3D Scanning and Printing
Tasks:
Test the design rules for your printer(s) (group project)
Design and 3D print an object (small, few cm) that could not be made subtractively
3D scan an object (and optionally print it)
The design tool that I will be using for this assigment is  , as I mentioned before, I really love this software, and will try to explore and understand it deeper.
, as I mentioned before, I really love this software, and will try to explore and understand it deeper.
I decided to 3D print something that will actually be useful, and since I am working on my own Hydroponics project in the extra time, I decided to design and print a water splitter.
The reason for that is the water pump which I am using for the project. Because it is too strong, the water flow is actually damaging the plants inside the container, and is messing up all the root system. The idea of the water splitter is to lower the pressure, and split the water flow from only one nozzle, to 4 equal nozzles, and by this distribute the water flow equally inside the container and water the plants with the same amount of water.
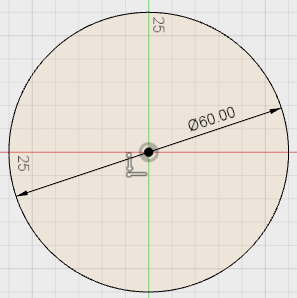
Because I see the future water splitter as a type of cylinder, I started my design by drawing a circle with a diameter of 60 mm. For that I make a New Sketch, choose the plane I want to work on, and use the Circle command
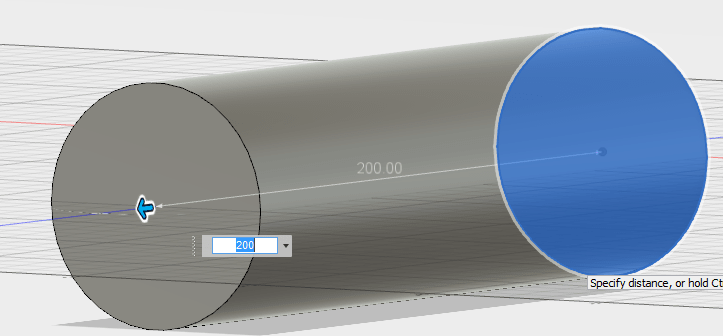
And then I want to extrude the circle and make the actual cylinder. I decided to make it 200 mm long, because the size of my container with plants is 250 mm, so I will place it somewhere in the middle. I go to Create menu and press Extrude, or just use the shortcut button E
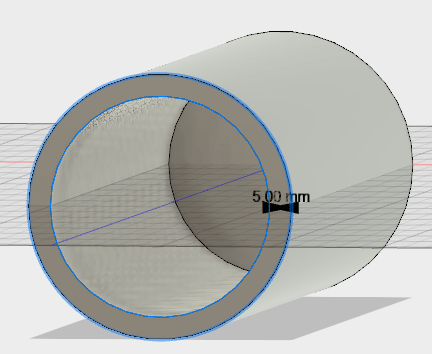
I need to make it hallow inside. Taking into account the water pressure from the pump, I will make the wall thickness of 5 mm, to make sure that the splitter will resist. I go to Modify menu, and press on Create Shell
Because the Shell command leaves the bottom face, I will do an extrude from another side of the cylinder in order to get rid of the back face. I am not sure if this is the smartest way to do it, but this is how I did it, and it works! I make an Offset of 5 mm and Extrude the new created face inside the cylinder.
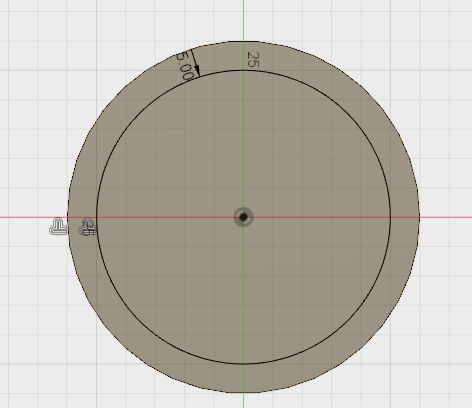
As a result I should get an empty inside pipe, with a 5 mm wall thickness!
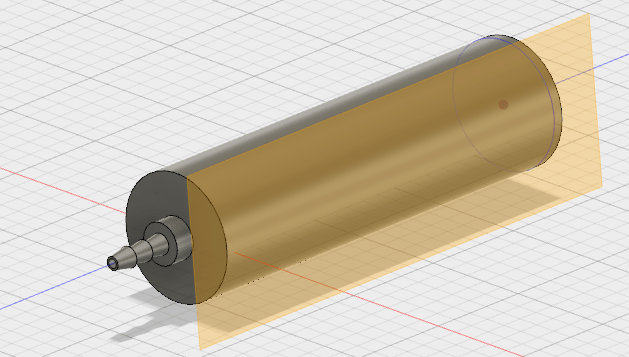
I want now to have a closed cylinder from both sides, that is why I make a sketch, choosing the plane to be the sides of the cylinder, and draw on top another cyrcle with the same diameter of 60 mm and then extrude it with 5 mm. As a result I get a closed cylinder, empty inside, with a 5 mm wall thickness from all the sides.
Next, I want to design a pipe connector. I will place it on one of the bases of the cylinder.
