 JOSE REAL
JOSE REALWeek 5 - 3d Scanning and 3d Printing
Scan and print with a 3d printer
Scanning and printing
We have used the Sense 3D Scanner, a hand scanner device. It`s super easy to use. Has it's own software called MPSense.
We scanned each other and used different machines. I chose Witebox and Cura software.
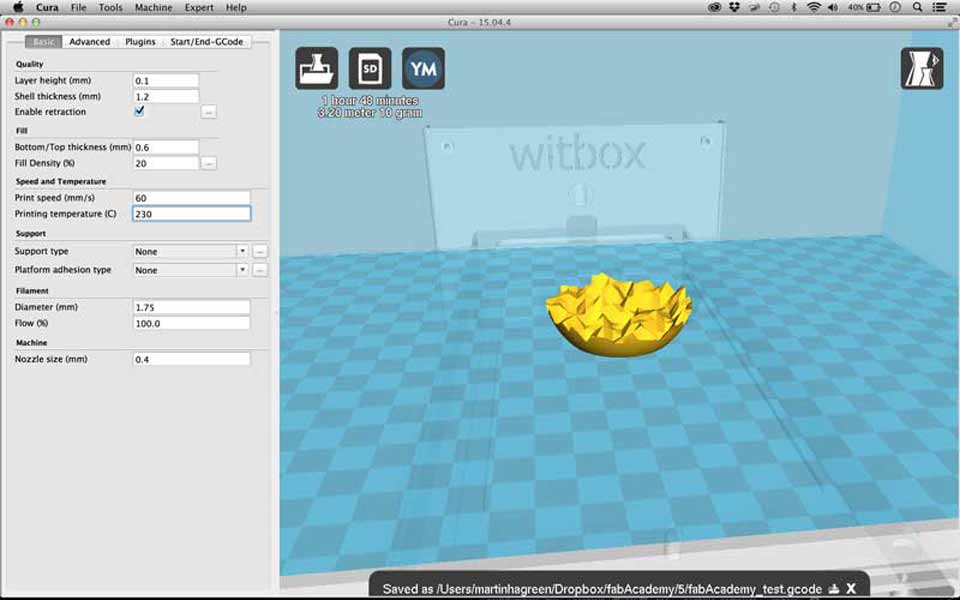
With Cura I can choose a lot of preferences. The most important are the layer height and the density. When a 3d printer is working, the extruder deposits the material on the base. The print quality is determined by the height layer. In this case I used 0,20mm. What does this mean? The piece I'm going to print will be divided into layers of 0.20 mm. The smaller layer height will need the 3D printer more time to finish their work. The fill density is the amount of material to be used in the filling. The program determines the kind of fill that use. Cura use a polar pattern but I can choose a honeycomb one like Makerbot software. The inner geometry sometimes works better structurally, depending on the model.The higher this number will be more material spent and the piece will be more solid. The other "super" important things are the supports and the plattform adhesion type. Some parts may not be printed and will need to be supported by temporary pieces, called supports. The program automatically determines where will these supports. The printer can print without them, but sometimes it will be impossible. The platform adhesion type is not always necesary. I used it because somethimes the print failed because the base is not calibrated. I usually use as a platform base a "raft". A Raft is a horizontal latticework of filament that is located underneath the piece. Rafts are primarily used with ABS and PLA to help with bed adhesion. The printing speed and temperature depends on the material, in this case (PLA) can be printed at 70-90mm / sec and at printing temperature can be between 190C and 230C. Our PLA supports speeds of 230 and 70 in the Whitebox. The workflow with Cura is simple and friendly. The program tells how long you will need the piece and weight.
|


Joseok by josereal on Sketchfab

Marta has used a Makerbot and the results are better. I think that the Makerbot software is better than Cura, because determines better where deposit the PLA.

