Week 07 - Computer-controlled machining
Menu
CNC milling
For this week we will use a powerful CNC router (EasyWorker - Master Pro 2513)for computer-controlled milling. Unlike 3D printing, the milling process in subtractive and requires a tool. This process will a very high quality product, which is why it is commonly used in the industry. We have come across the milling process before, in order to manufacture circuits. In this case, we will built our own furniture, which require a bigger machine bed and a very stiff machine construction. Even though this technique is very powerful, it comes this some contraints. A design always has to respect the tools diameter and reachs, e. g. the tongue and groove design of press fits will mostly come in a "dogbone design" and the cutting depth is restrict in order to avoid collisions.
I will be designing my piece of furniture in Fusion. Our CNC router comes with a proprietary CAM software but of course, this process could be performed out of Fusion as well.
So, here are the tasks for Week 07:
- Manufacture something big
- Document the process
- Hero shot of the result
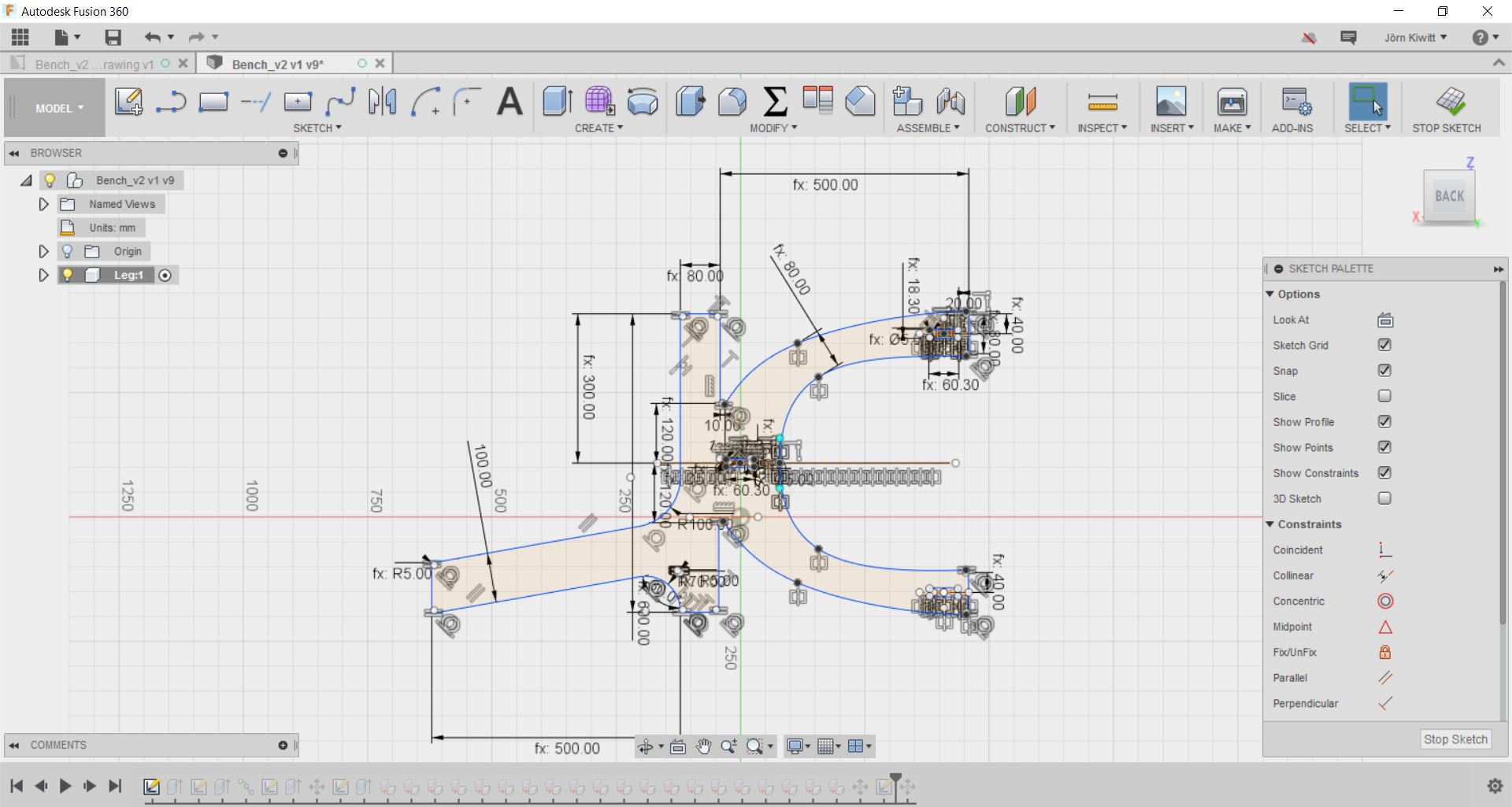
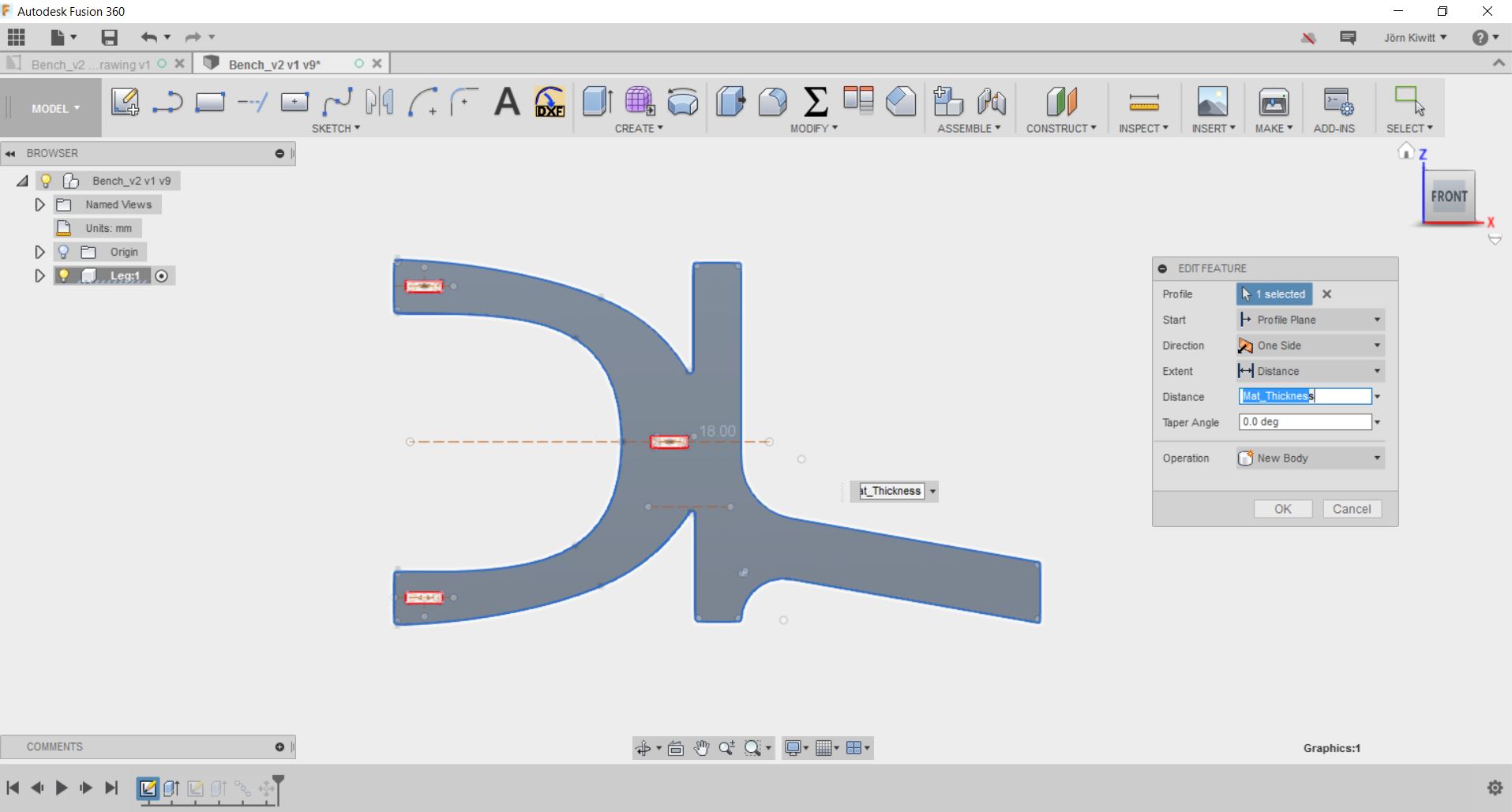