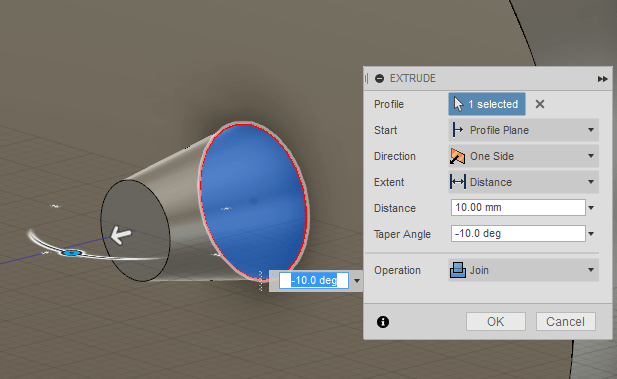
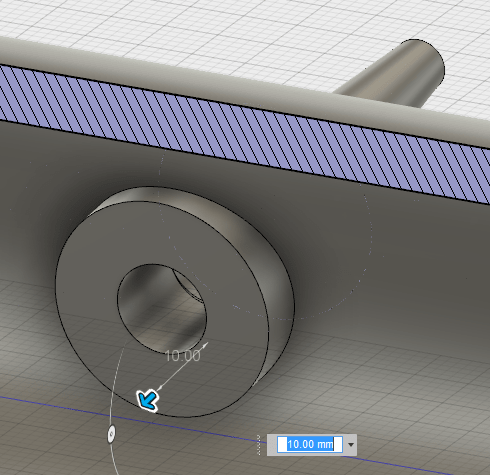
I measured the inside diameter of the pipe that I am using, which is 9mm, that is why I will make the connector with the diameter of 10 mm so the connection will be strong, and the water will not spill. I will also design it in a special shape, Tapper angle - 10 deg., which will allow to easily connect the pipe, but will be hard to remove it. By this I will be sure that the connection will not break due to the water pressure.
While I was drawing the little connector shapes, I thought that it could be a little weak at its basement. I decided to add a little support by adding kind of base with a bigger diameter. It looks like this:
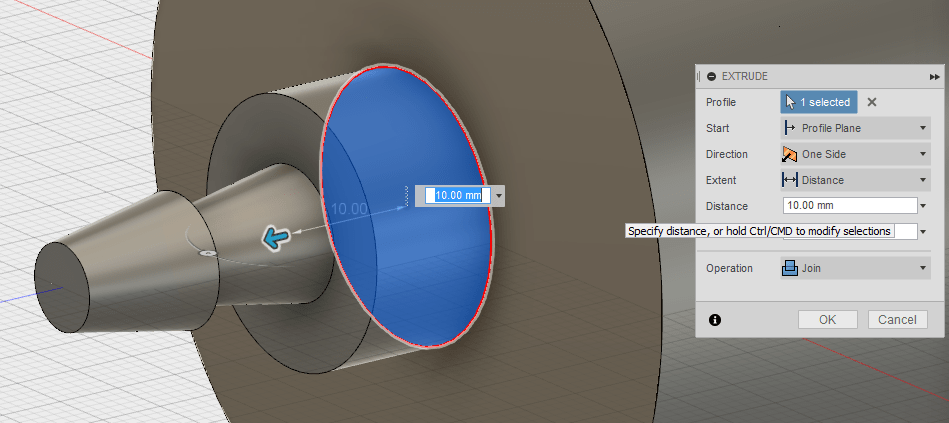
I just drew a circle with the diameter of 20 mm, and extruded it by 10 mm.
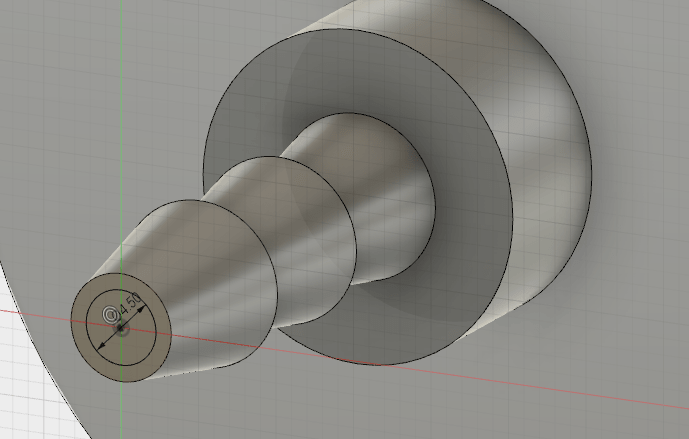
After I drew the little connector shapes, I have to make the actual hole that will allow the water flow inside. I made a Sketch choosing the last shape as a plane, and drew a circle 4.5 mm diameter. I did not make it bigger to assure that the wall thickness is enough to resist the water pressure.
End then I extruded this circle inside the empty cylinder
When the main connector is ready, the one that will be used to stick the pipe and the water pump, I have to draw the exit nozzels. I will make them on the side plane. I go to Construct menu, and choose Tangent plane. After this step, I can draw a sketch on this plane.