Printing test
In the lab we have two Makerbots Replikator 2, one Makerbot Z18, one BQ Witebox, one Cubepro, one Projet 160 and one Projet 1000. Also we are equipped with one ABB robot arm that has a PLA extruder.
Marta wants to create a 3d design to make the test; she used processing (more info)
FabAcademy Test by martaverdebaqueiro on Sketchfab
We decided to print it in every 3d printer with different settings.
PLA PRINTERS: Makerbot Replikator 2 and BQ Witebox.
Makerbot has its own software to print:
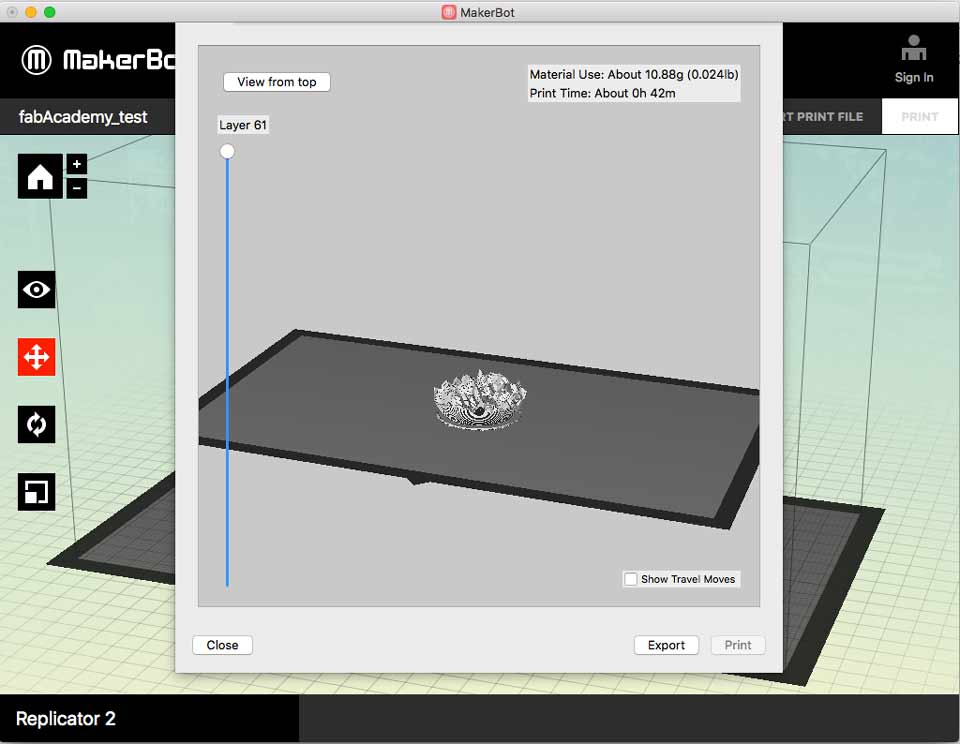
For the BQ printer, we used Cura to generate the .gcode file, with the same settings as the Makerbot software. This file can be sended via USB to the printer, or via SD card.
