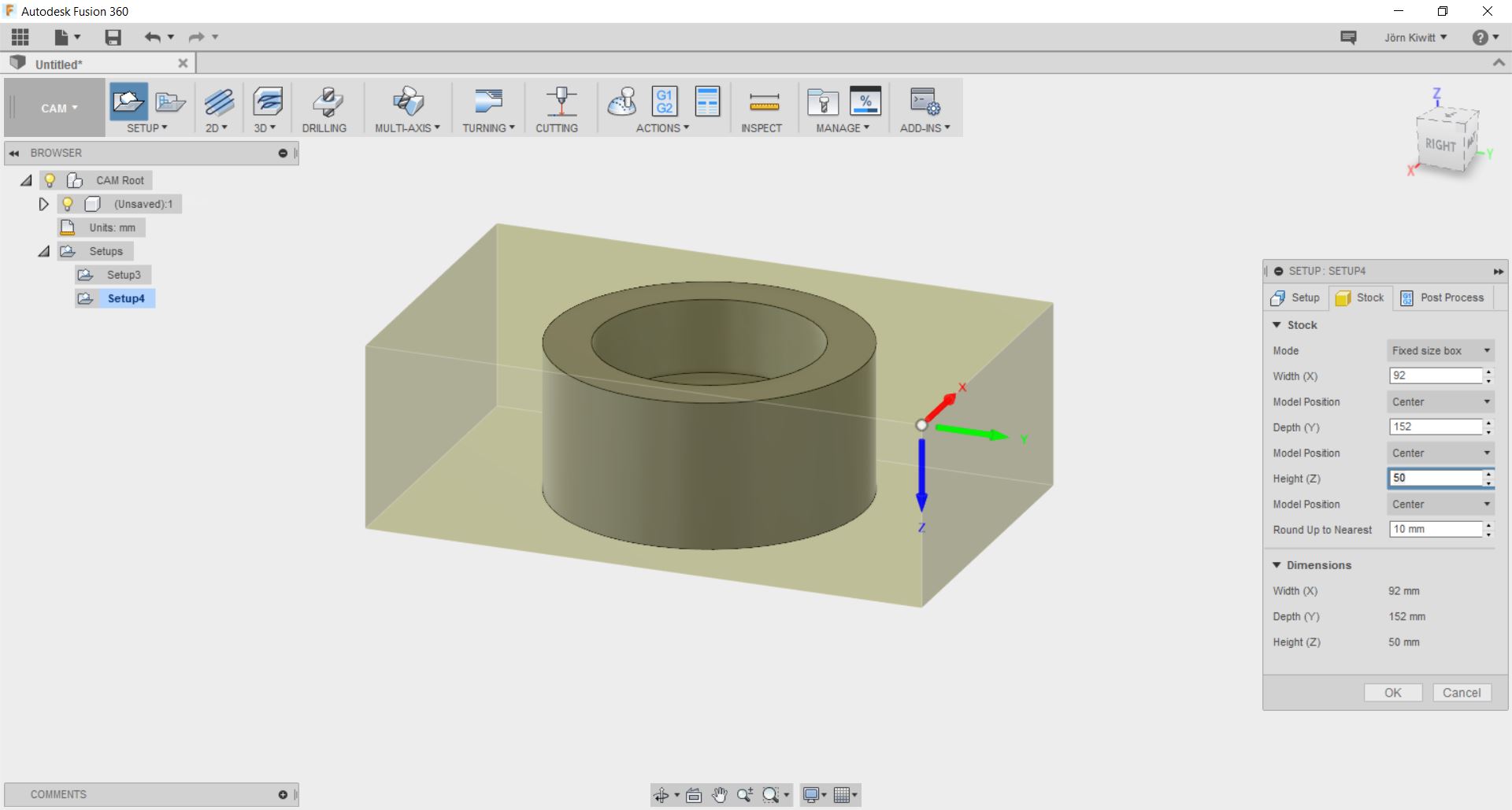
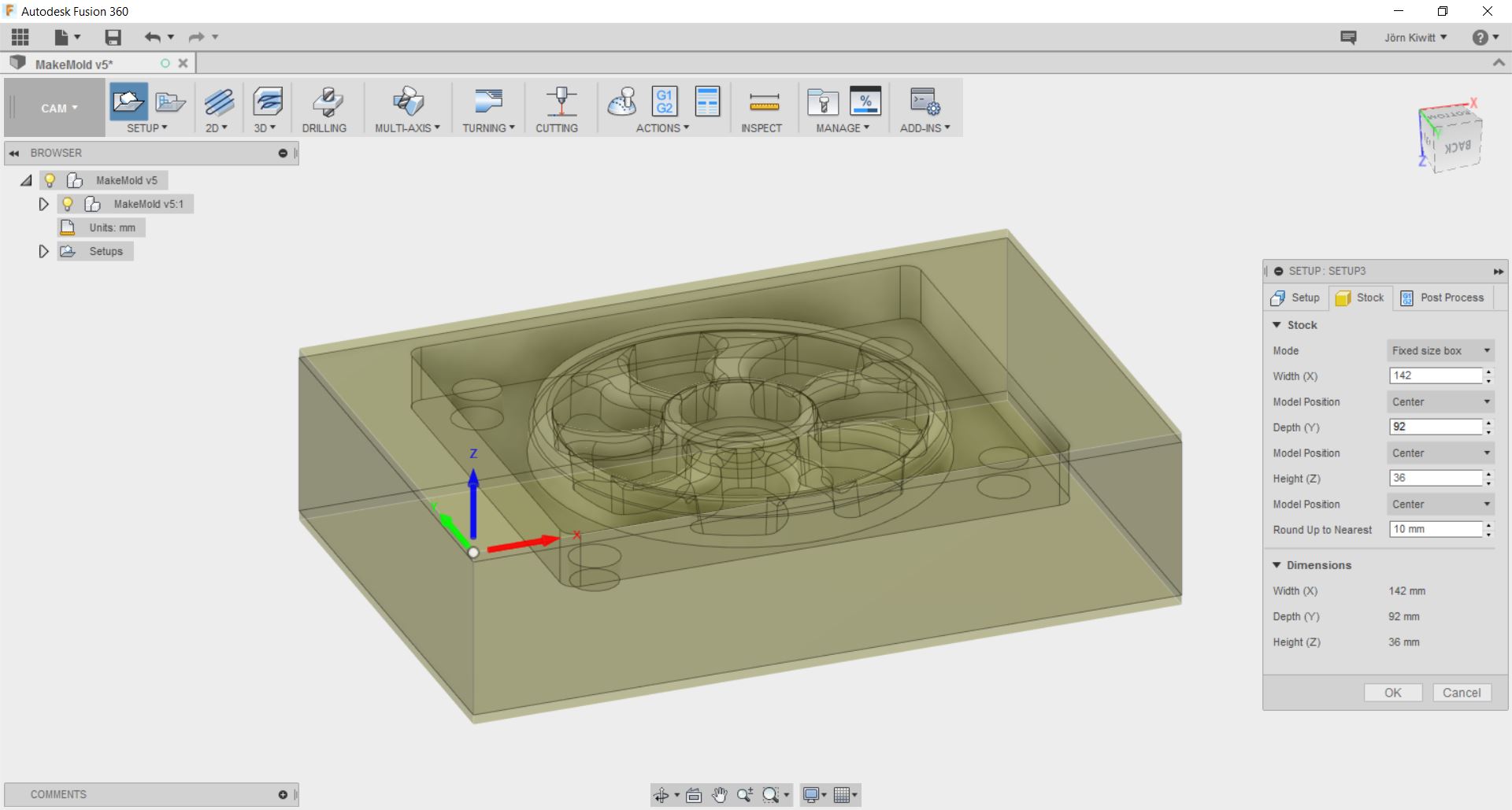
Select the correct orientation by click the end or middle point. Switch to stock material to enter the dimension of the stock.
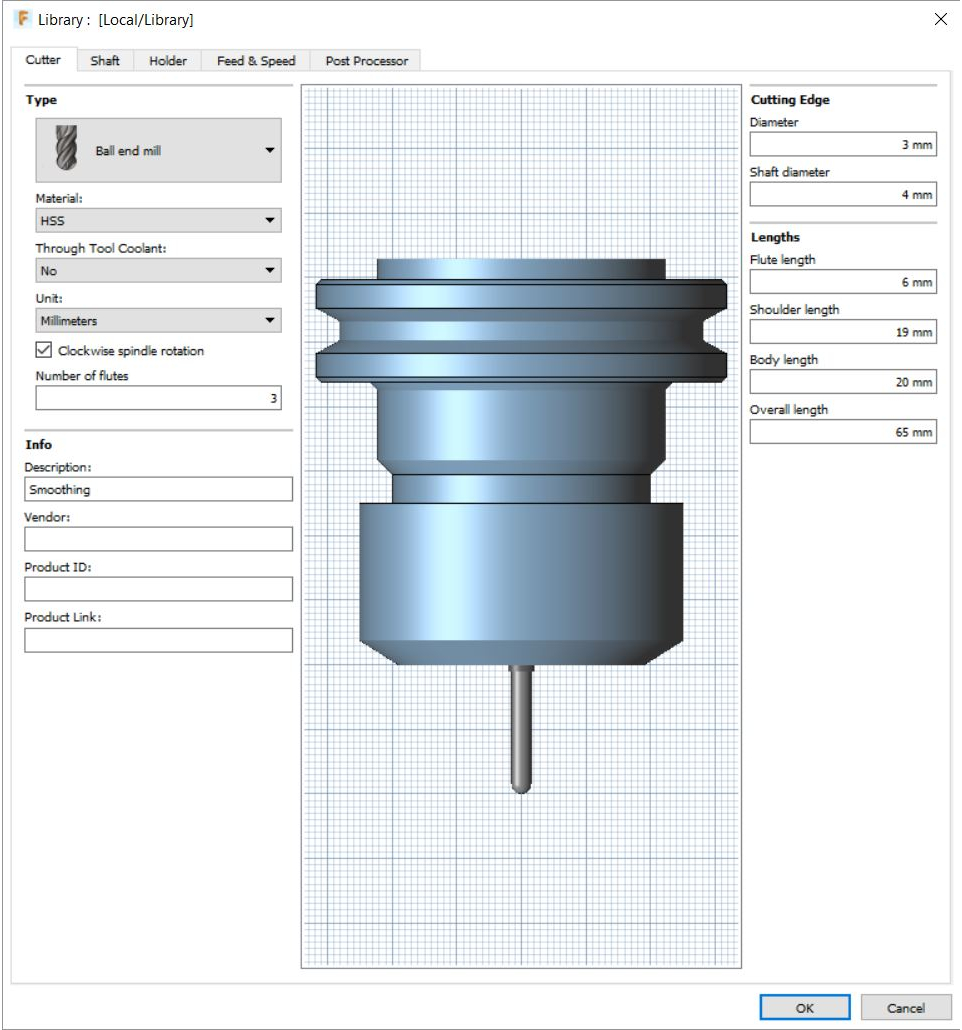
The tool's parameter have to entered in the tool library. The tool length has to estimated. Before the CNC machine is started, the tool size needs to be check. The actual tool size should not be shorter than your estimation. In order to be not too repetitive, adding a tool will be discussed in the specific workflow for the rim.