So first, I draw a small circle with 20 mm diameter. After this, I select my circle, go to Sketch menu, and press on Rectangular Pattern. This command will create a pattern of these circles. I have to mention the number of circles, 4 in my case, and also the distance. This is how it looks:
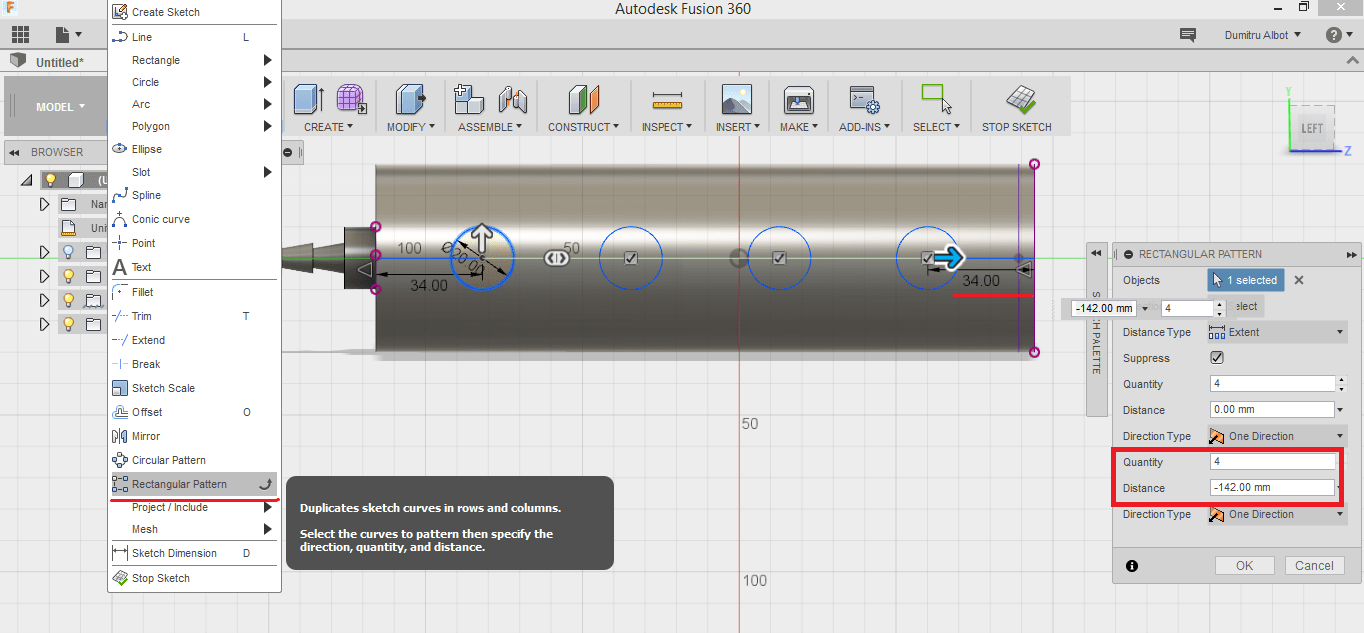
The cool part about this is that I just have to drag the arrow, and see how the pattern is created. In order to know till where to drag the last circle, I drew a line in advance on the oposite side, with the same distance as it is from the initial edge until the middle point of the circle. In my case it was 34 mm.
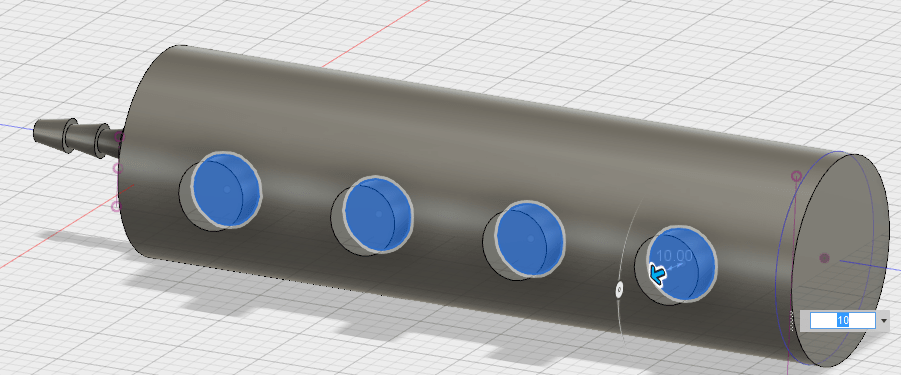
And now I give the nozzels actual dimension. I extrude the circles by 10 mm. This will be the base, which is designed to increase the strengh.
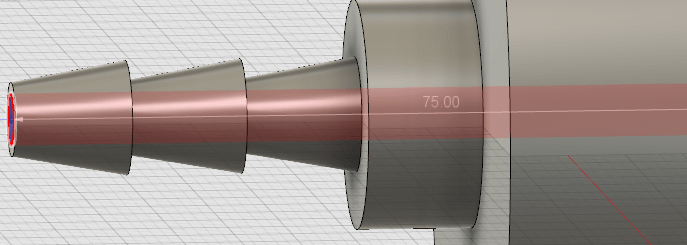
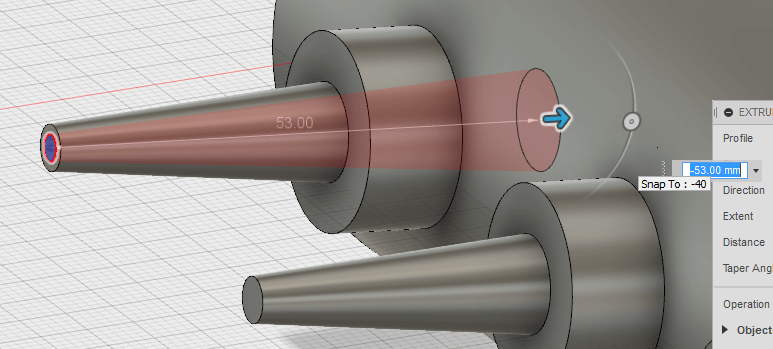
I create a new sketch on top of this base, and make a smaller circle, which I then extrude by 30 mm, with an angle of 5 deg.
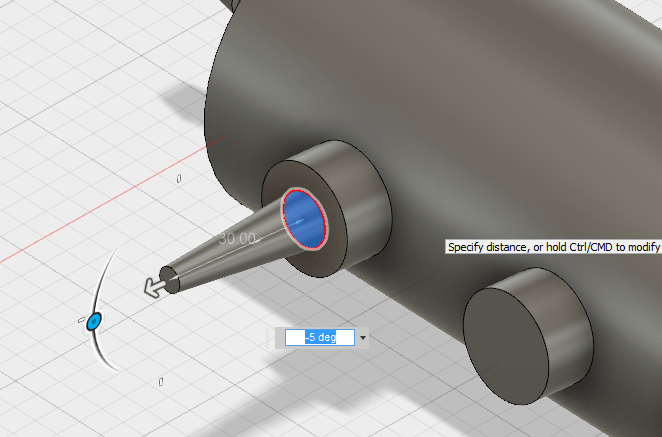
And now I make the hole, by drawing a smaller circle, and then extruding it inside the cylinder. I use a 2 deg. angle to broaden the area of the water flow.