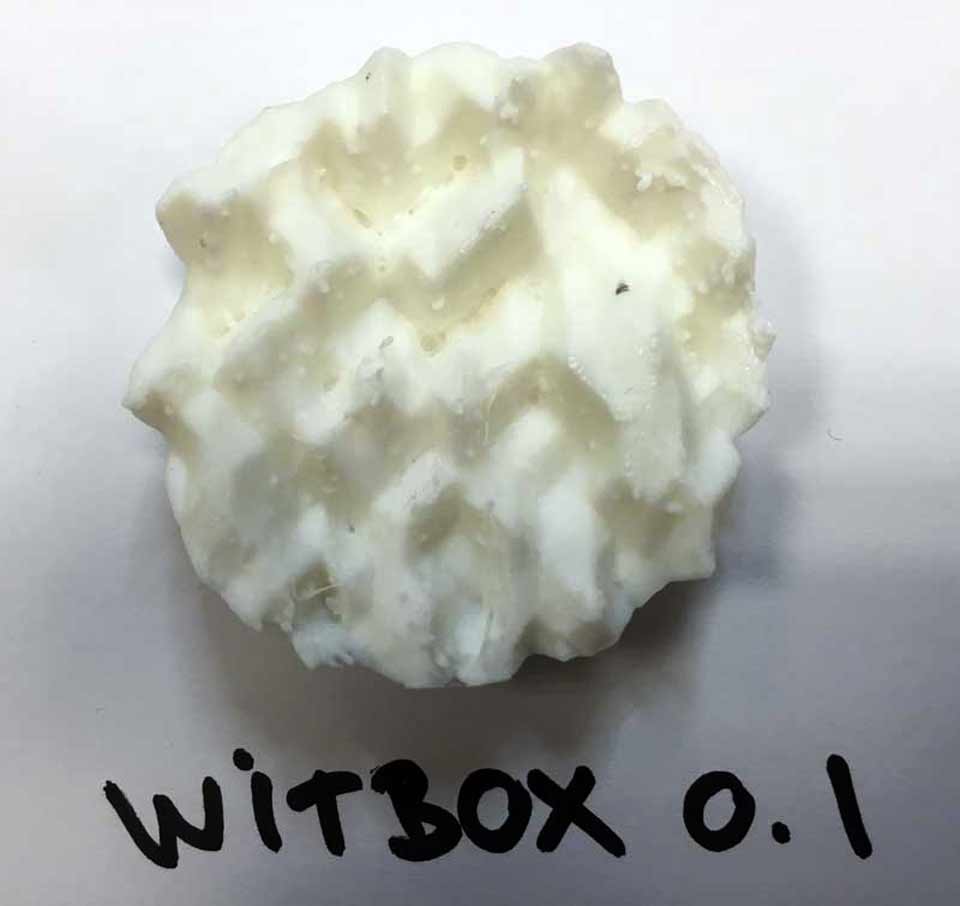
The figure has peaks and crannies so it is quite a complicated figure. In my opinion Makerbot prints a little better than BQ. We tried to sand the 0.1 Witbox piece with acetone in a glass to make it softer, and it works! Makerbot has more definition and takes less time to print. The raft is better in Makerbot too. We tried to sand the 0.1 Witbox piece with acetone in a glass to make it softer, and the result is good. I think that every piece that requires a finer finishing should go through this process.