Designing the bench
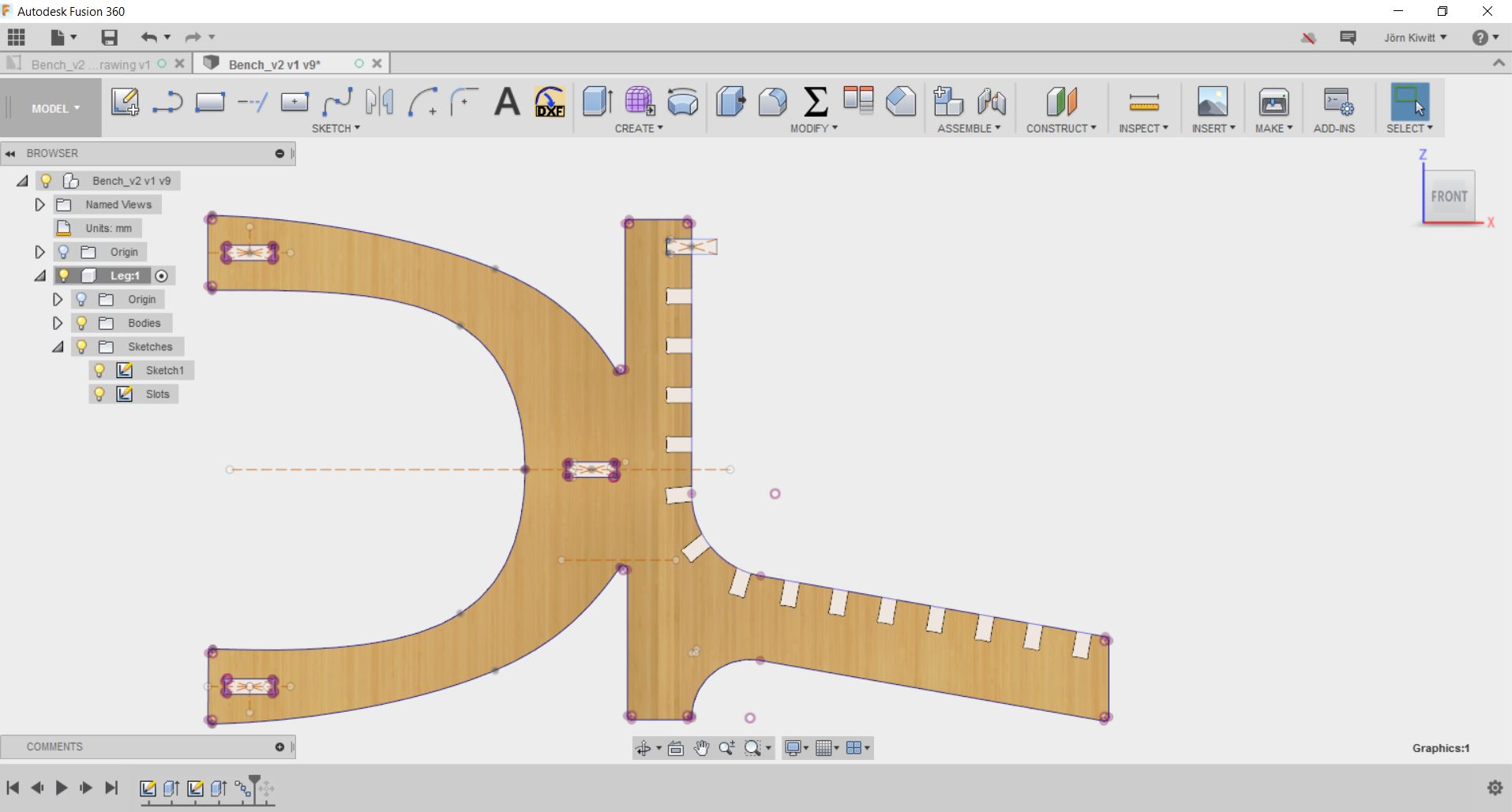
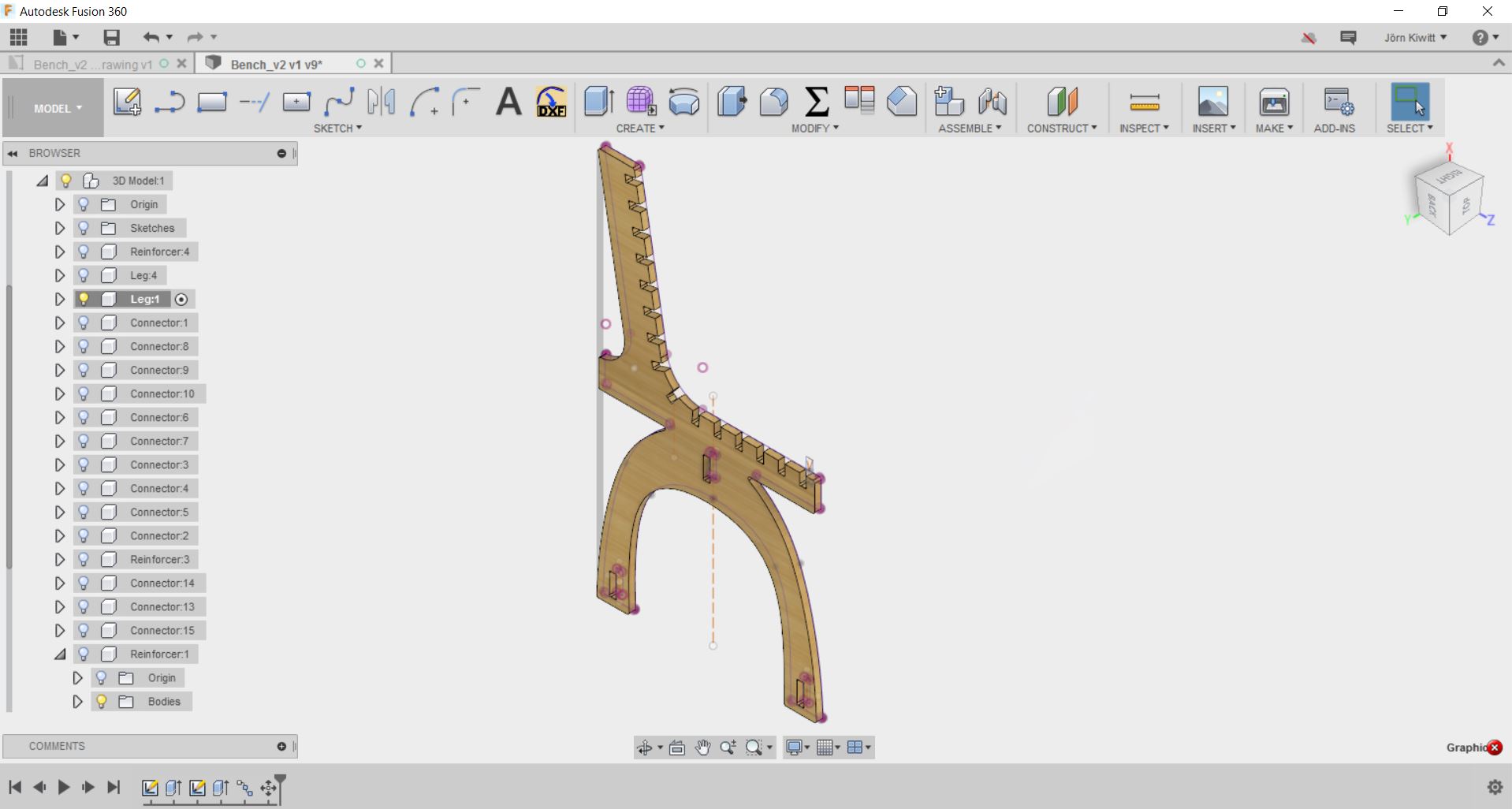
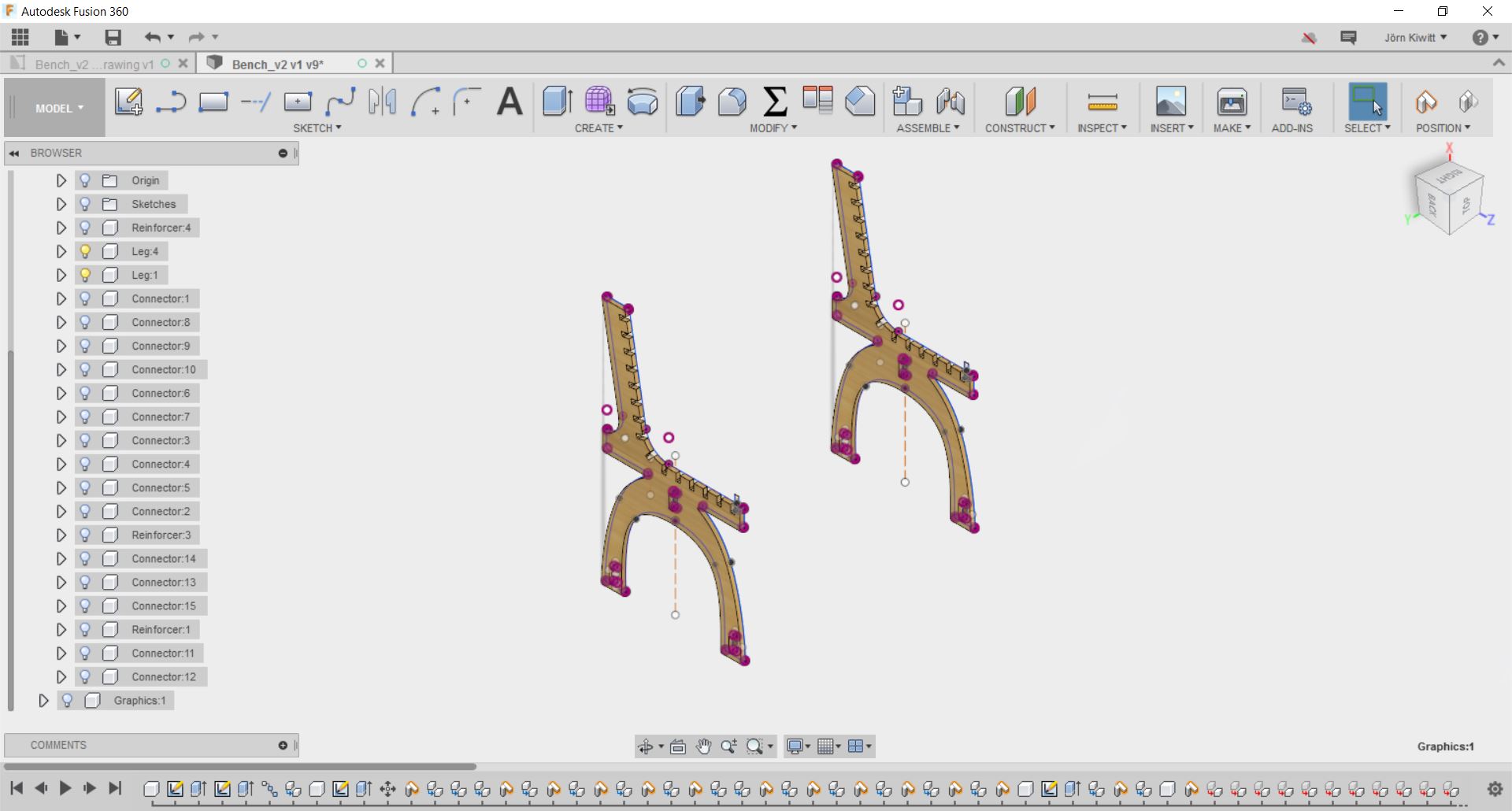
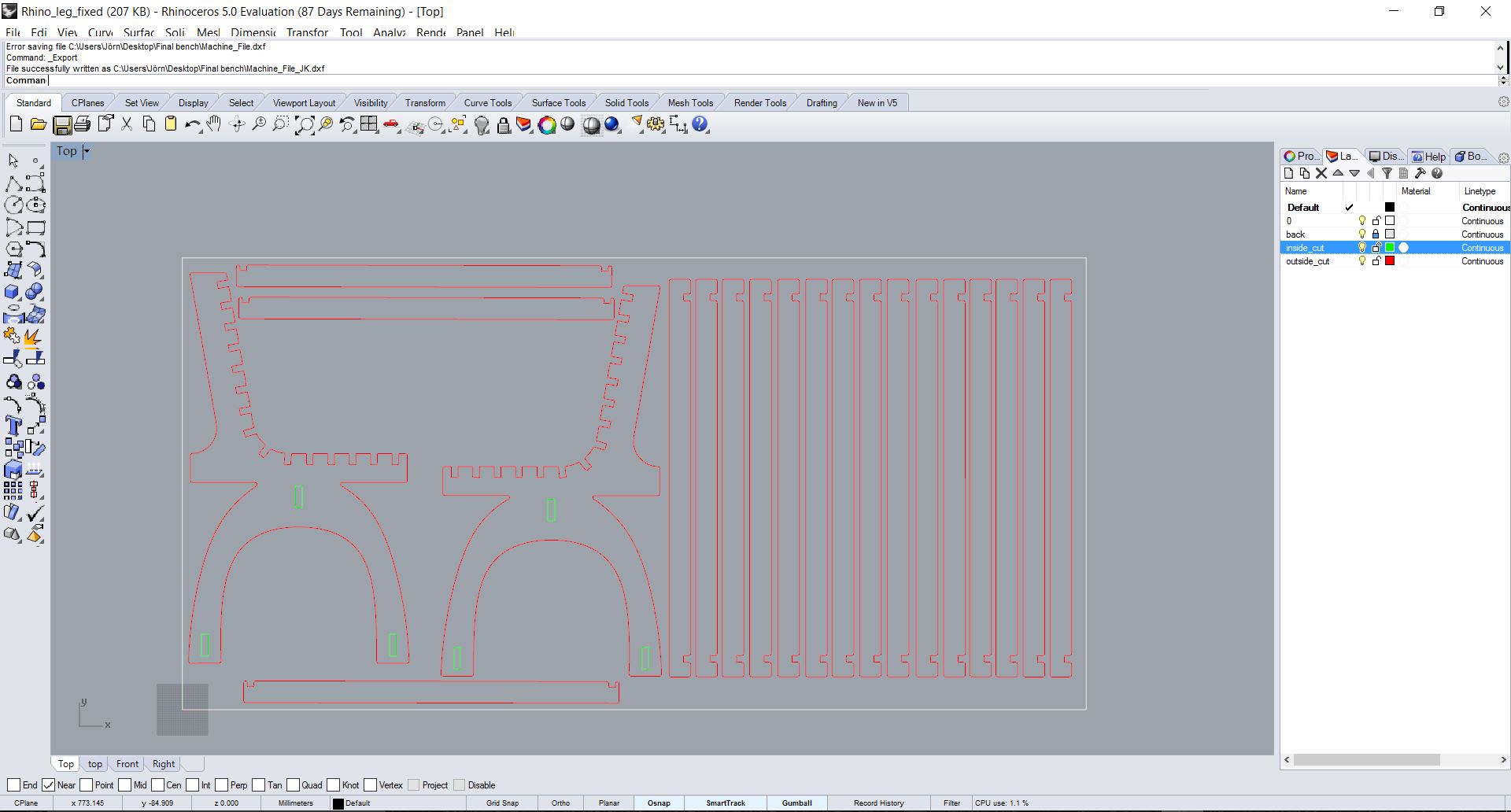
The idea was to design a bench, with has the silhouette of my initials (JK). The bench will consist of the two side part connected by threee reinforcing elements as well as 15 connectors to form the back and the seat