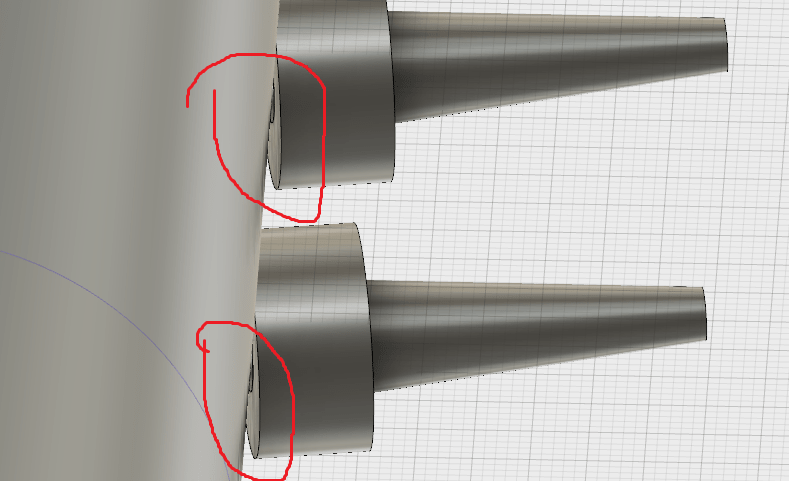
When I was almost ready to proceed to slicing, I noticed a little mistake. I did not keep track of the rounded shape of the cylinder, and drew the nozzles on a rectangular plane.
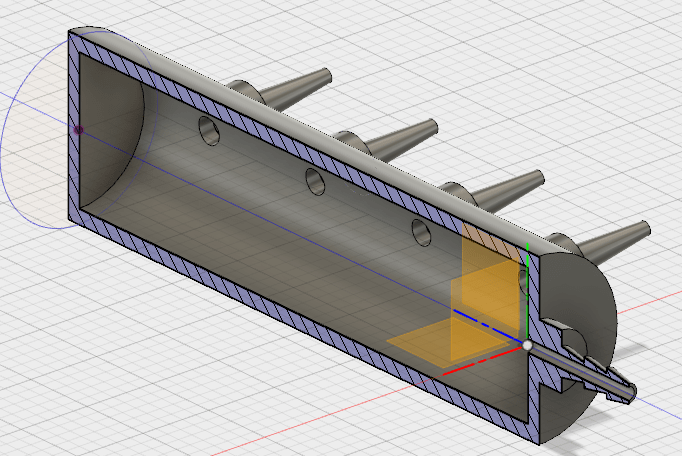
In order to fix it, I had to go inside the cylinder. I go to Inspect menu, and choose Section Analysis. Then I choose the plane which I want to hide.
When I have acces to the inside of my cylinder, I just extrude the nozzels in a way that the whole shape is inside.
And now I can just delete the unnecessary part which is inside. This is how it looks:
Another thing which I faced right before printing, is the shape of my cylinder will not allow me to make a good print without adding any supports inside. But the problem is that I do not need support inside because I will not be able to remove it. The solution which I came with was to make a slight fillet on the top base:
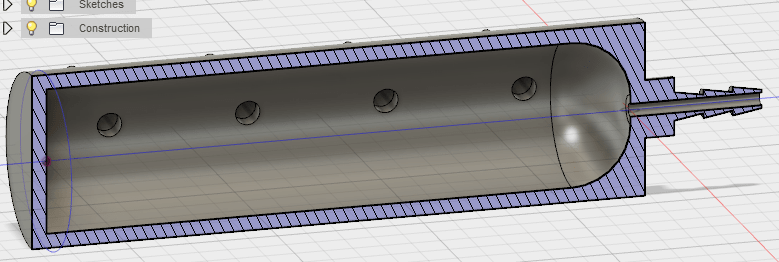
This is how my final design looks like:
And now Let's Print It!
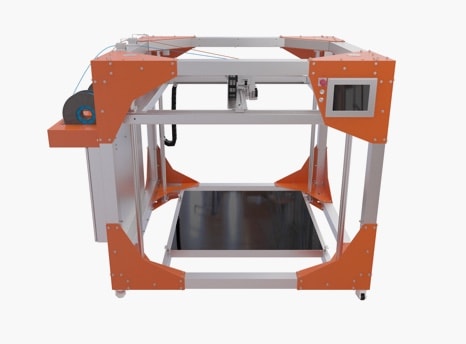
I can proudly announce that the printer which I will be using is called BigRep 3D Printer, only available in our FabLab Kamp-Lintfort. It has a capacity of one cubic meter, and provides the largest FFF build volume for professional and industrial use.
I mostly chose this printer for testing purposes.
The slicing software which I use is  , one of the most advanced slicing tools, in my opinion, with a lot of configurations and options.
, one of the most advanced slicing tools, in my opinion, with a lot of configurations and options.
I do not think that there is a right and a wrong way to print something, you just have to play with the settings until you find the best options for the specific object to print.
Because this printer is new, there are not too many testings made. So, I had to experiment with the settings, and try, try and again try...