Makerbot 0.1mm height layer: 1hour 28 min

Makerbot 0.2mm height layer: 46min

Makerbot 0.3mm height layer: 32 min

Whitebox 0.1mm height layer: 1hour 9 min
Whitebox 0.2mm height layer: 37 min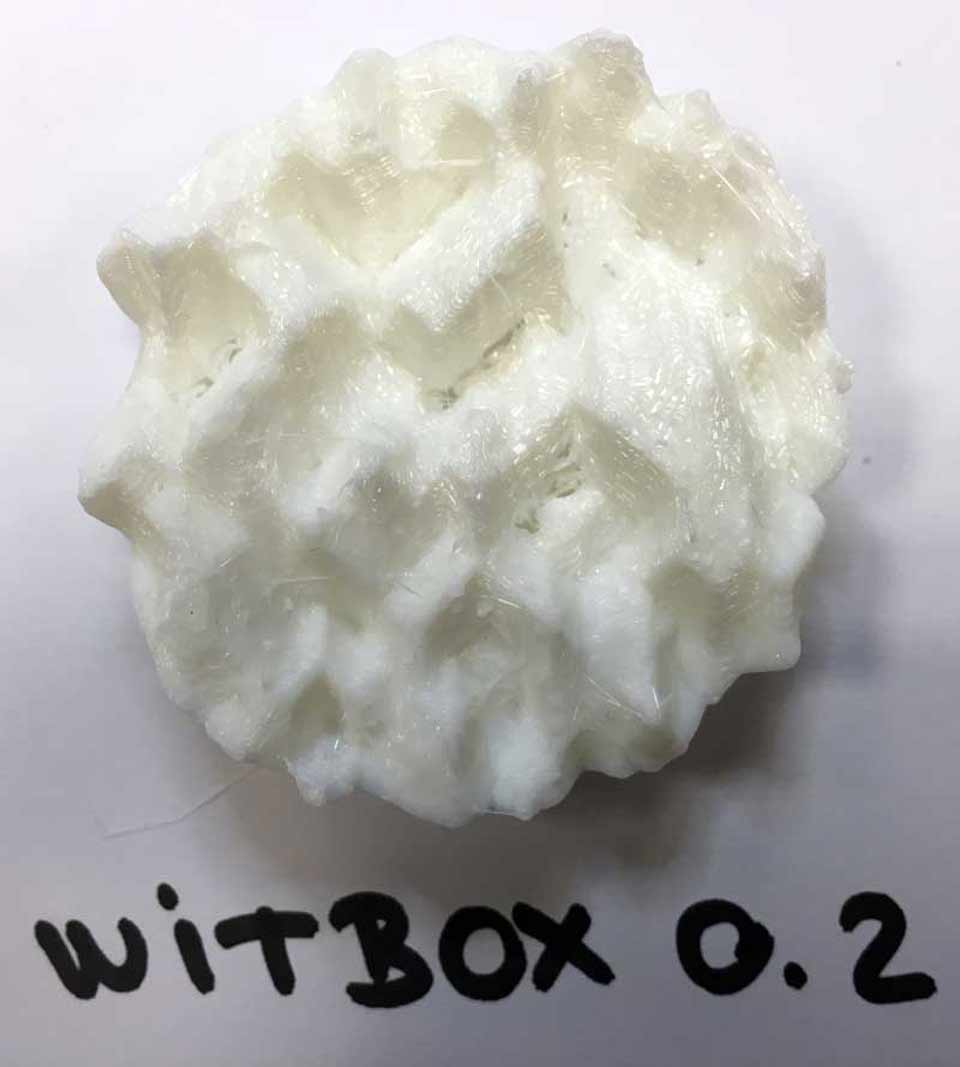
Whitebox 0.3mm height layer: 26 min
OTHER MATERIAL PRINTERS: Makerbot Replikator 2
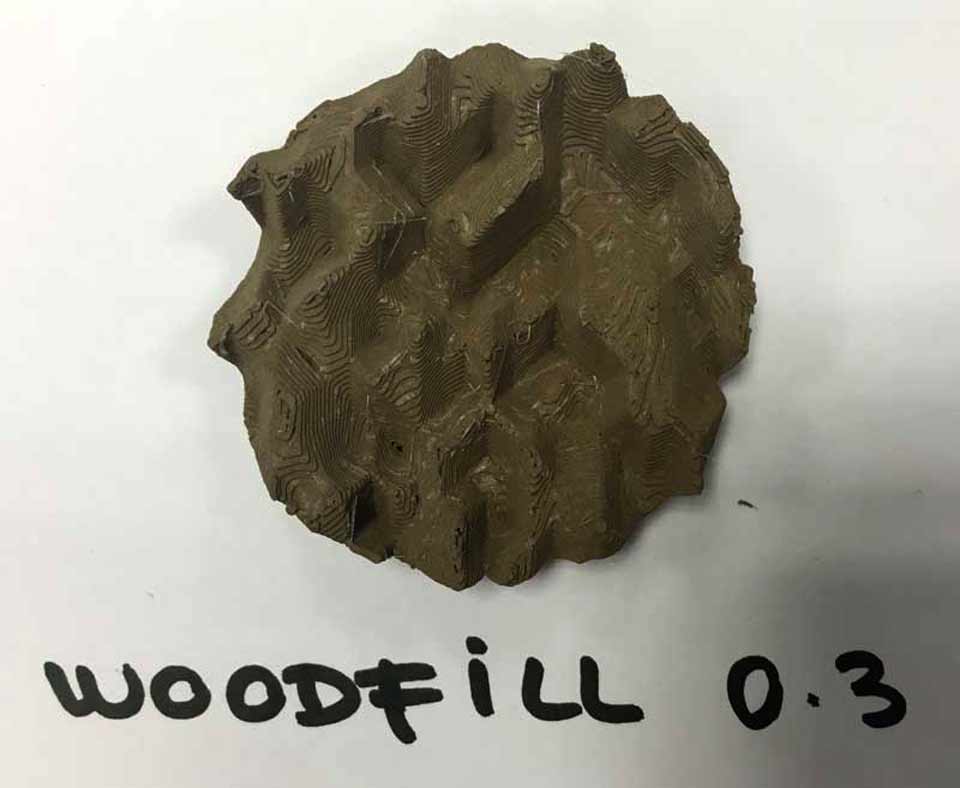
Now we tried with other materials: Ninjaflex and Woodfill. (flexible and wooden)
The ninjaFlex is a very weird material, it leaves a lot of dirt. The best way to print using ninjaFlex is almost with 0.2mm layers, the result is better. The piece is flexible and soft, it’s touch is similar to an anti-stress ball.
Woodfill is a nice material, but in my own opinion it’s not wood. It looks like a ceramic material. It senses heavy and delicate. The height layer is 0.3 (recommended by the manufacturer)