Another important parameter are the clearance height and the retract height. The clearance height is from which the tool path is started. The retract height is the height the tool goes to before going to the next cutting point.

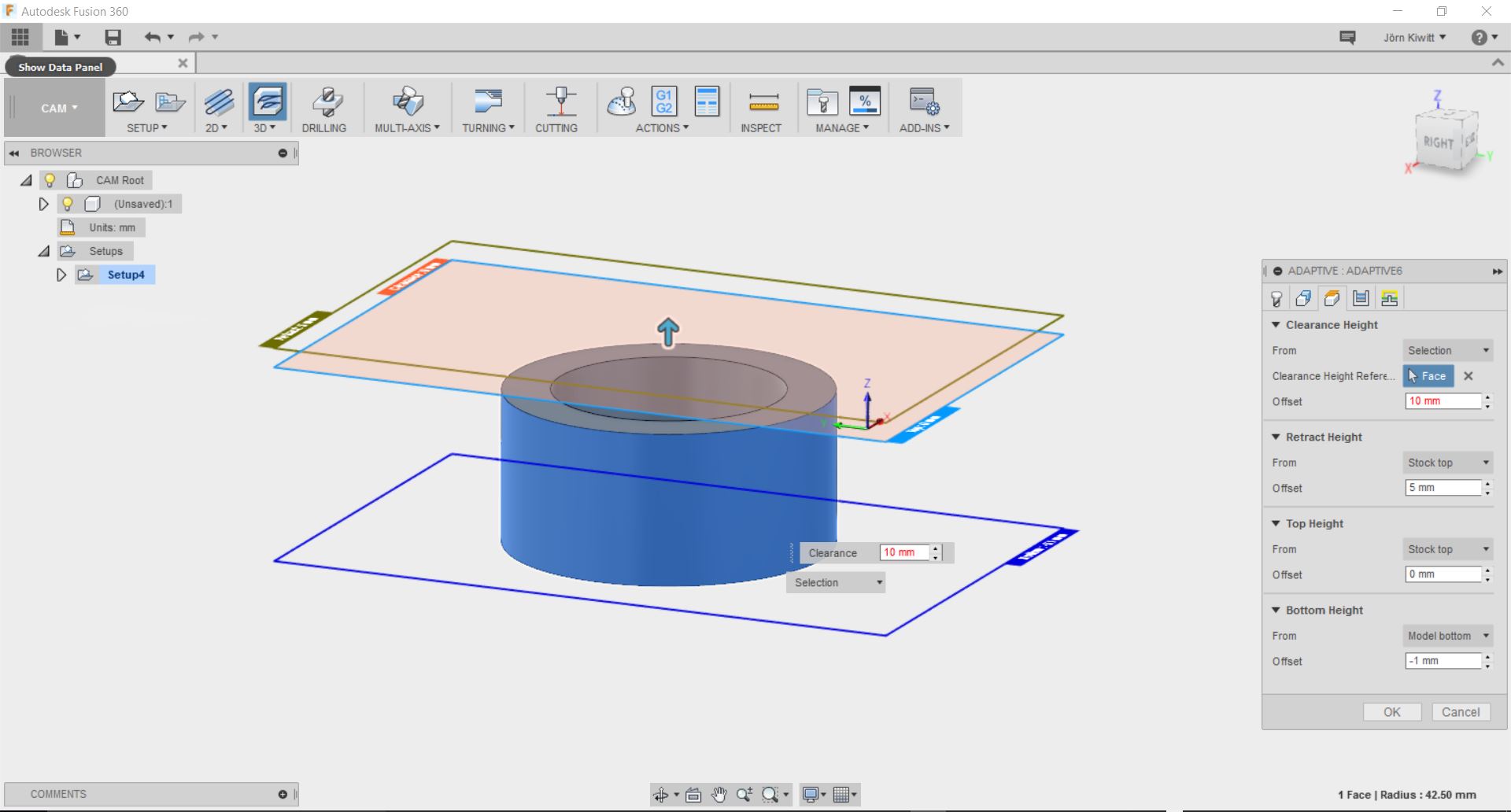
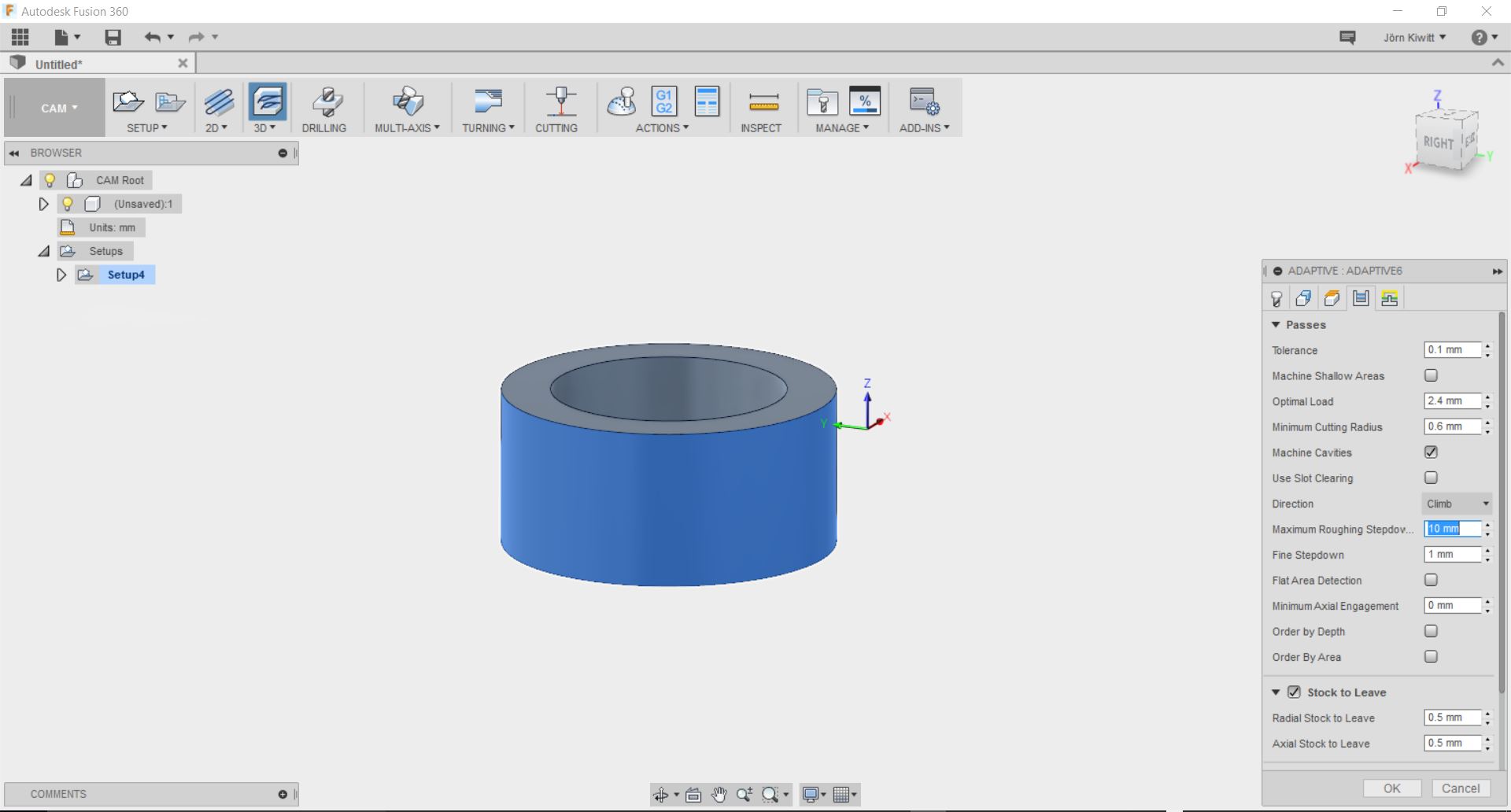
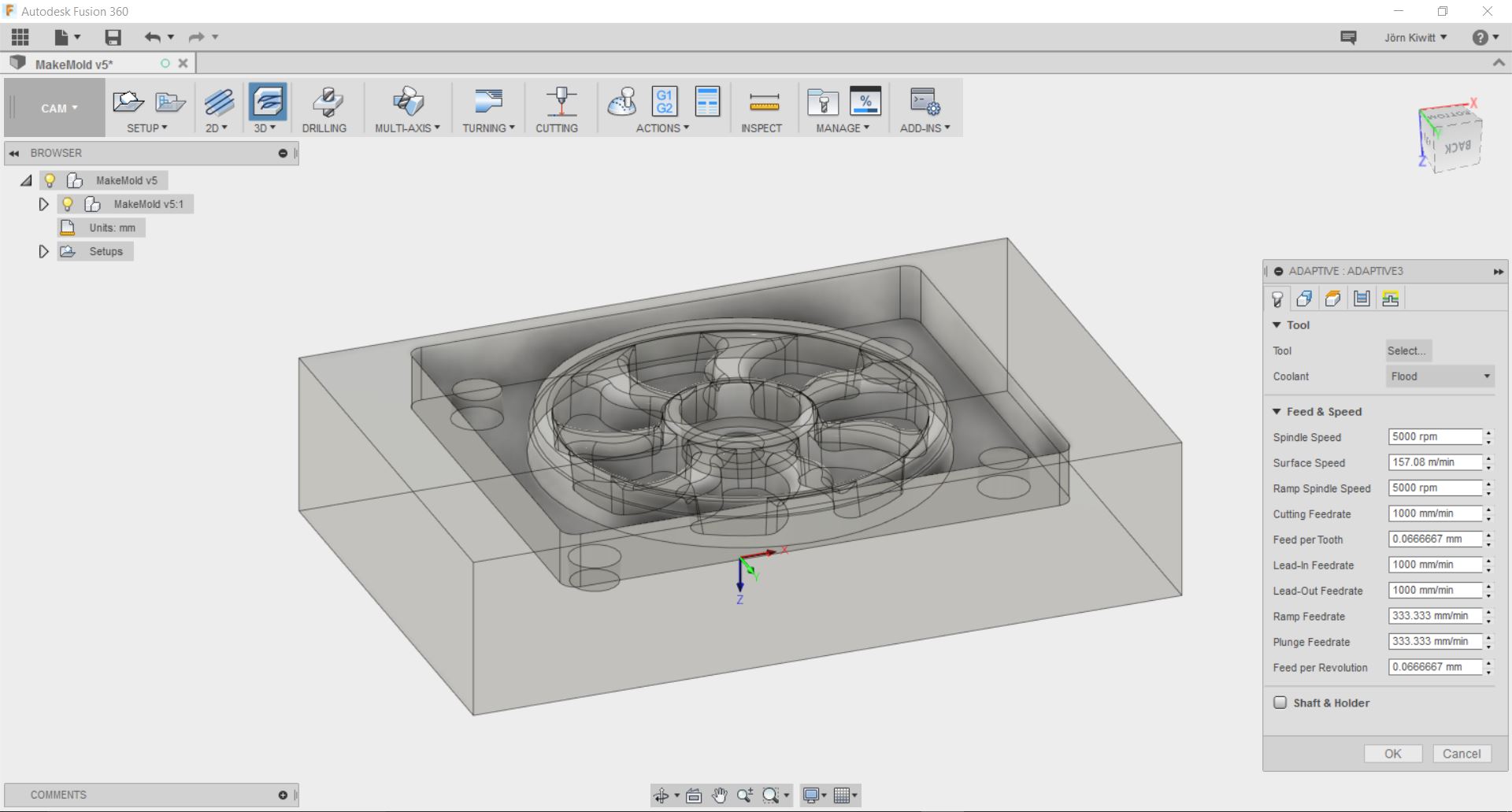
In general, the milling process comes with a roughb> and a finishing cut which will involve different tools. The majority of material will be removed by the rough cut, whereas finishing will result in a smooth surface. Choose adaptive from 3D to set the parameters for the cut.
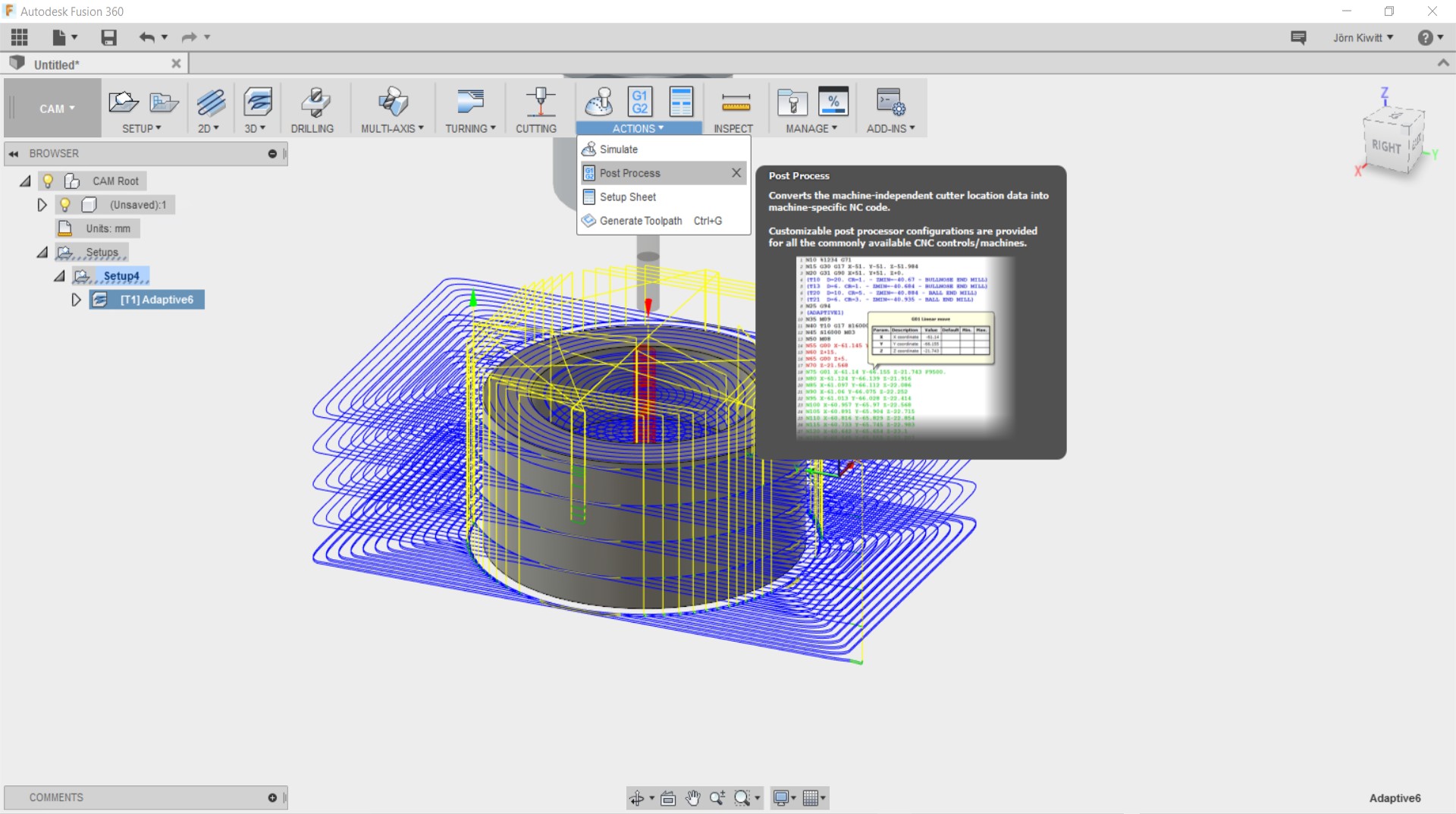
With post processing the tool path will be exported into machine readable Gcode.
For the finishing cut, there are several strategies available. The best results for each strategy depend on the geometry of your part.