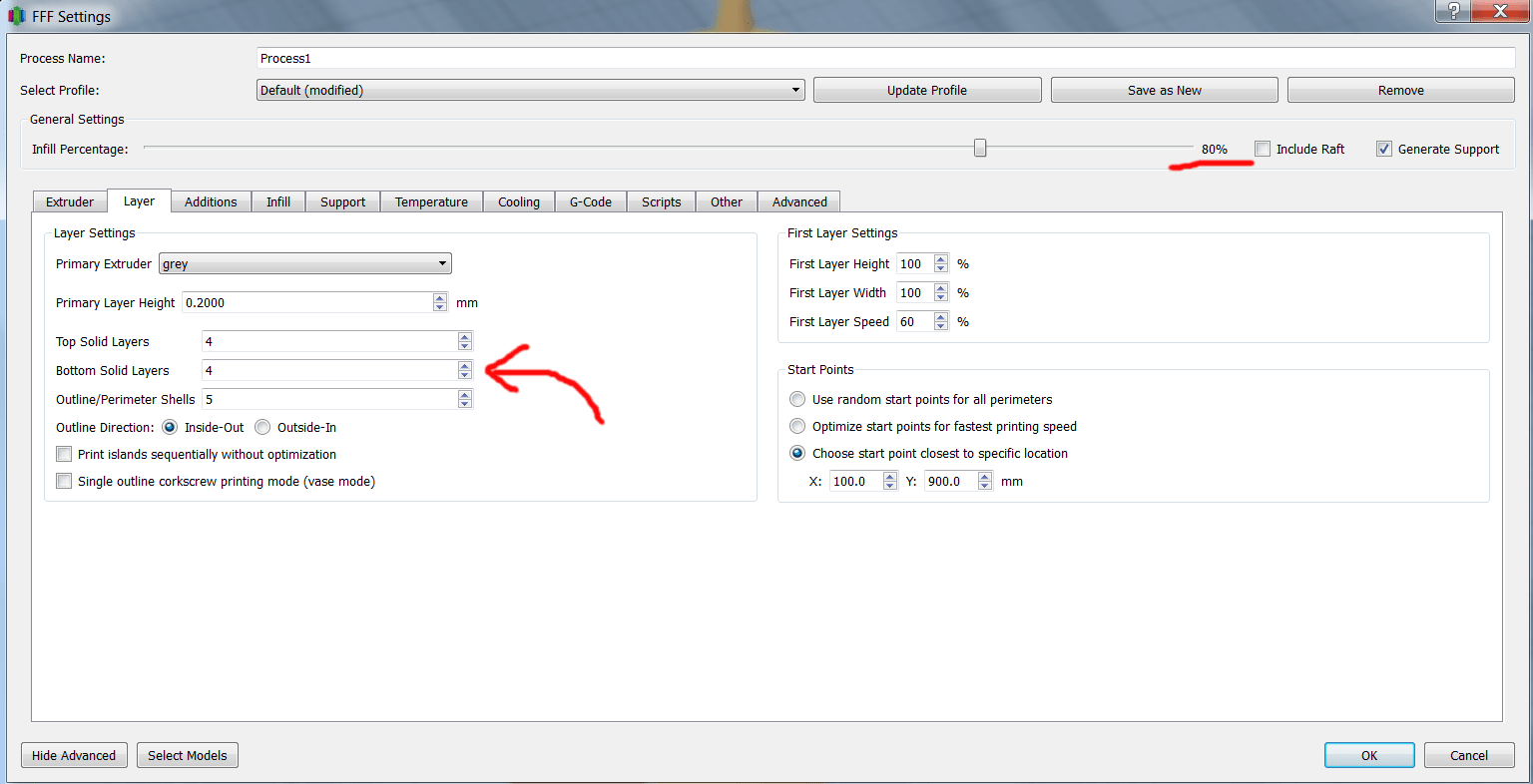
I will show bellow the settings that I will be using for my water splitter print, but some of them are intuitive.
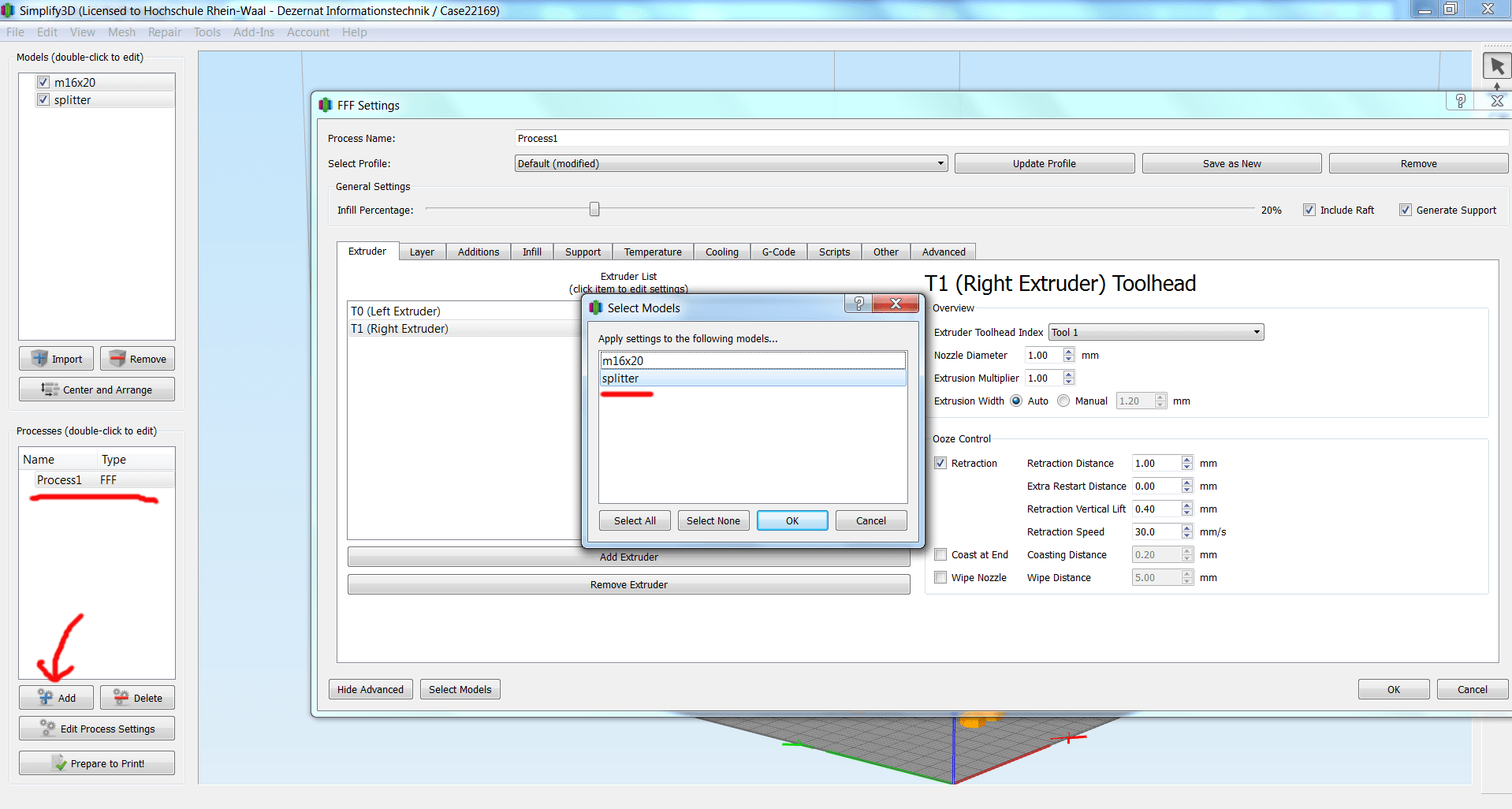