OTHER MATERIALS & PRINTERS
At the lab, we have other types of printers with different materials.
We learn about how to use the 3DSystems Projet 1000 (hard plastic, resin) and the Projet 160 (composite).
PROJET 1000, RESIN
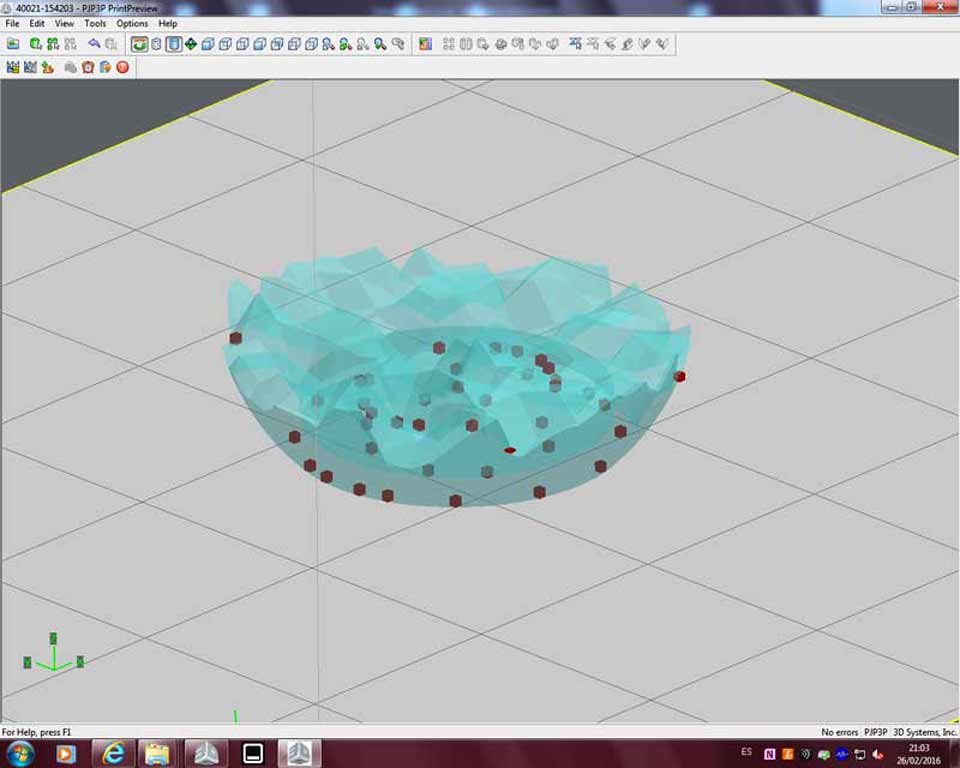
The way in which resing printing machines work is different from PLA printing. The method is Direct Light Processing (DLP). It manufactures a solid product from a pool of liquid resin. This is achieved due to a property of the material called photo-polymerization consisting on the solidification of an element when exposed to ultraviolet light. This process need suports, the program choose automatically choose where to put them.