Once the Gcode is generated, Brackets opens for you to confirm that the code was generated correctly.
Workflow for the model
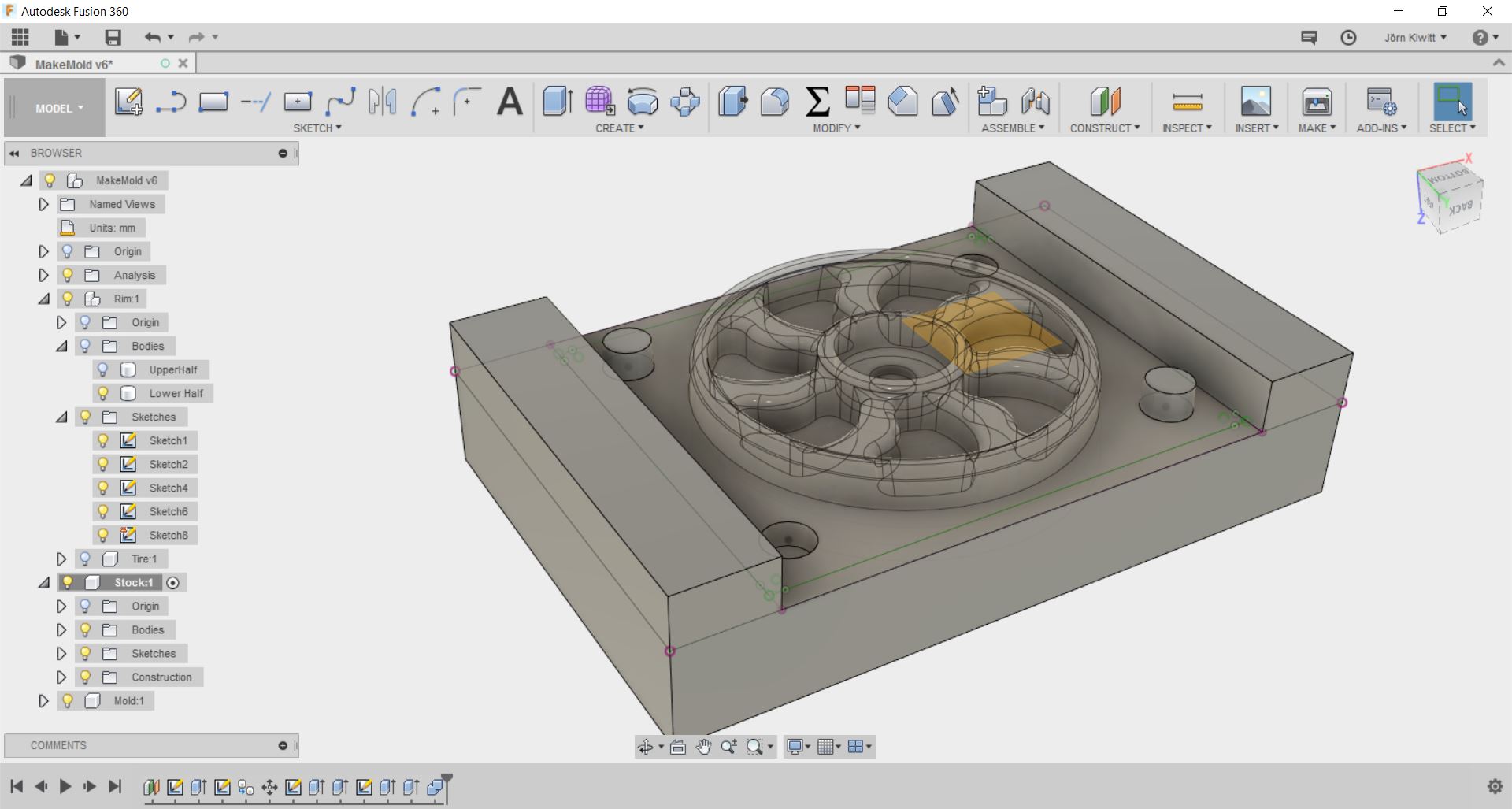
The part, I would like to cast is this rim. Initially, I thought about having a second mold and a cavity that form the tire. Due to time contraints this was not possible, so I decided to just make the rim.
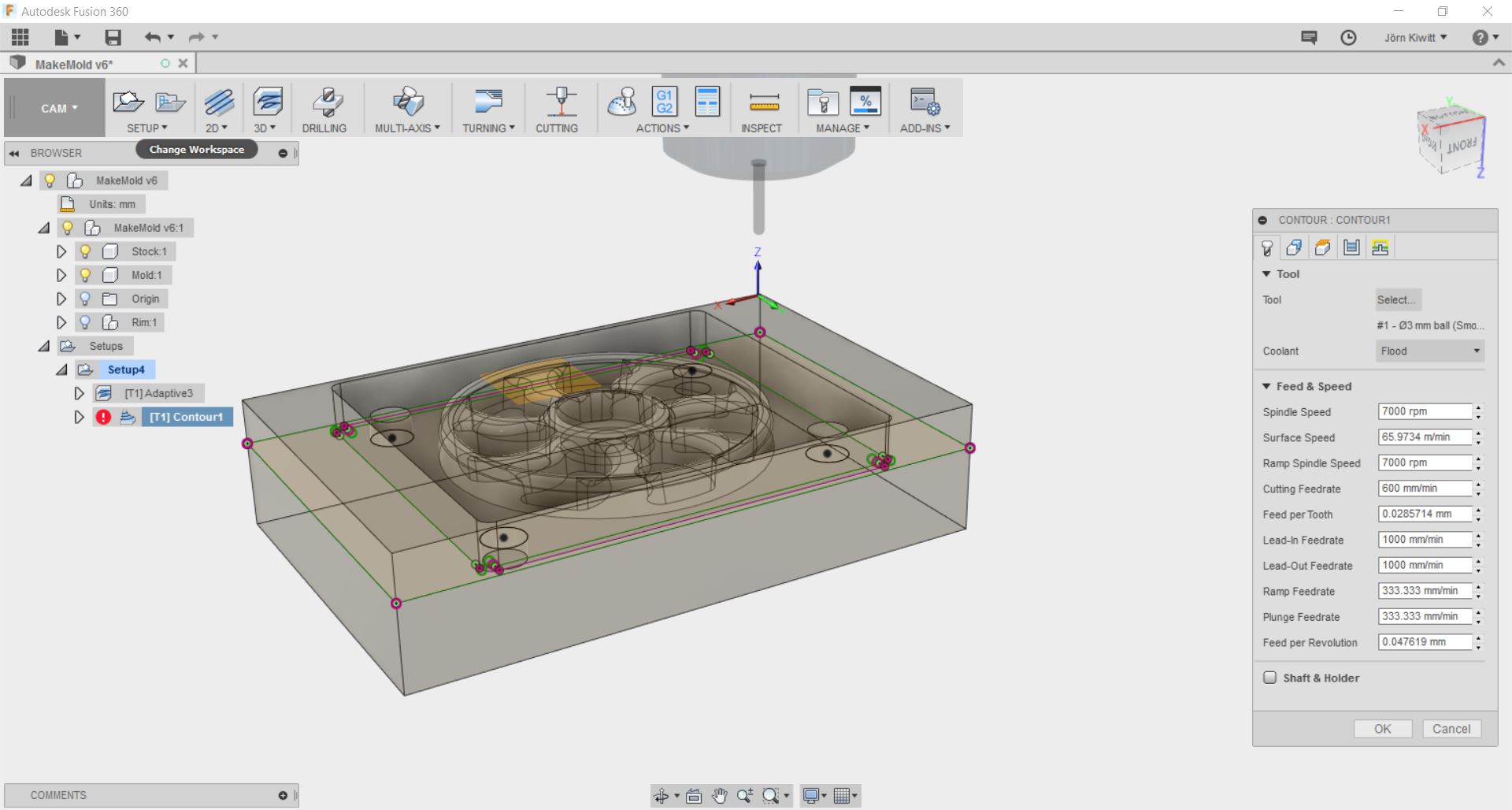
I used a flat end mill roughing tool of 6 mm diameter and a ball end mill as a smoothing tool of 3 mm diameter. All parameters can be retrieved from the pictures below.