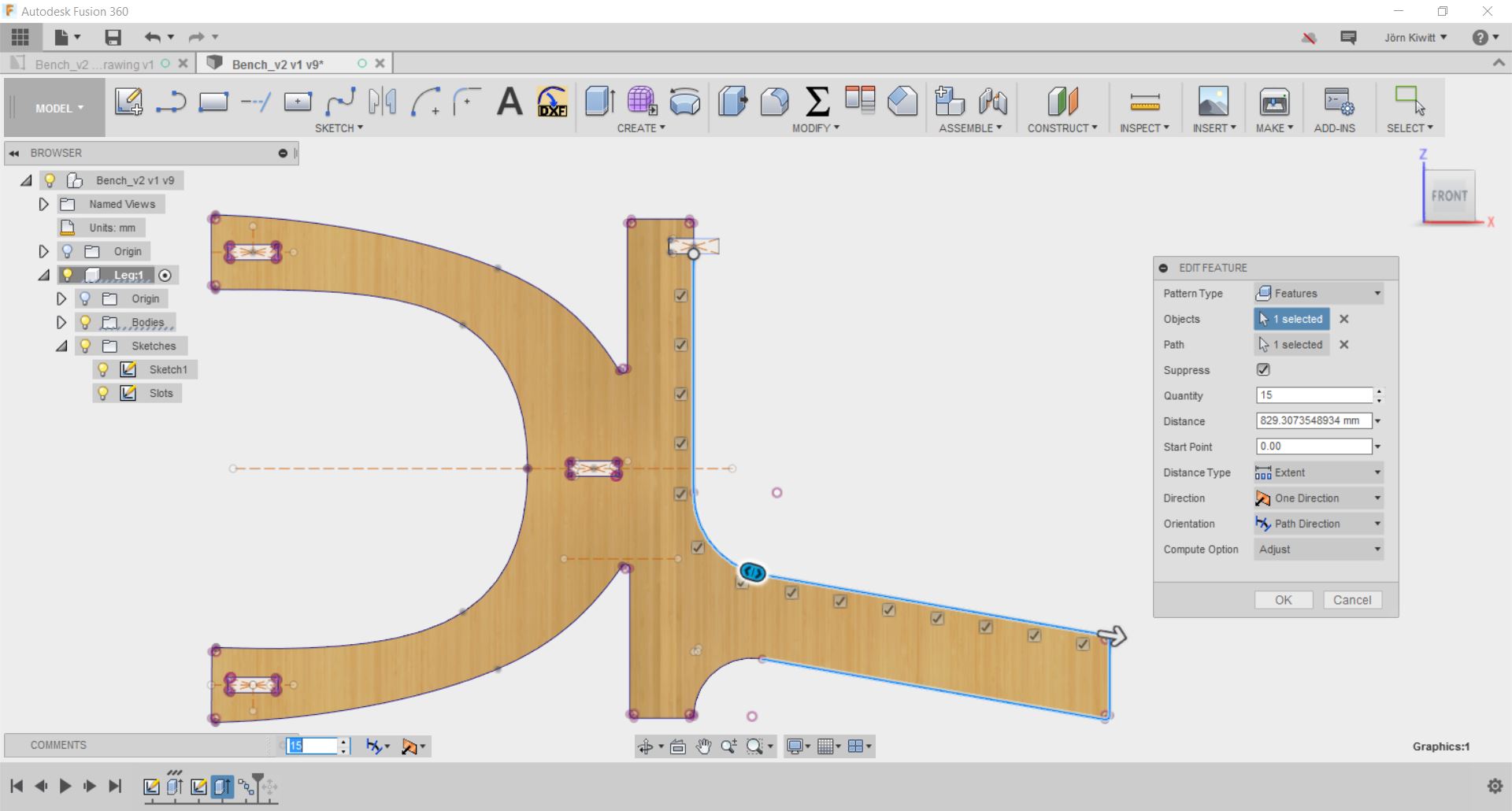


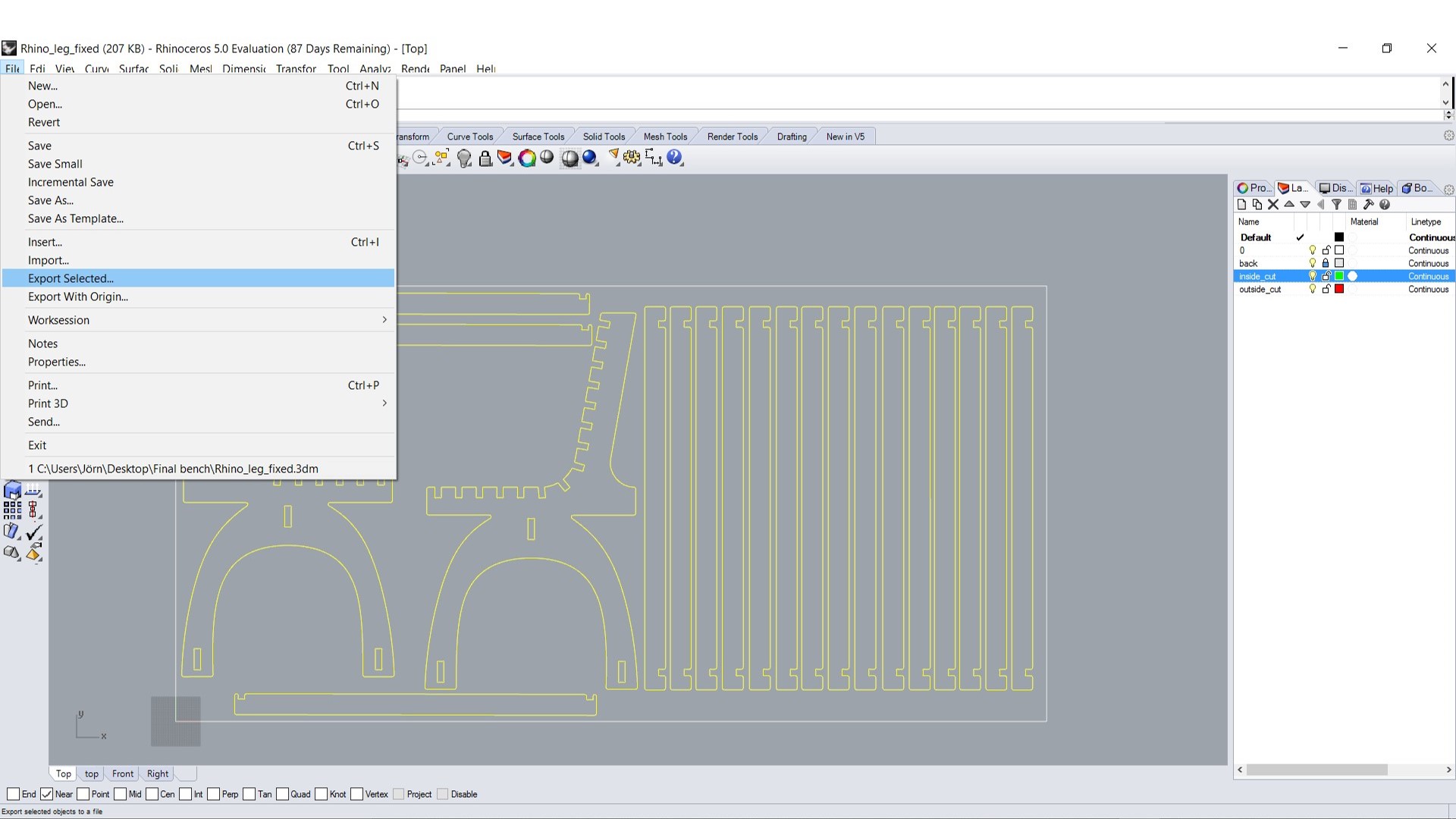
There are different option to export the file.


CAM preparation
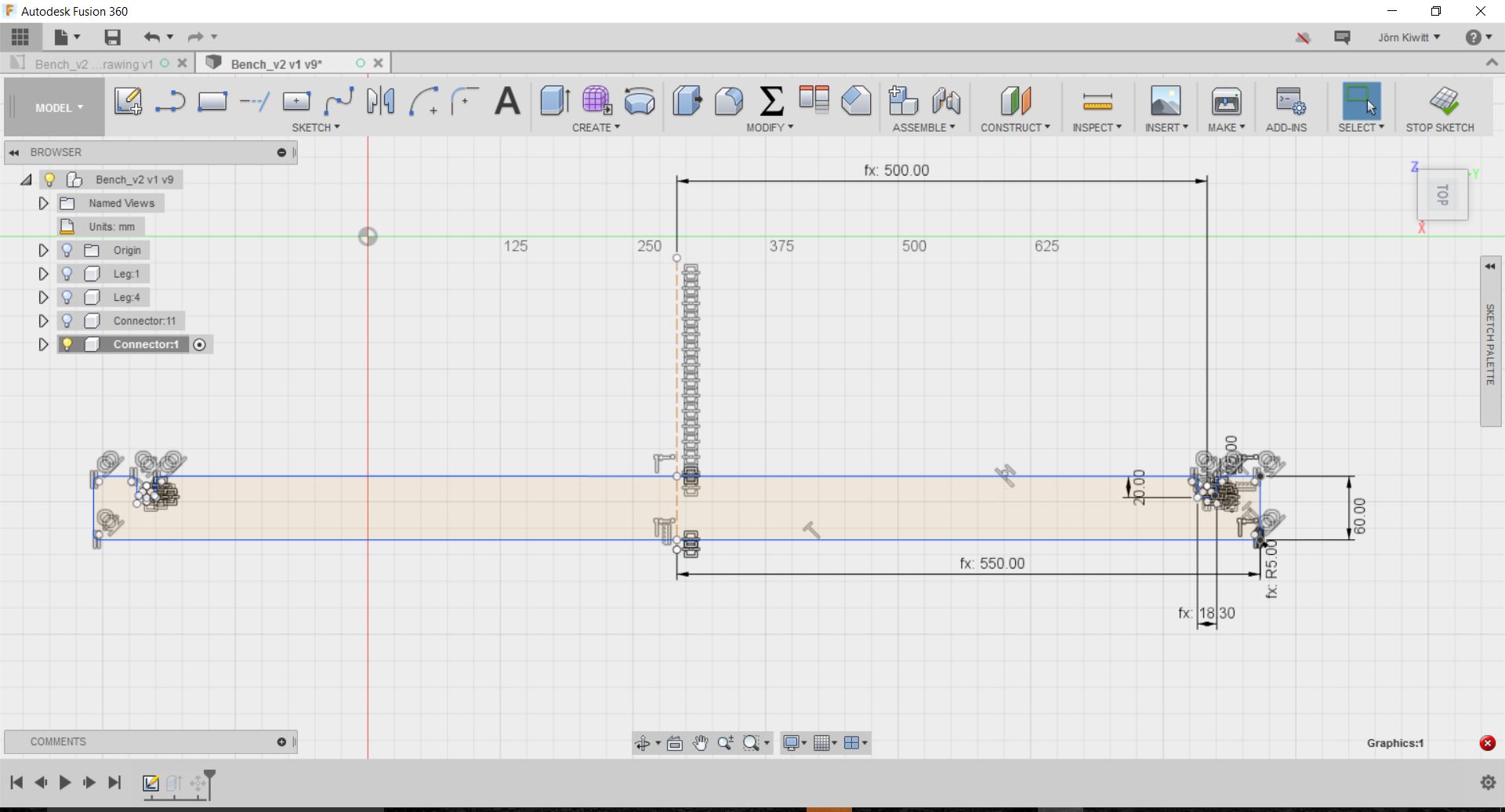
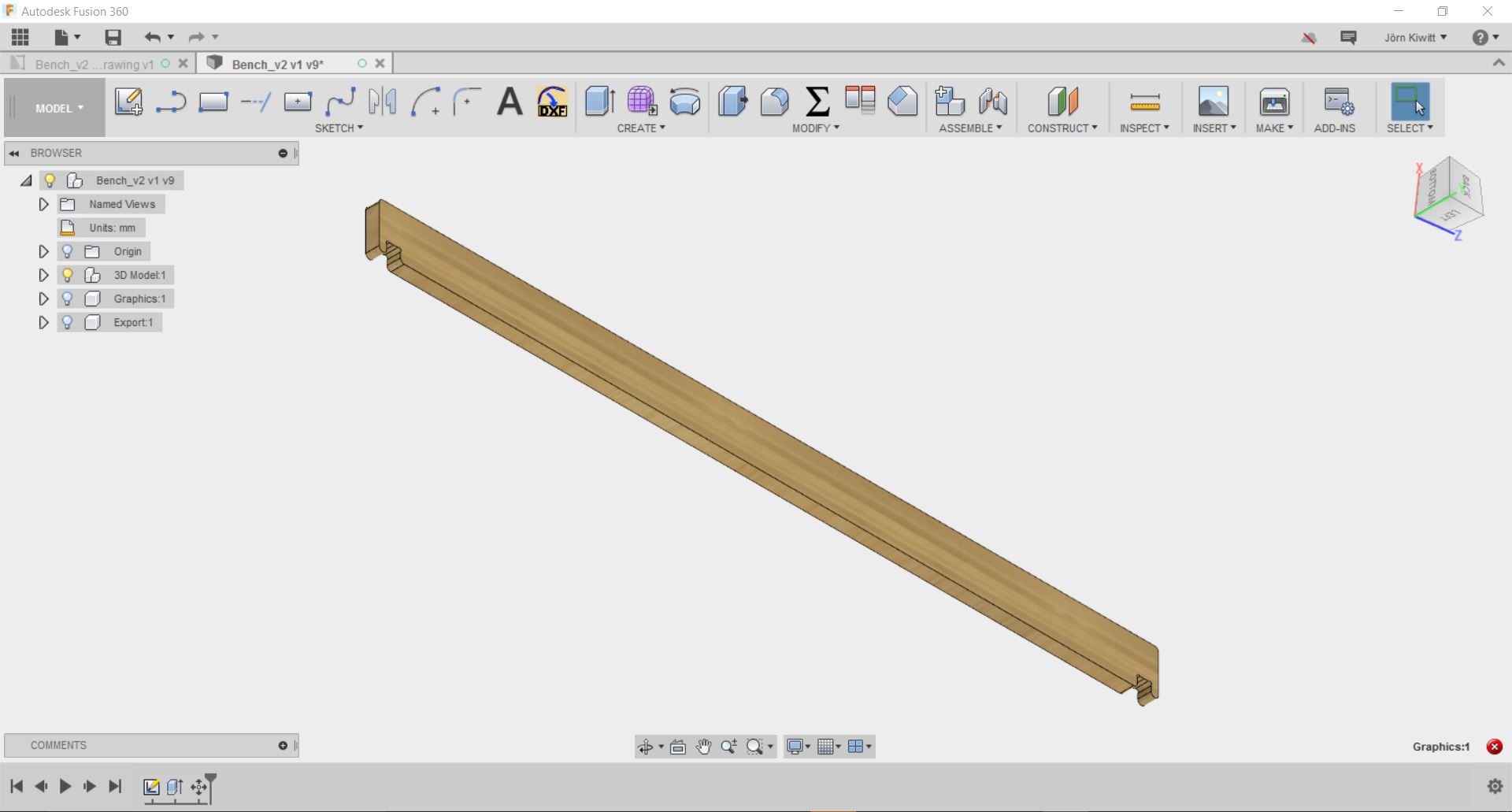
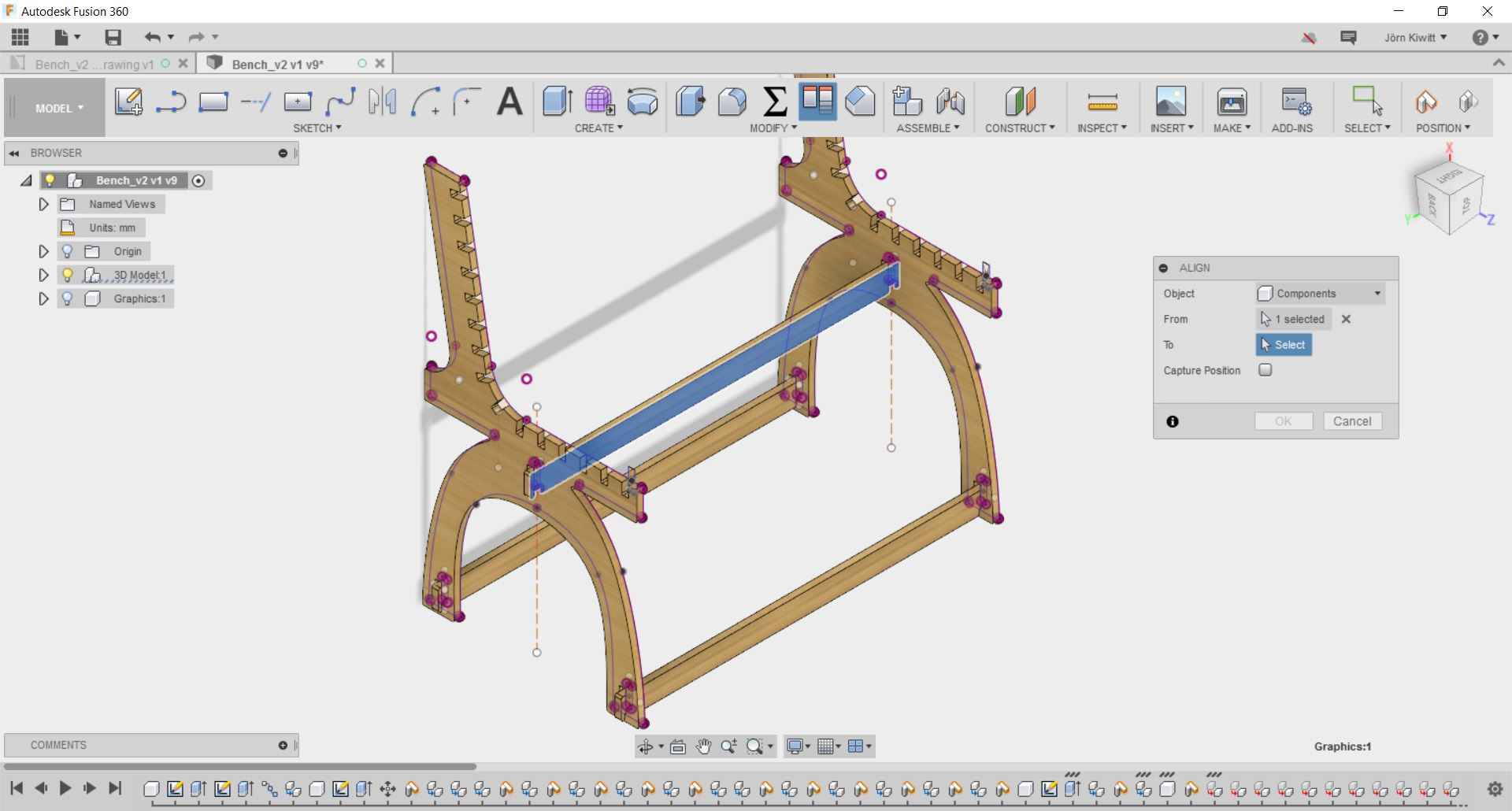
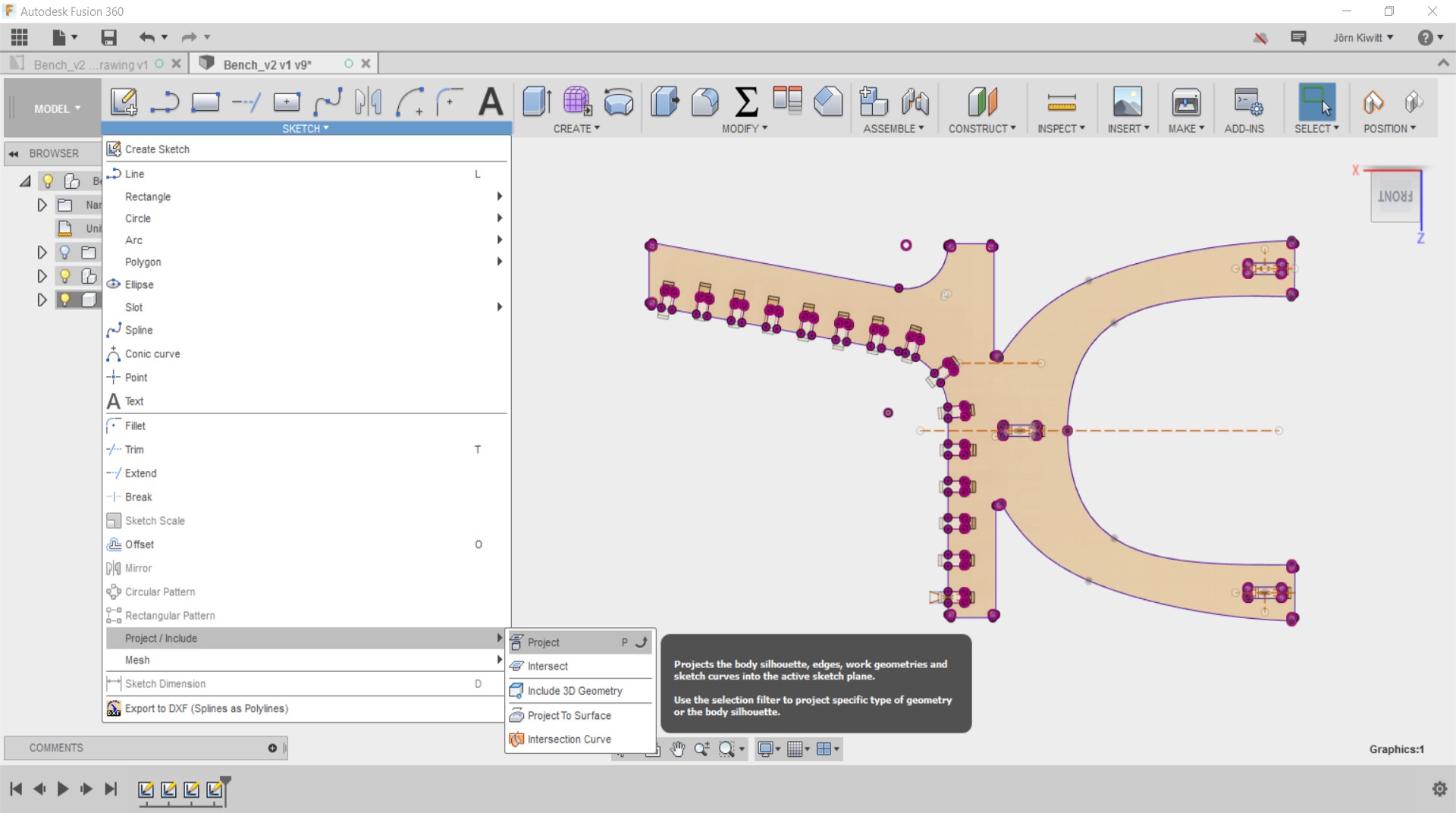
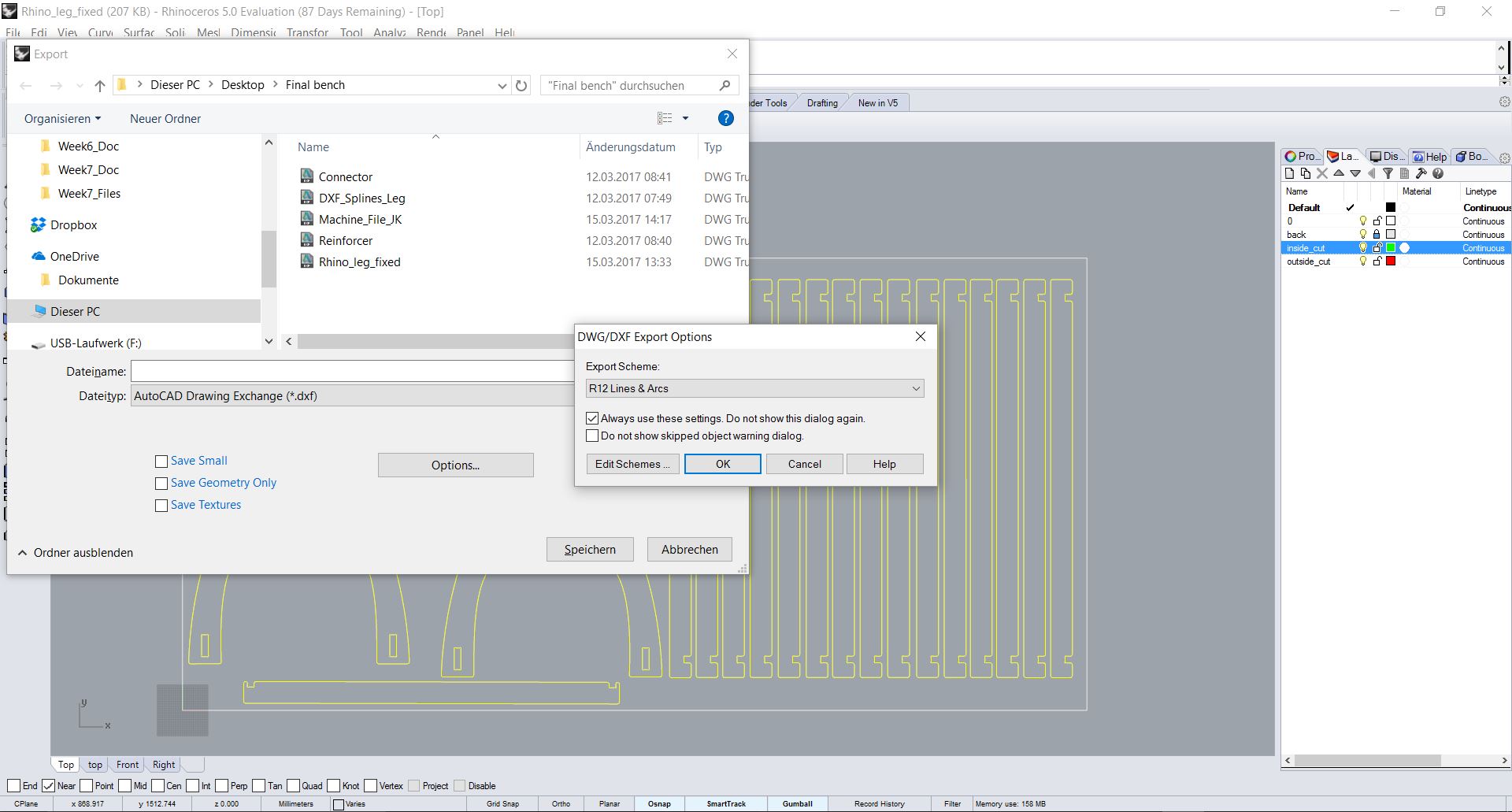
Some tweaking is still necessary in order to make the machining work. I used Rhino to remove double points and lines and completed the nesting operation. This cost me a lot of time to figure out as I did not worked with Rhino before and did not plant to. So, I tried all sorts of different tools from the internet. Initially, I laid a copy of each component flat in Fusion, using the align function. The nested parts were then projected onto a sketch and exported as a *.dxffile which the CNC router requires. I wanted to check the design in Inkscape but it could not visualize the splines of my model. So, I also tried create drafts from my parts using Fusion to export into Inkscape-compatible *.pdf files. Before I tried this, I also using a third party software called Kabeja to modify the broken *.dxf files for Inkscape.