After taking the piece out of the printer, to finish it, it needs to go through a chemical process: take out the excess of resin, wash it and harden it with UV light.
Removing the excess of material (5 min):

Washing with water (5 min):

Take the piece:

Hardening with UV light (40 min):

Result:


PROJET 160, COMPOSITE
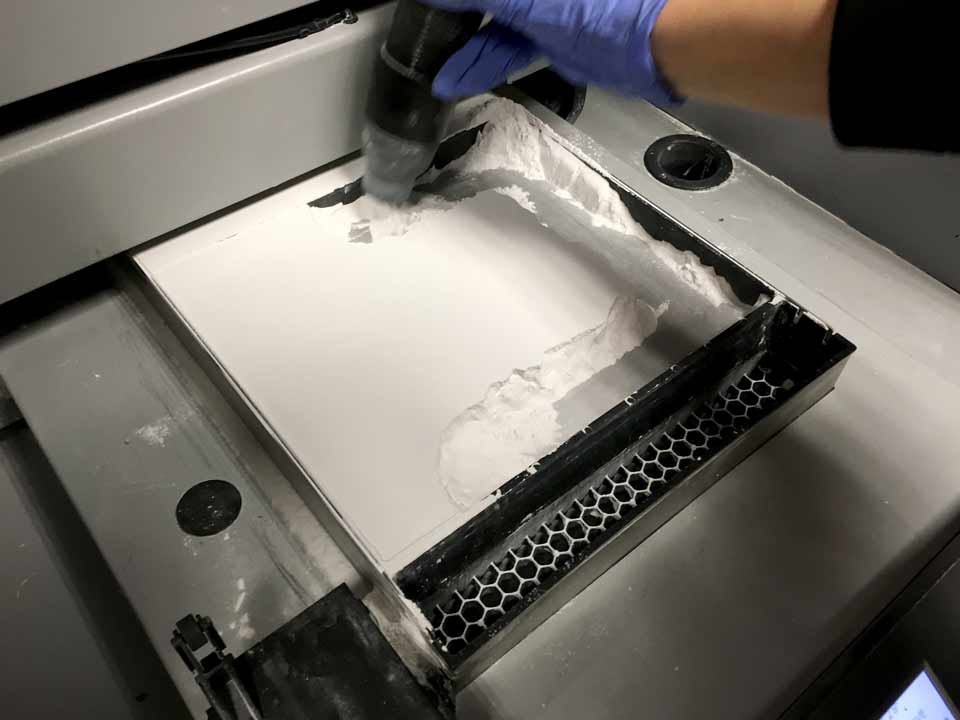
The composite printers work with a material in the form of “dust”, a powder, that reacts with a liquid material to harden it. This machine works with a bed of powder, in which a material that is deposited solidifies. After, the piece is removed as if it were a piece of archeology, cleaned and a binder is applied.
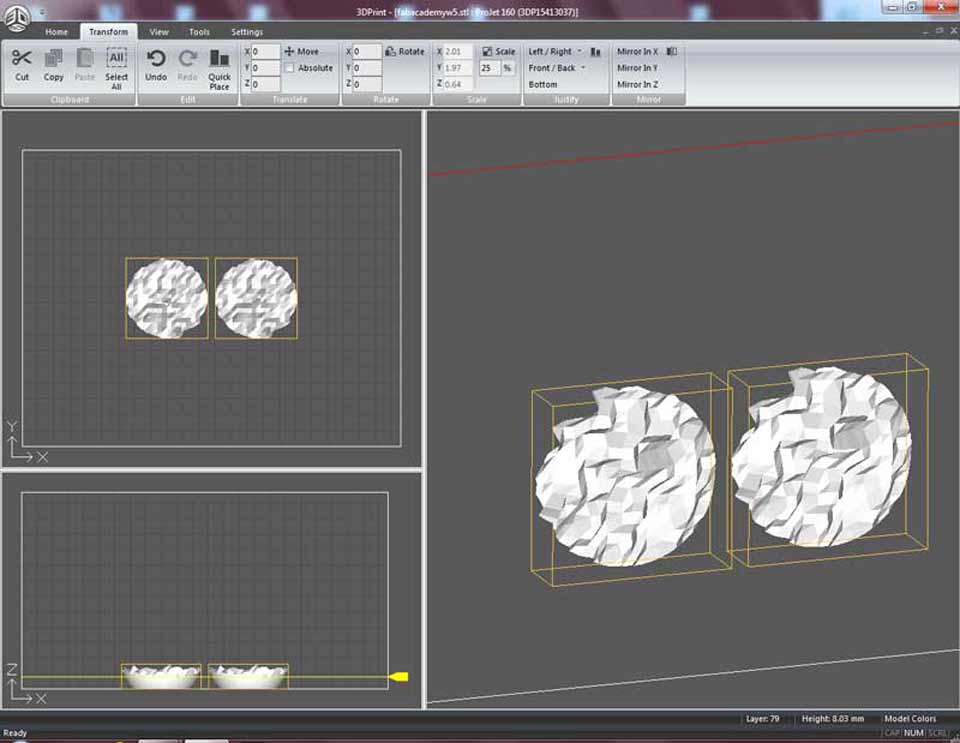
We printed the same STL model in two ways, solid and empty, to save material, it took 48 min:
Vacuum the pieces, after the pieces is blowed for cleaning in detail:
As we can see, the empty one was super thin and we removed part of the surface while cleaning it.