As I wanted to make sure, that the milling tool would not cut the outer surfaces of the stock material, I made the stock size a bit smaller than the part size. This will generate a warning.

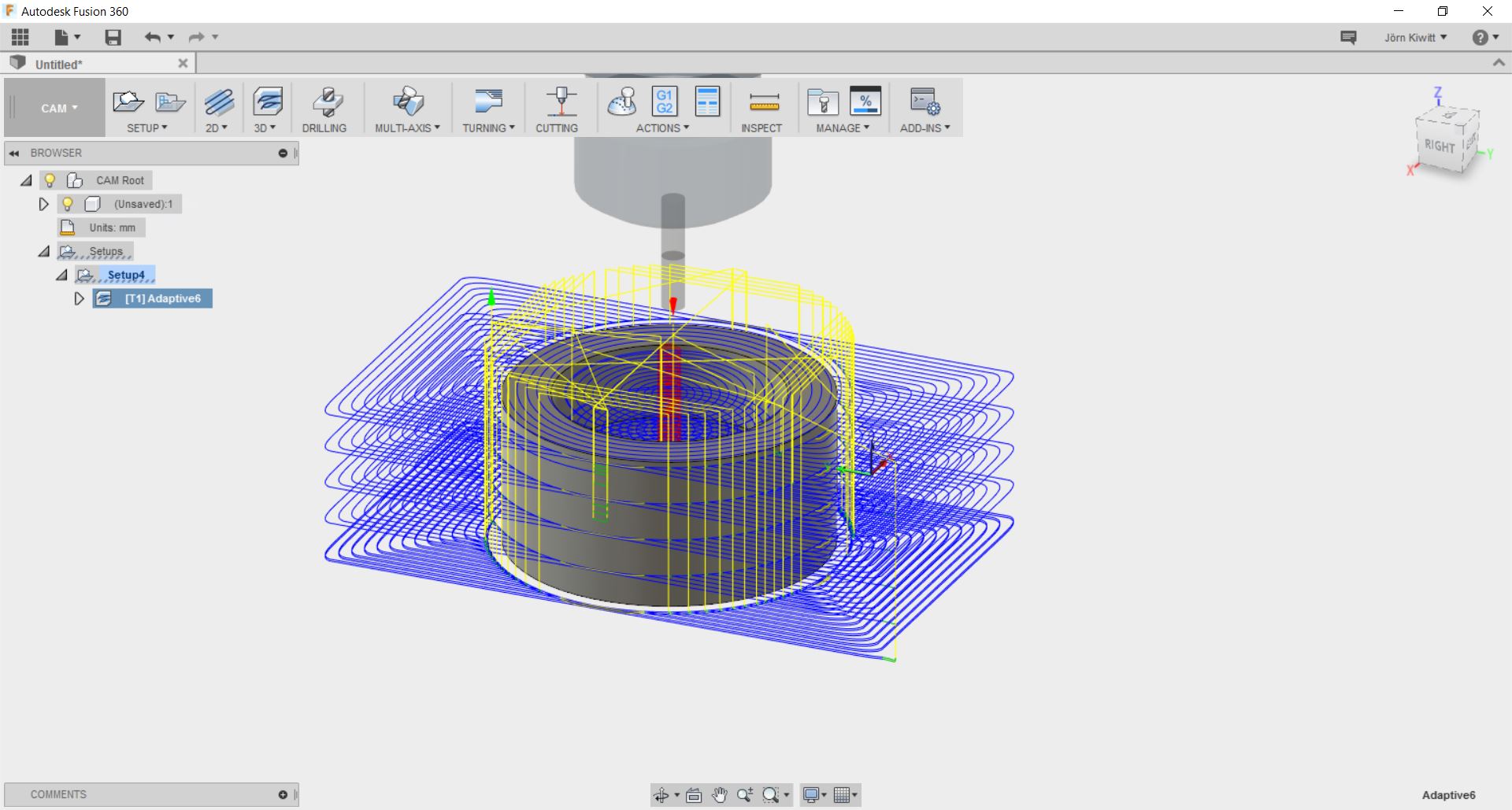
I select adaptive from the 3D menu calculating the rough cut tool path, choosing the tool for roughing and smoothing from the library. I used the contour strategy for smoothing.




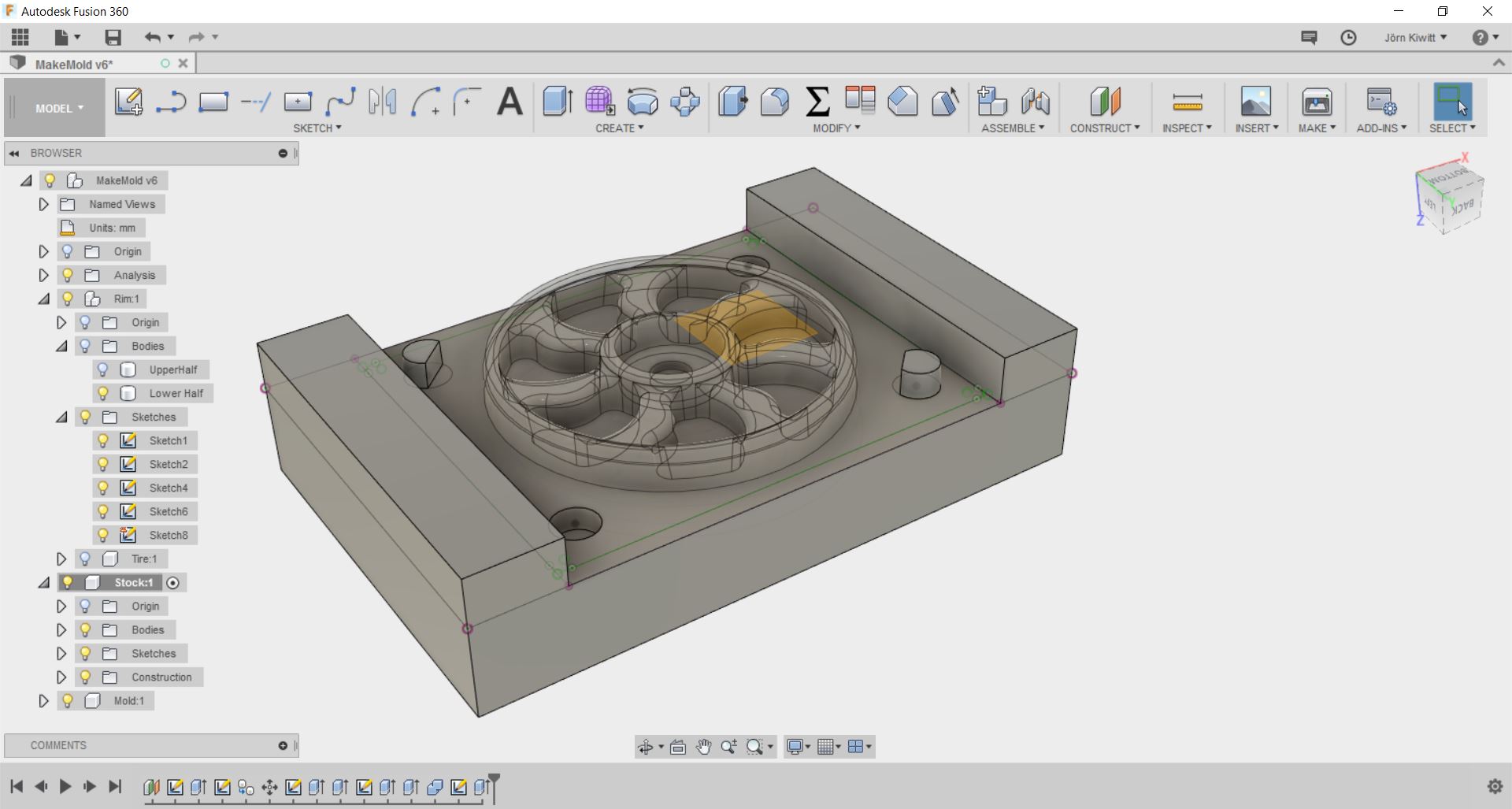
If everything was done accordingly, the simulation will show the expected outcome.