To sum it up, I ended to export my three parts individually. My recommendation, the nesting can be done either in Rhino or in Fusion but some clean up should definitely be done after the export from Fusion. For this, my preferred option for this is Rhino. Join all curve elements, remove doubles and add internal and external elements to the respective layers.

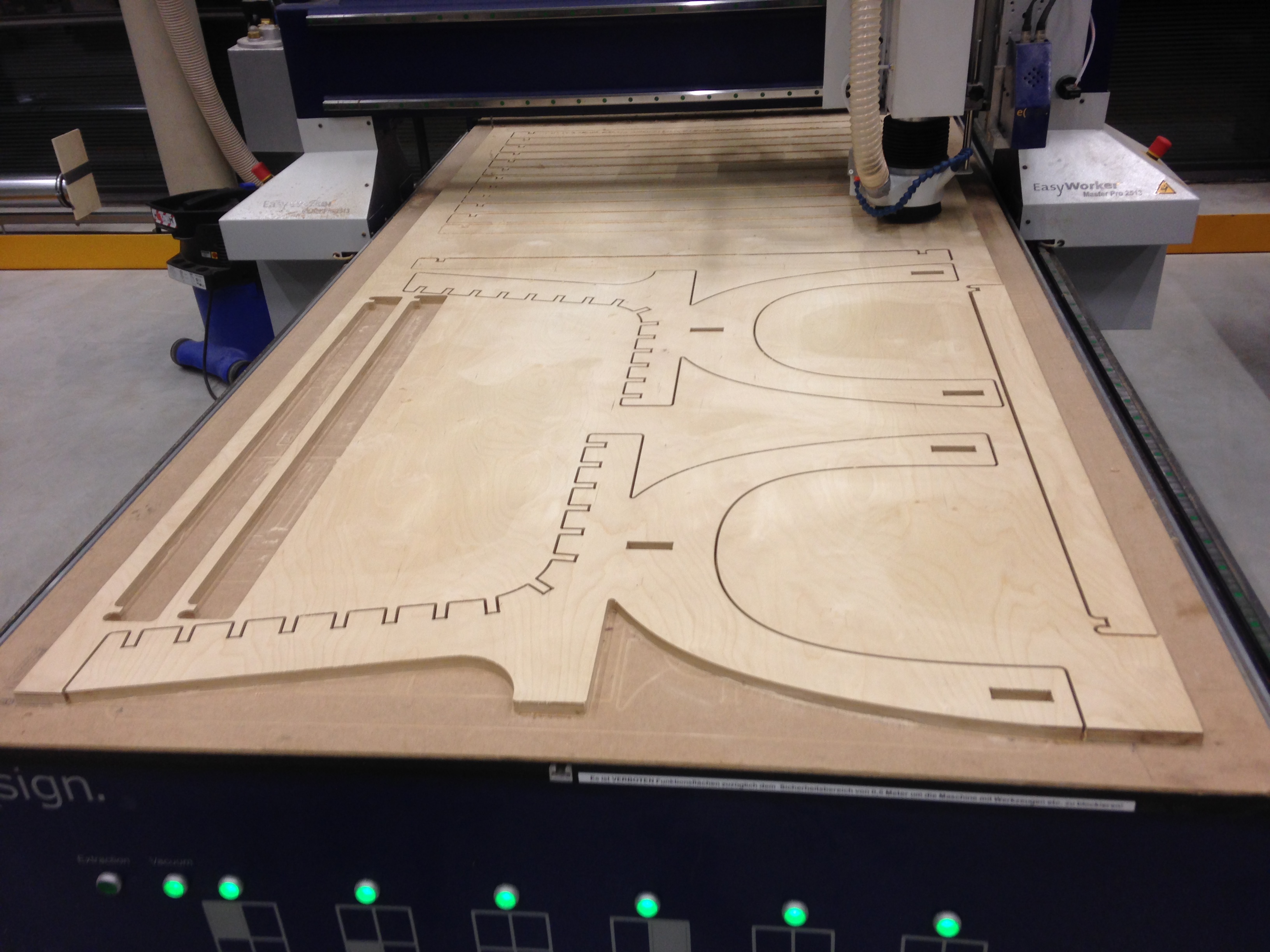
Bench production
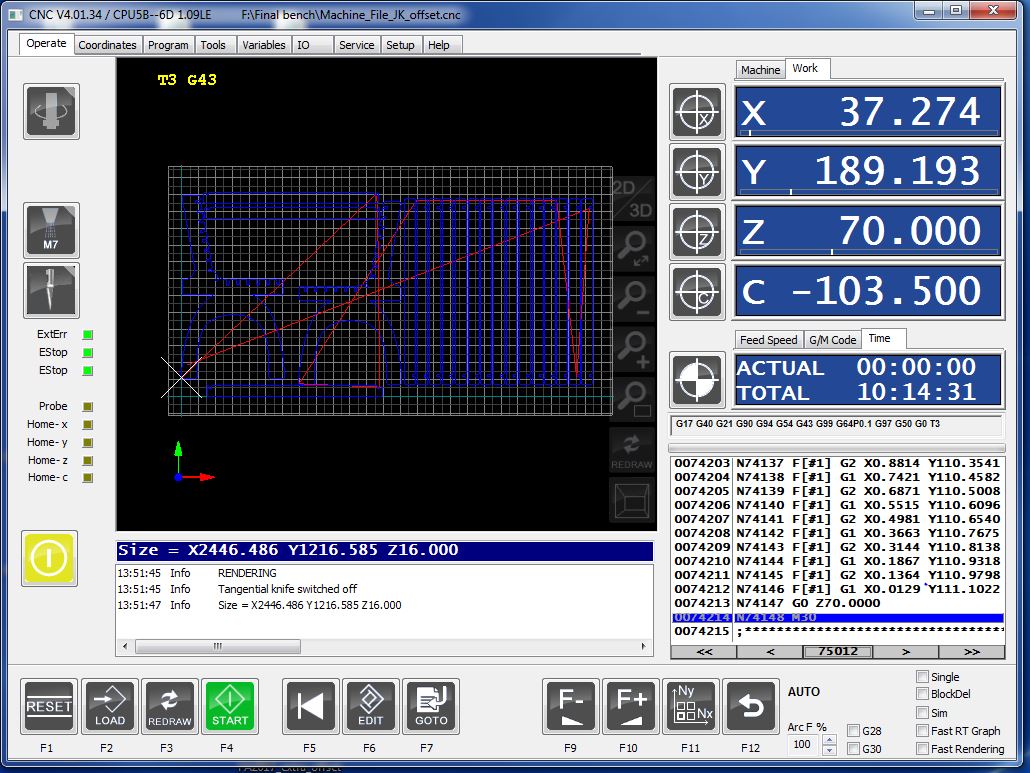
The production ran smoothly, but the job took about 8 hours in the end. I choose a 18 mm multiplex sheet for the job and placed it on the bed. After turning on the vacuum, the sheet was hammered on the machine bed with a rubber mallet to have it sucked down by the underpressure. The cut to right depth, the tool length has to be set as well. For this purpose, a measurement tool with a button is placed underneath the drill bit. After x and y axis are homed, z is set to zero by lowering on the button.



Now, the job can be launched. The 6 internal cuts are complemted in just a few minutes. The external cut, however, takes time. The tool cut a depth of 2.7 mm in each run, so that 7 runs are necessary to complete the cut. I used a FeedRate of 3000, a PlungeRate of 1000 and a SpindleSpeed 18000. The spindle direction is CW and tool diameter is 4 mm.


The final result:


I'm a hero!