After cleaning them, it is needed to harden the pieces with an agglutinant component and let them dry.

Results:


ANGLE TESTS
We printed with the MakerBot a test piece to check different angles and to check the material’s behaviors From 20 to 70 degrees.
From 20 to 70 degrees.


ROBOT-ARM PRINTER
As a super-extra for this assignment, we were able to test how to print with an industrial robot arm. The project is part of a research developed at the Universidad Europea de Madrid, where our lab is located.
It is still being developed , but Adolfo Nadal kindly let us try it. It´s an industrial robot arm with a PLA extruder at the end. They work with Rinhoceros, and developed a script to export the meshes so that they were readable by the robot. , So far, it only prints continuous , so we decided to print the FabLab logo. It took almost 3 hours to print a 20x20x5cm piece.
Extrude by josereal on Sketchfab


Robot Arm Extruder #fabacademy2016 from Marta Verde on Vimeo.
IMPRESSIONS
3d printing machines are ideal for rapid prototyping. The powder printer is the one that gives better finishing and quality as its layer’s height is smaller and it is the only one that does not need printing supports. The resin printer makes the most more resistant pieces and PLA printer makes the most economical and customizable pieces as it lets you choose the amount of infill filler you have and weather if the piece needs supports or not.The pieces that we have printed in PLA looks fine, but the highest-quality-time for me is 0,2mm height. Is quick and the result is very fine. I only use 0.1mm height in pieces that requires a lot of precision.
3D SCANNERS
There are very powerful 3D scanners on the market. The scanner we have is very simple to use but has many limitations, it is like a Kinect hand. The problem with this tool is that it is not very accurate, but scanning speed, ease of use and price ($ 400) is quite good. From the FablabUE we have given many courses to school children around 4-17 years old and they can use it without having any previous knowledge of 3D scanning, with basic notions they do quite well.
What I have learned?
To make parts that cannot be produced in a subtractive way (as a cantilever) it is necessary to include extra support in PLA. The STL model we used on the Projet 160, with the inner void couldn´t be made by subtraction.
In addition, high-precision pieces 3D printing is a good choice as rapid prototyping can be achieved quickly and easily. The best way to make a mechanical prototype is with our powder printer because it is the most accurate one and no tolerance need supports.
UPDATE JUL 2016
DESIGN A 3D PIECE
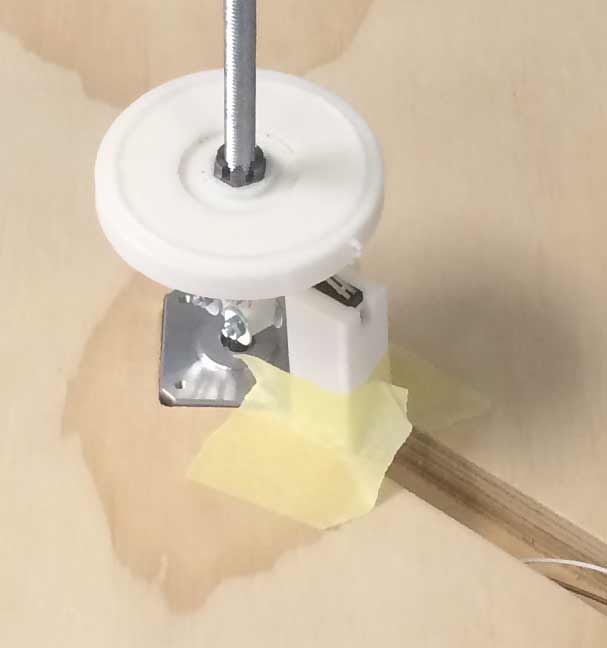
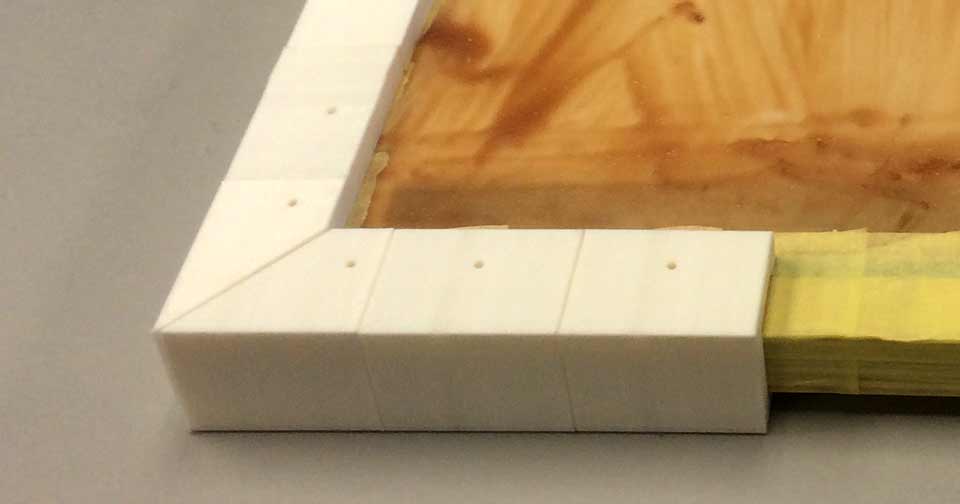
To complete the assignment I have to design and print a 3d piece. For my final project I have designed some 3d pieces. I have designed them with Rhinoceros. To make these pieces by a subtraction mode I need a 4-5 axis machine like a robot arm or a CNC with more axis. I prefer to make this in PLA because I do not need the piece to support much weight.
I have designed everything in Rhinoceros. There is one piece to hold the spindle, one to support the latex and two types of pieces to hold the latex on to the base.
To print them I have used the Makerbot Replicator 2 with 0,20 mm of layer height and 7% infill and I have not used raft.

more info in final project
3D SCANNING AND PRINTING |
|
Described what you learned by testing the 3D printers |
X |
Shown how you designed and made your object and explained why it could not be made subtractively |
X |
Scanned an object |
X |
Outlined problems and how you fixed them |
X |
Included your design files and ‘hero shot’ photos of the scan and the final object |
X |