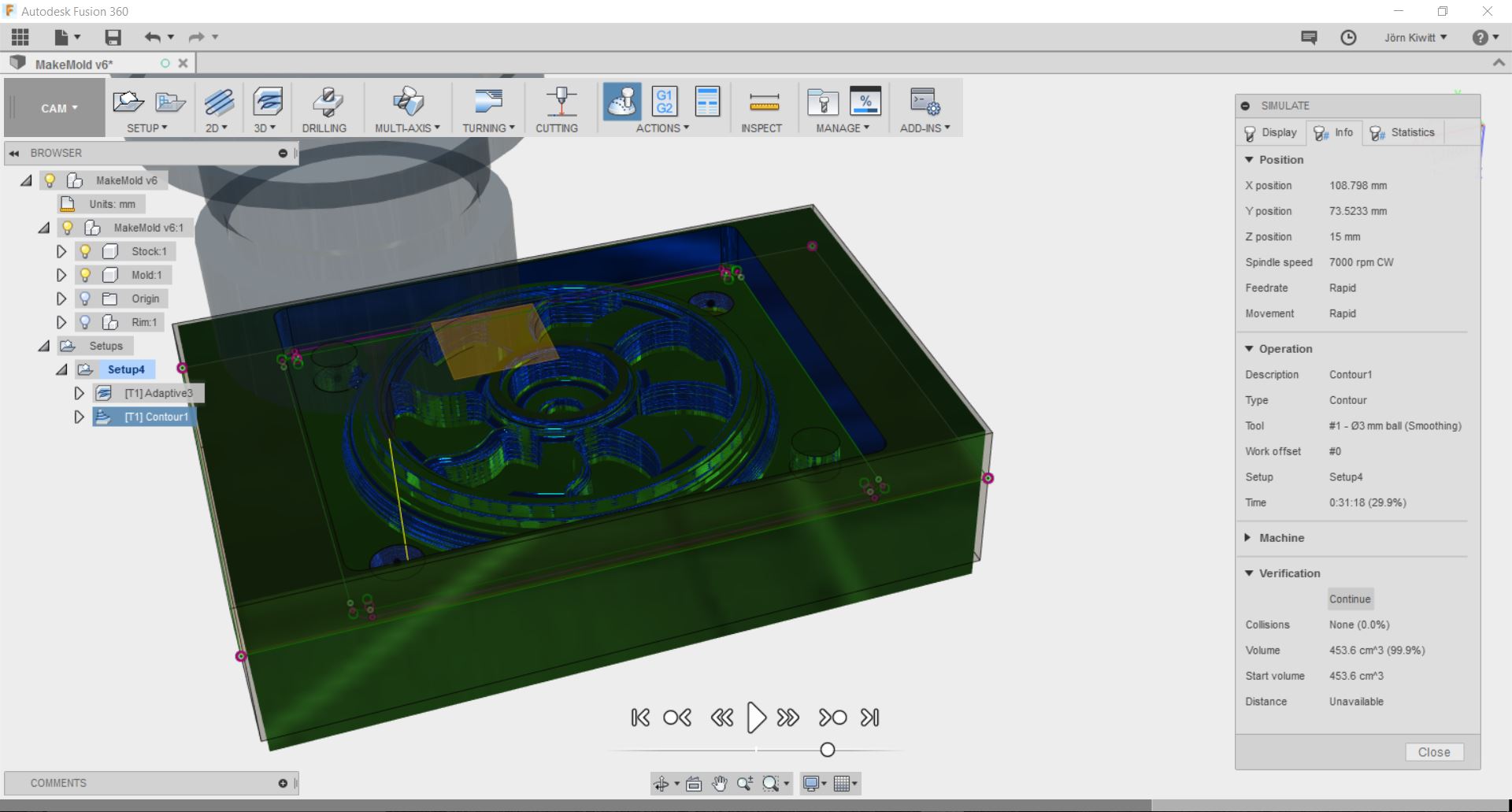
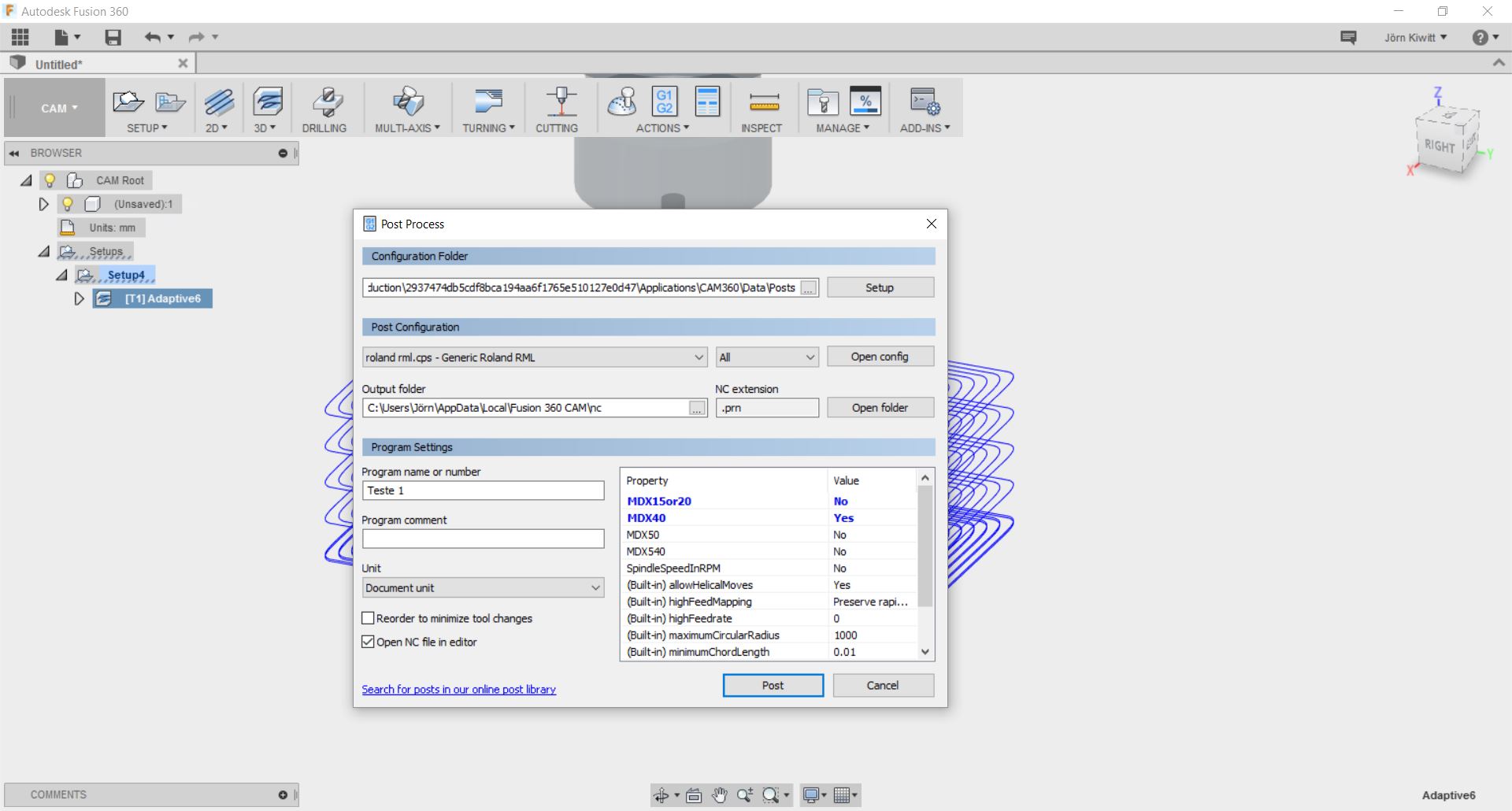
Now, we can generate the Gcode for the Roland MX-40 as described above and set up the CNC machine. We will have to files, one for roughing, one for smoothing. You can also have one, as the machine will stock to expect the tool change.
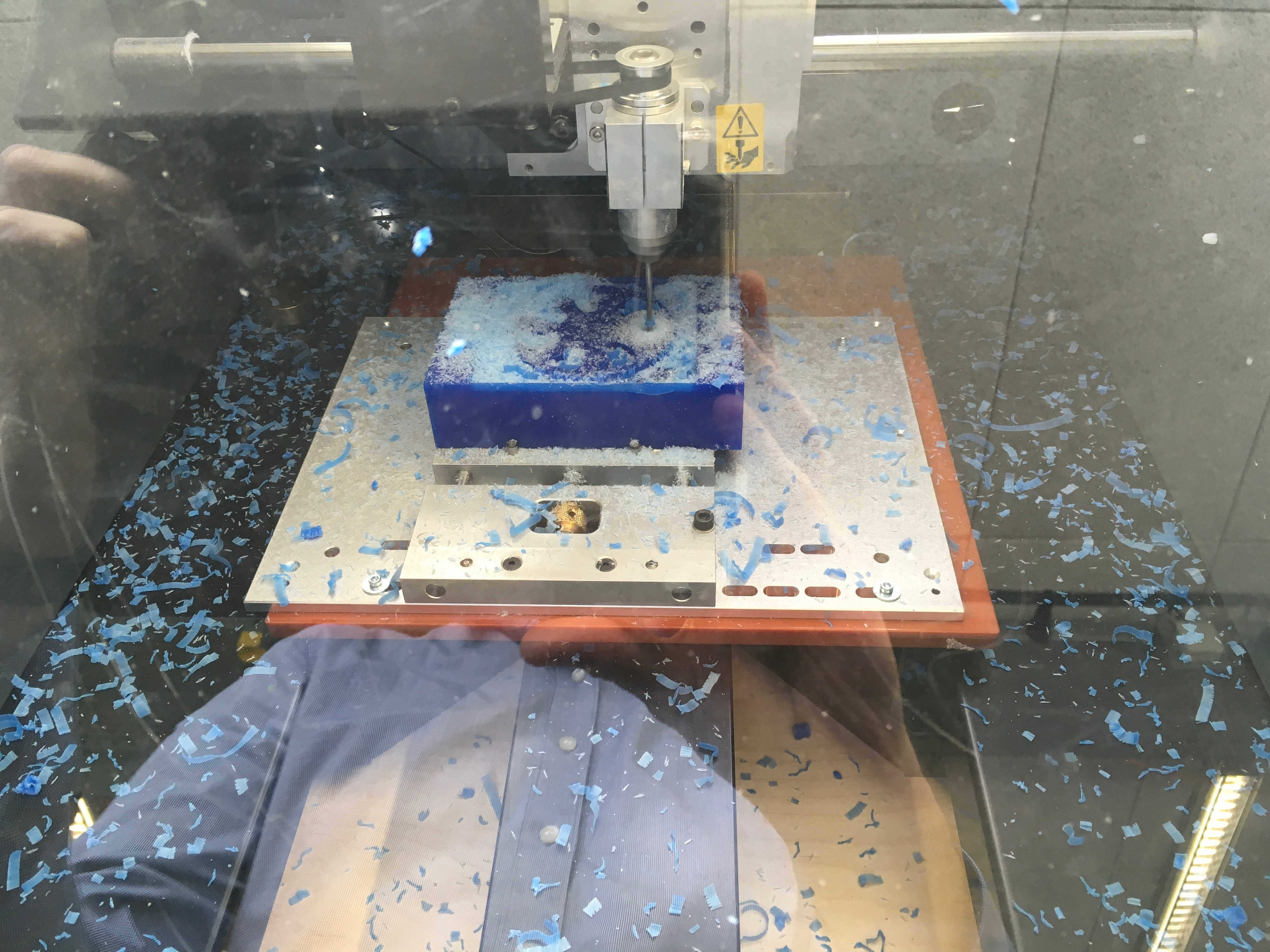
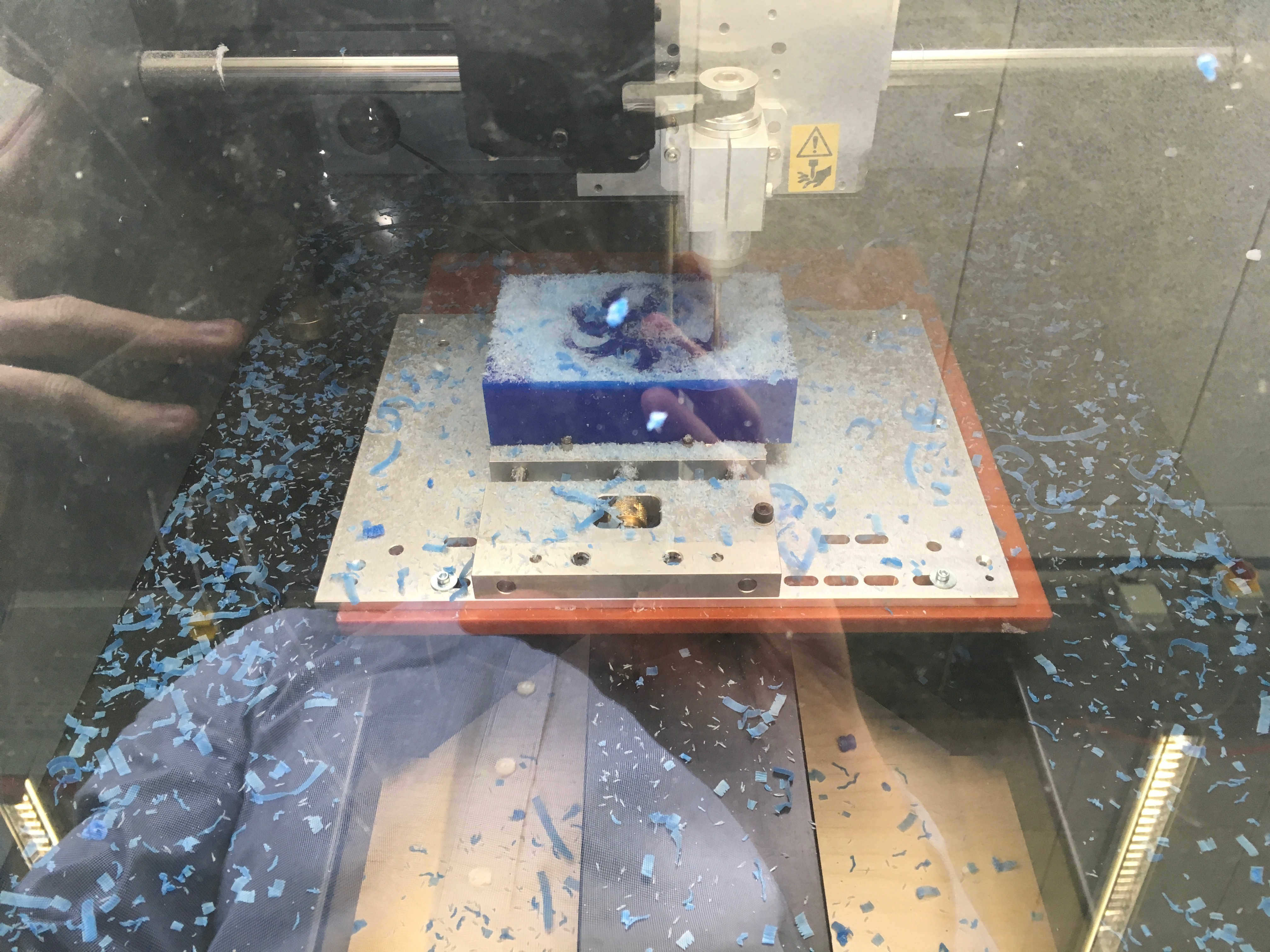
CNC Milling
Now, we are almost ready to mill. What is left to do, is to...
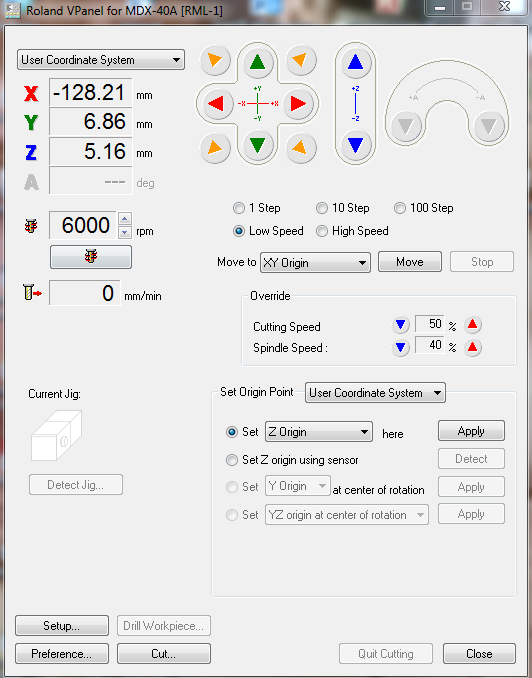
- set origin point of the machine, respecting the stock position,
- put the stock material: 92x142x36 mm onto the bed and fix it,
- and mount the tool.
For setting the origin in z you can use the sensor to measure the tool length.
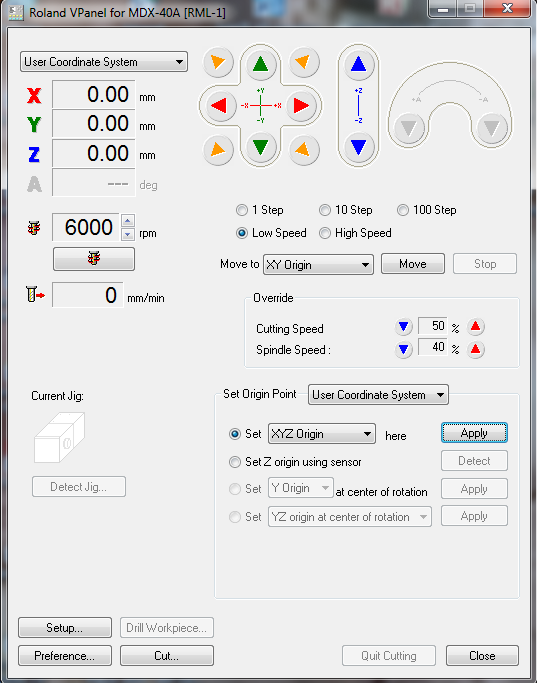
Click cute to start the job.


The wall of the mold got pretty thin. I broke it away later on and modified the smoothing path to account for it.
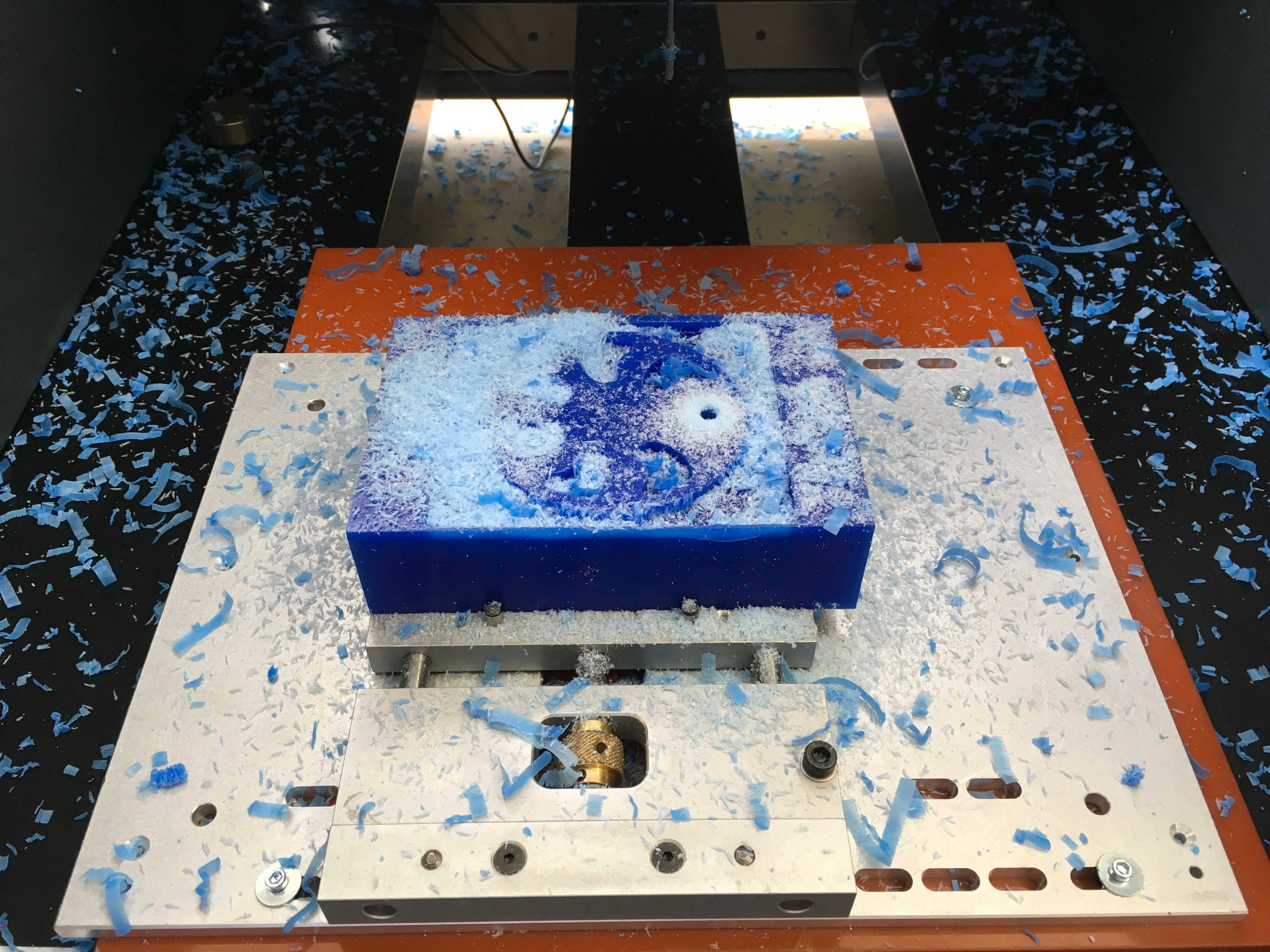
After the finishing was completed, I realized that the cut was not completed as the tool did not go down to the bottom of the mold. I check my simulation for collision but did not realize the some surface weren't cut accordingly.

I tried to fix these errors by modifying the design and a new finishing cut. I also change the pivot elements to ensure the completion of the cut.
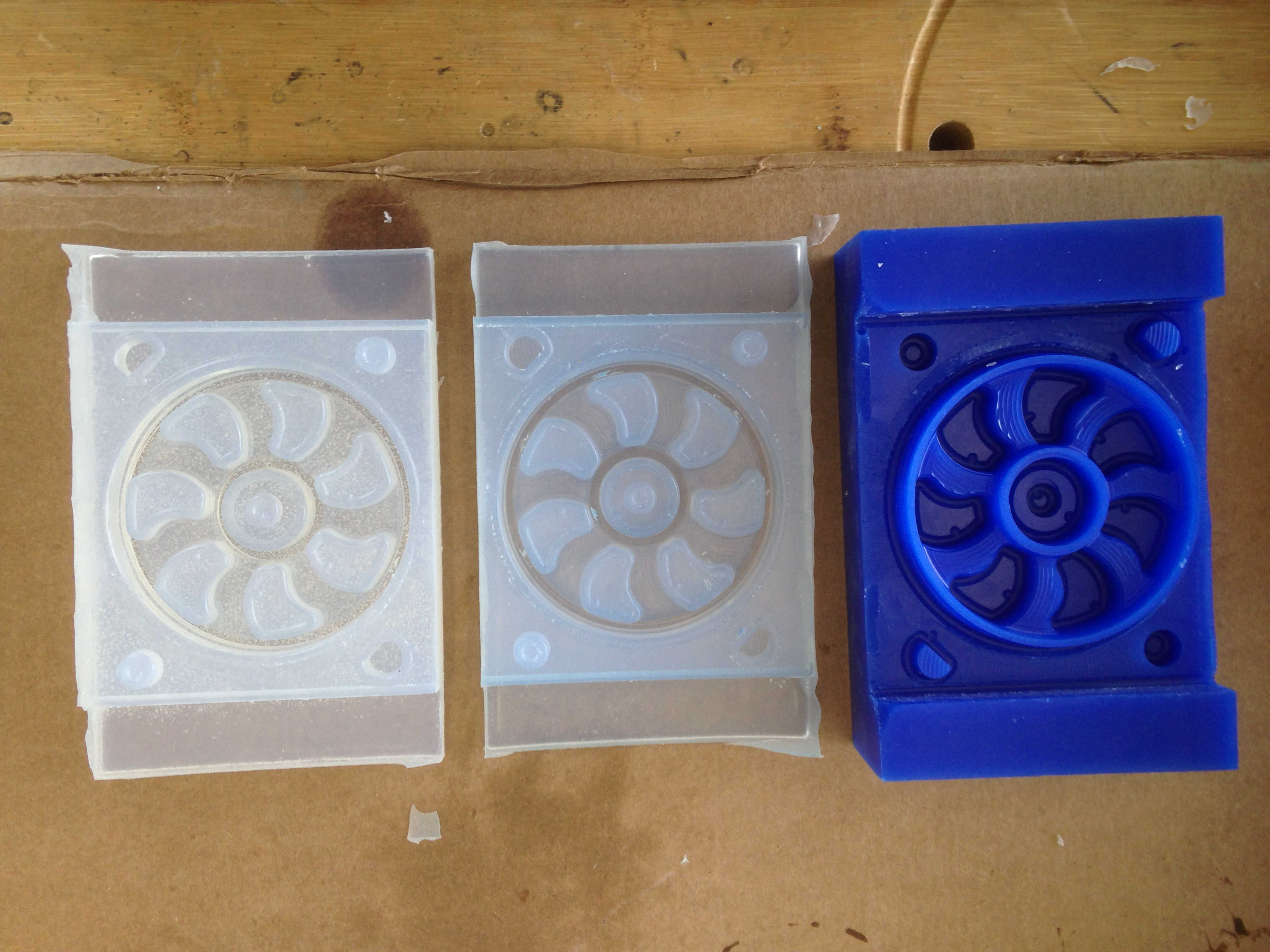
Mold making
I used a product called NEUKADUR ProtoAmid 60 as the resin and NEUKADUR ProtoAmid Komp. B 4 as the hardener. Both components are mixed in a 1:10 ratio. Information on the product can be retrieved from safety data sheet. The material is designed for vaccum processes. The wax molds rim's height was increased by MDF plates clamped to it.

The silicone components were mixed by hand, respecting the stoichiometry (scale). As shear introduces to lot air, the resin needs to be put the vacuum chamber. A pot life of 80 minutes gives enough time for venting and casting.




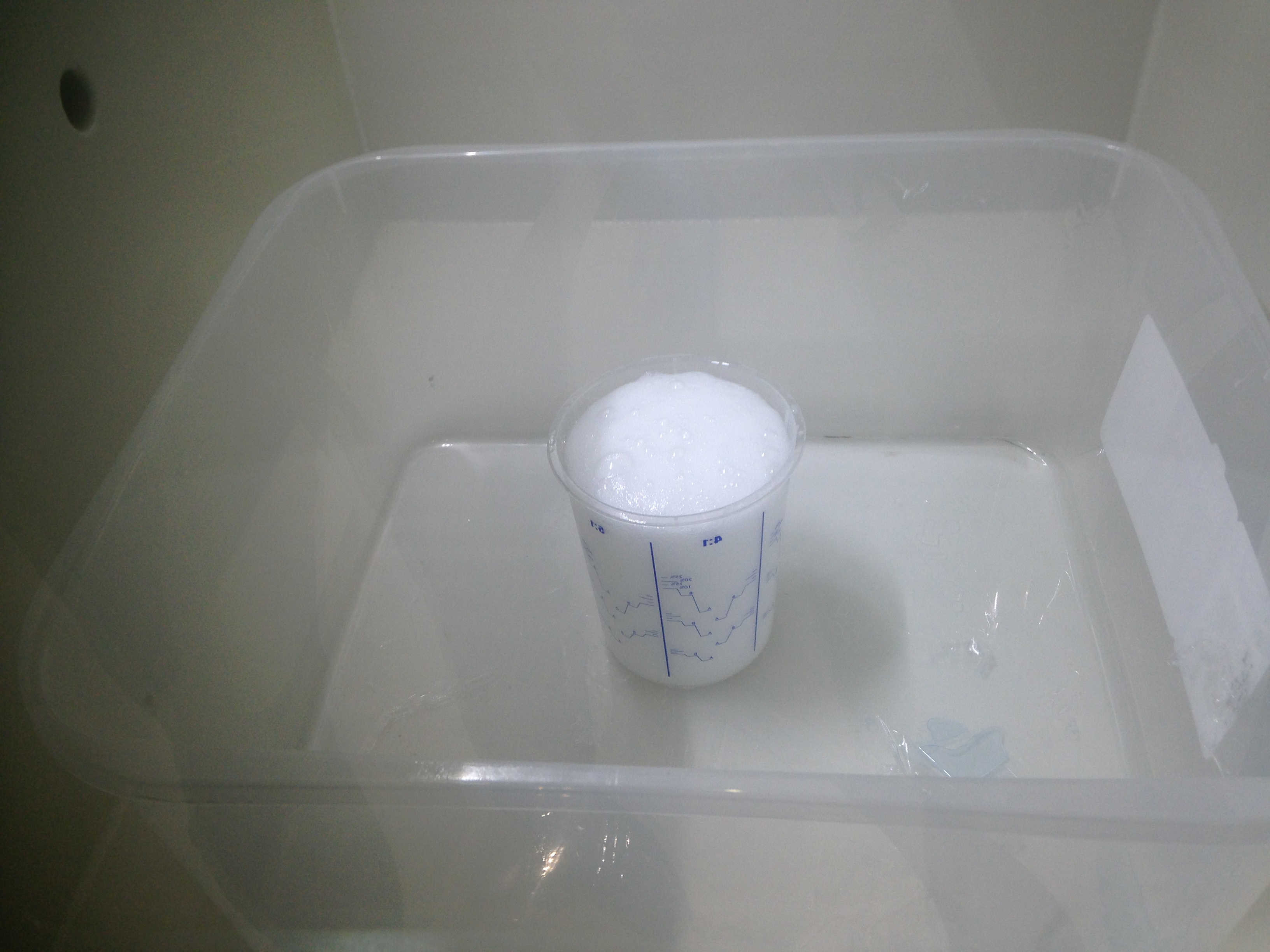
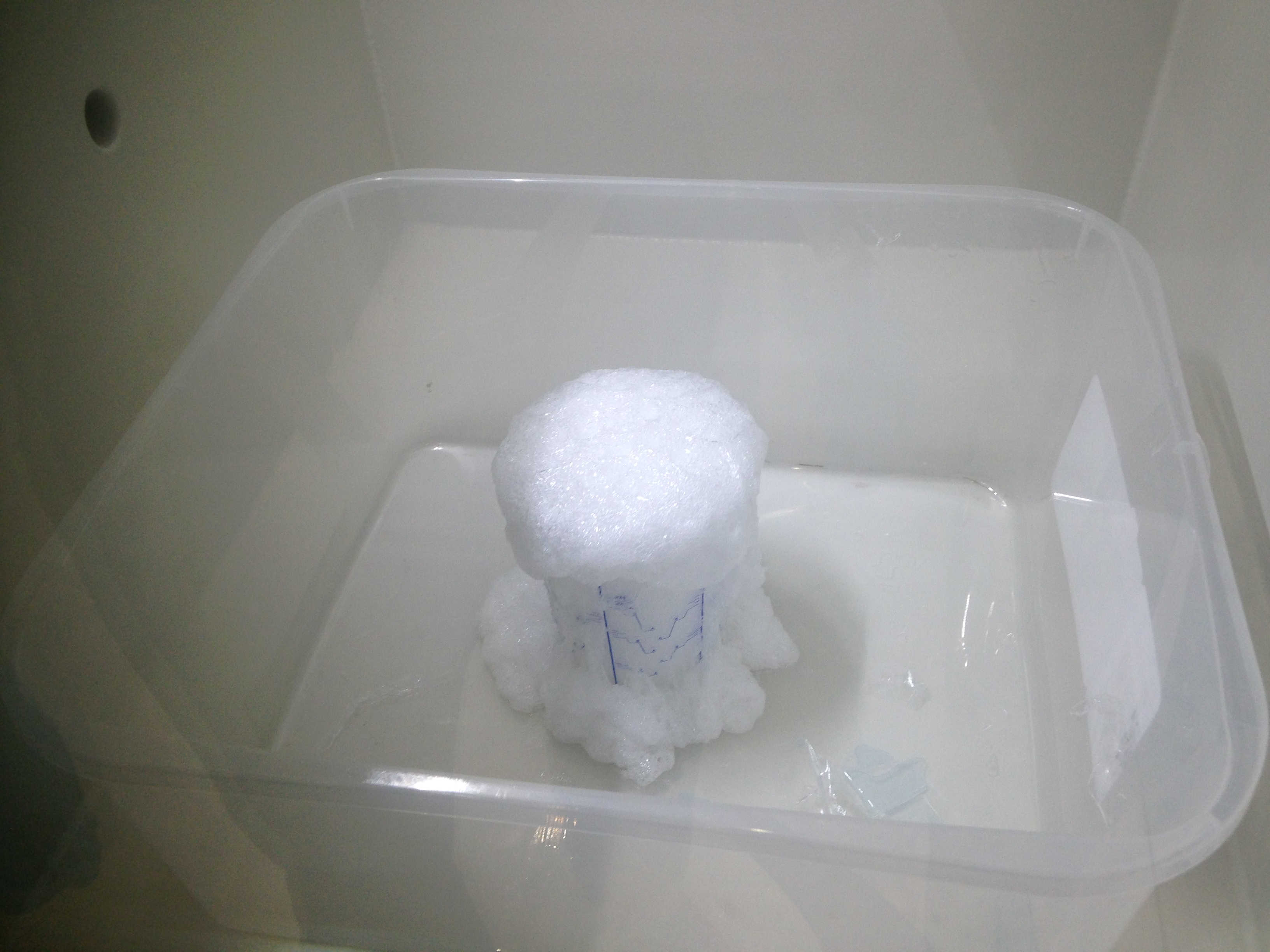
As the casting process also introduces some air bubbles, the mold goes back into the vaccum chamber after casting.

The resin will take about 12 hours to cure. As I making the second half from the same wax mold, it took me another 12 hours to complete the mold making process.
Casting
As I did not account for a sprue in the design, I had to make one afterwards. I took a power drill and a copper pipe that was sharpened on a lathe to drill a hole into the silicone top mold.



I will use a polyurethane resin which takes polyols and an isocyanate. Especially, isocyanates should be dealt carefully due to toxicity.



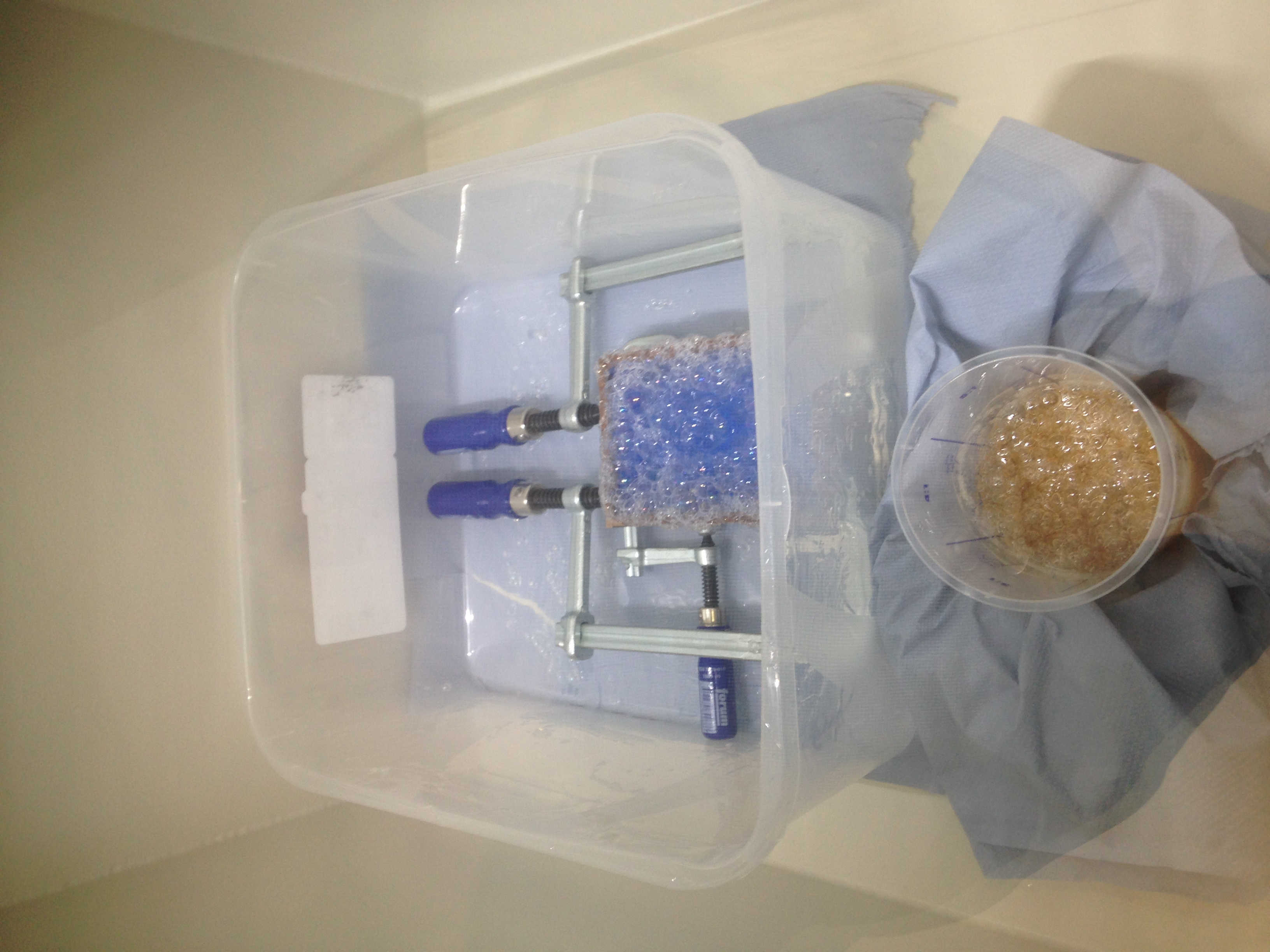
Both components, the polylol and the isocyanate are placed in the chamber individually and will be mixed within the vacuum chamber. They will be vented and stirred.



The resin has a pot life of 8 minutes. As the mold is filled, more air will emerge from the resin and the mold.
The reaction of both components is exothermal which makes the resin heat up significantly. After about 20 minutes the resin is cured.
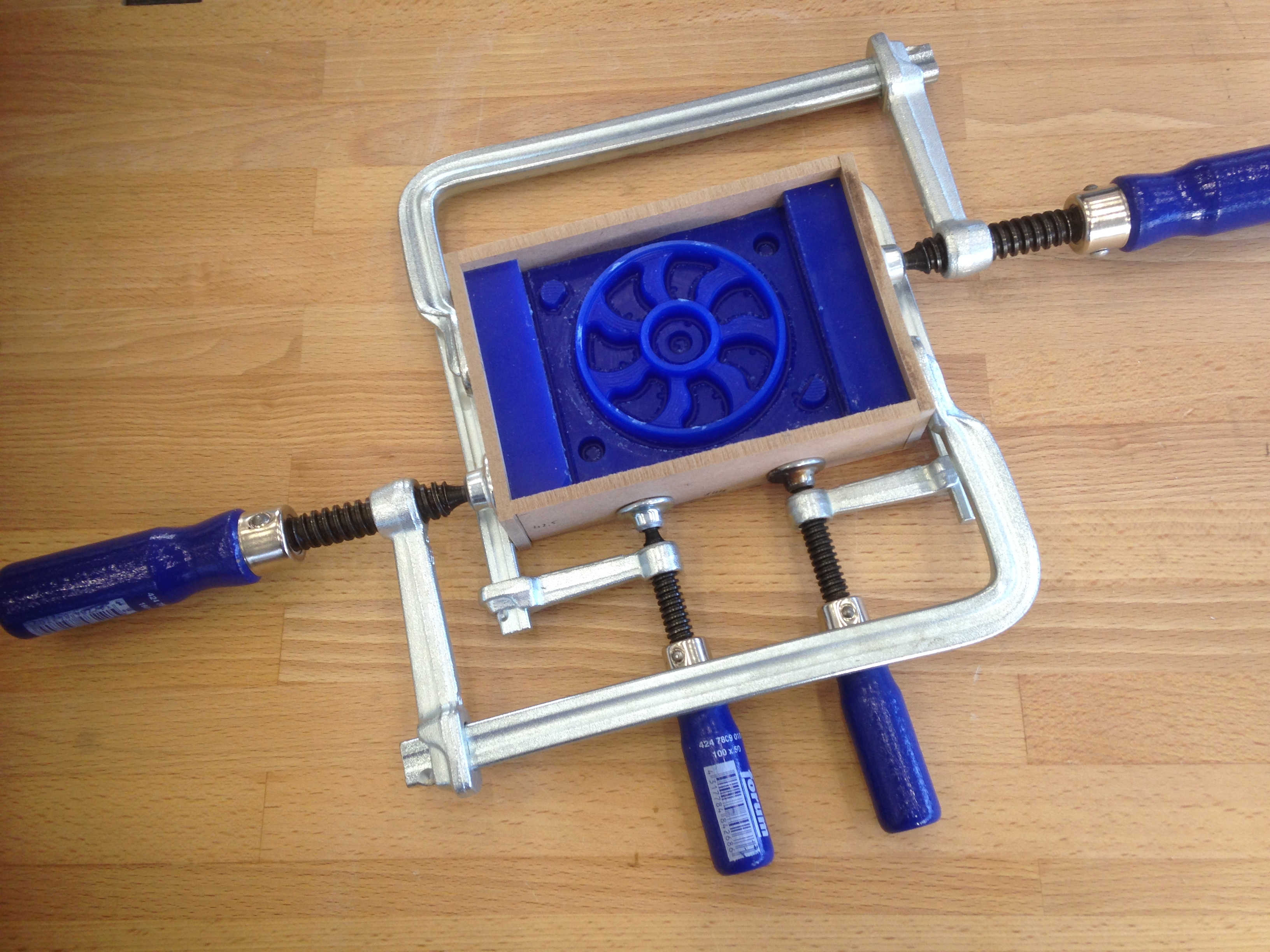
Casting results:


The quality of the cast was good except for a few air bubbles in the finished rim. However, there was slight misalignment of the two parts of the mold. What I also did not take into consideration was the direction of the spokes of the scimitar design. The intension was to have these oriented in one direction, so I would have been in need for a second CNC milling mold.