Because we launched two jobs simultaniously, I had to configure the settings for each object separately. I press on Add Process and in the appearing window I choose the model I want to use. Also I choose the Tool1, because the BigRep Printer has two nozzels with two different filaments in our case, I have to specify which nozzel I want to use, as well as the nozzle diameter and the rest of the settings.
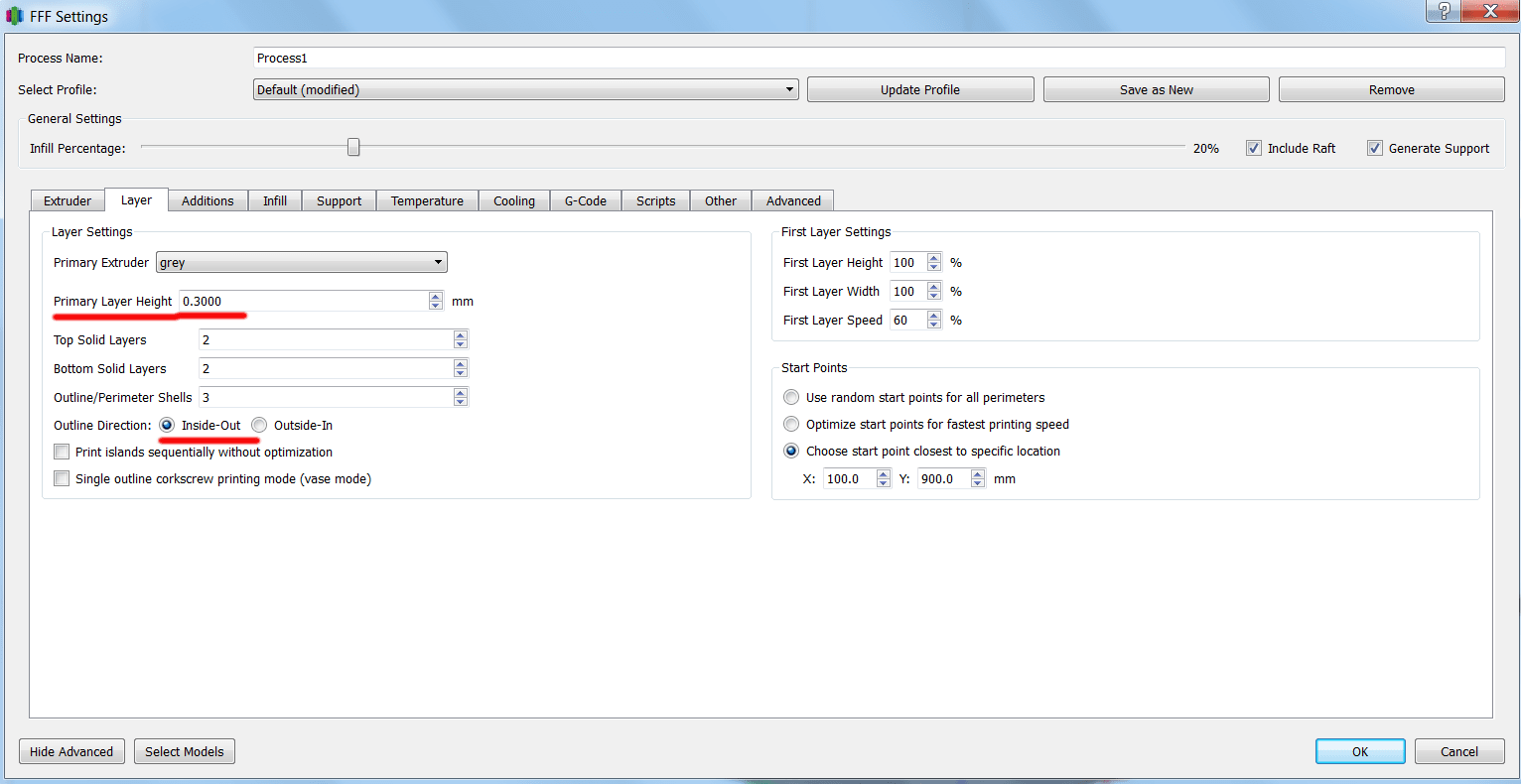
Layer:
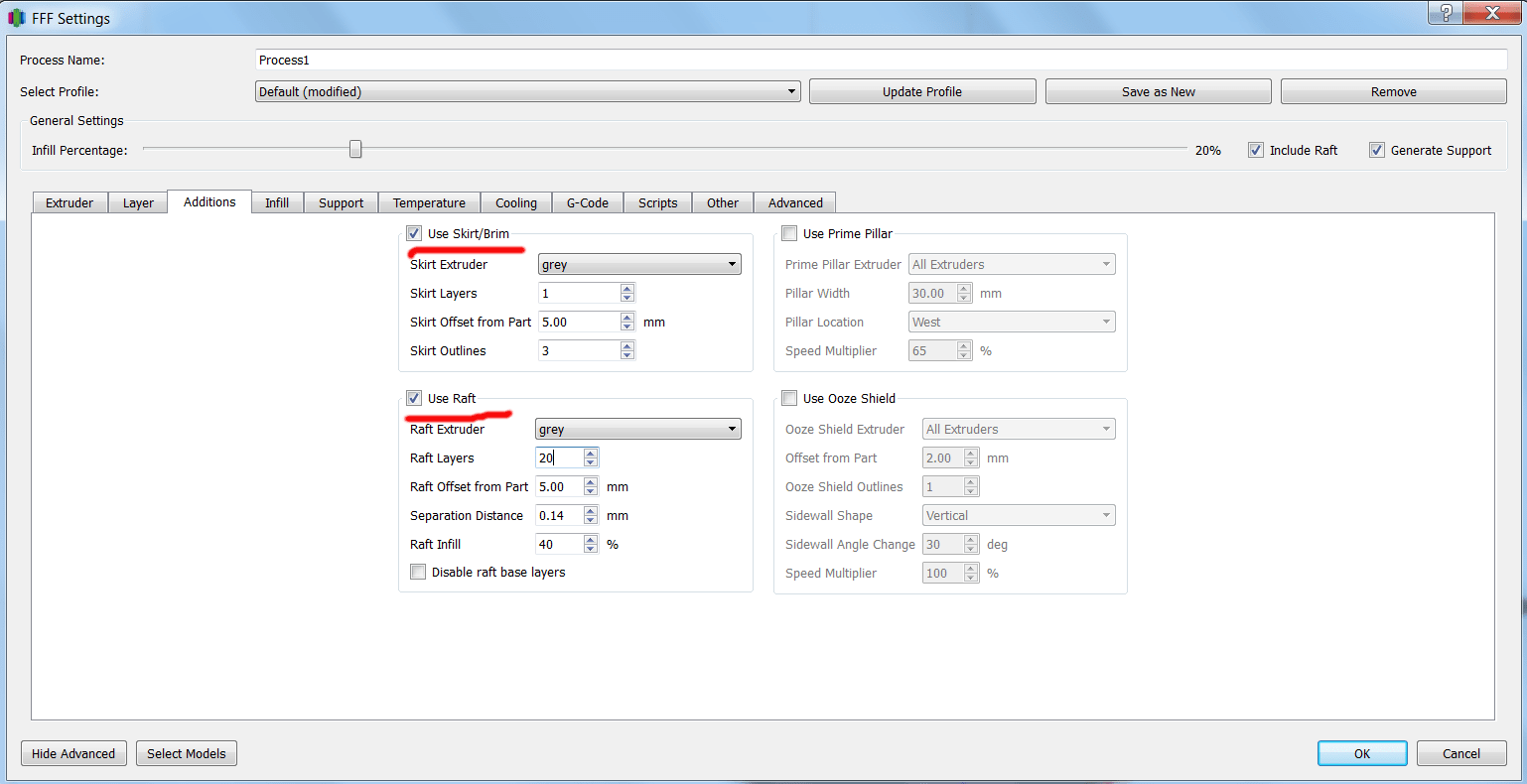
Additions:
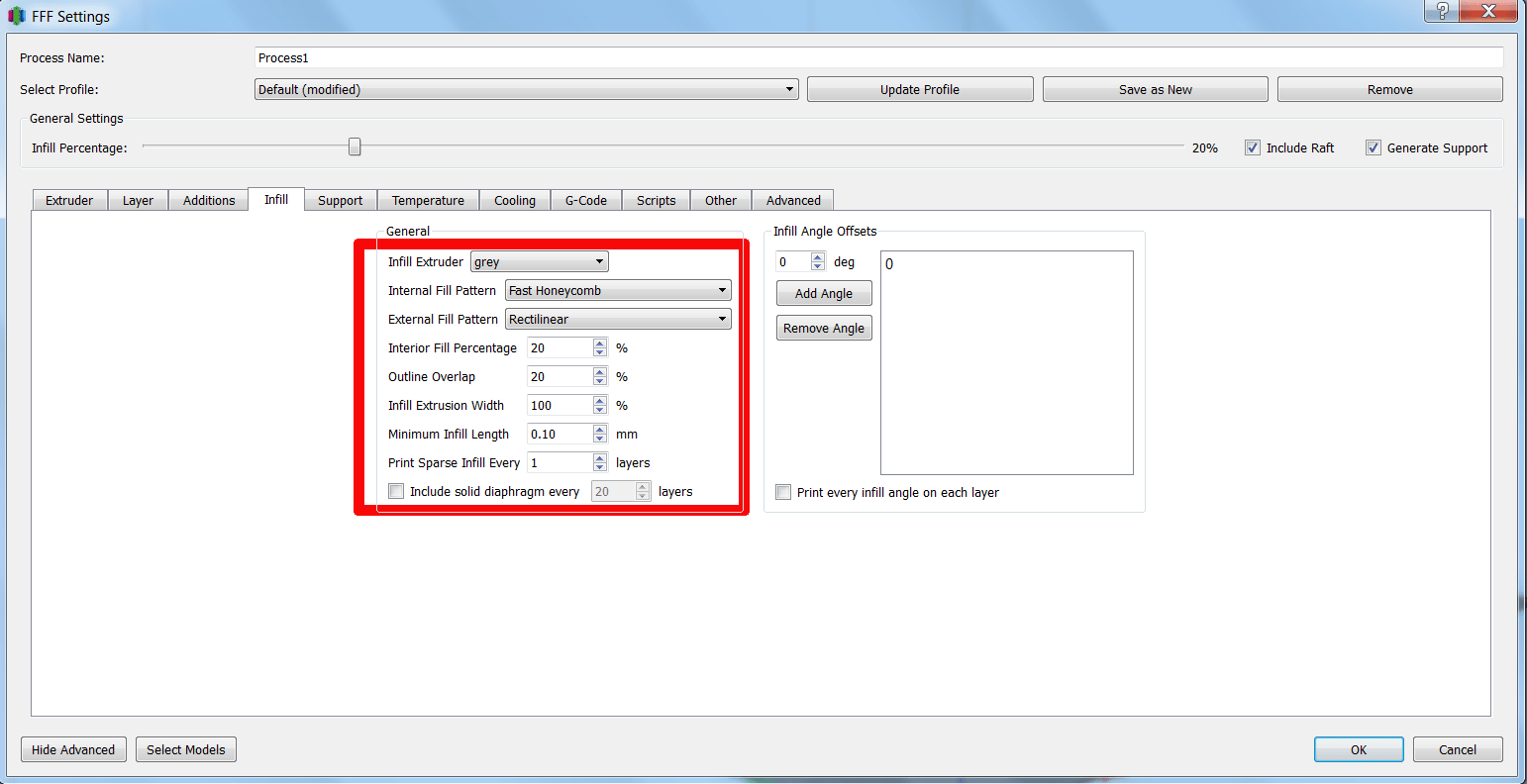
Infill:
Support:
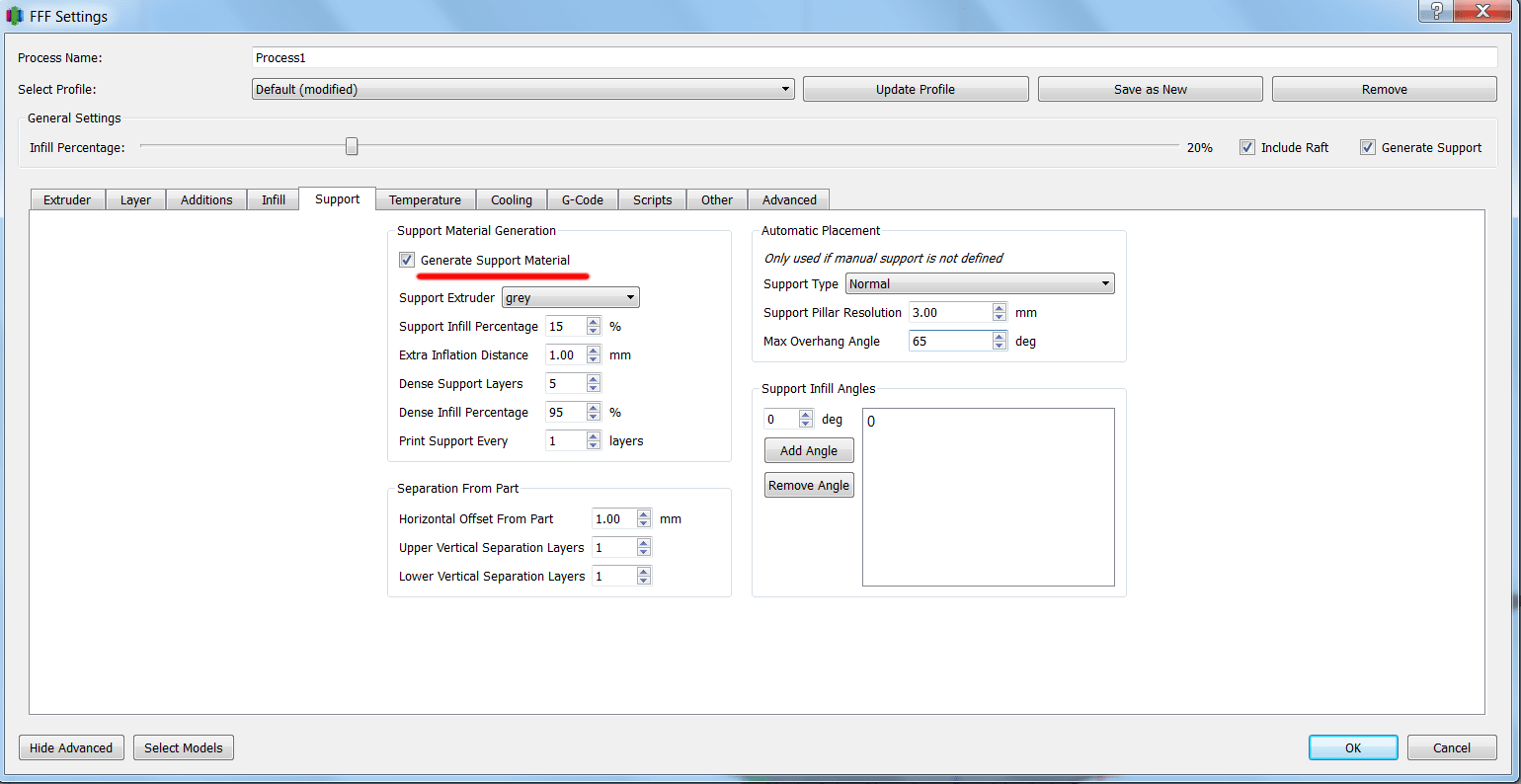
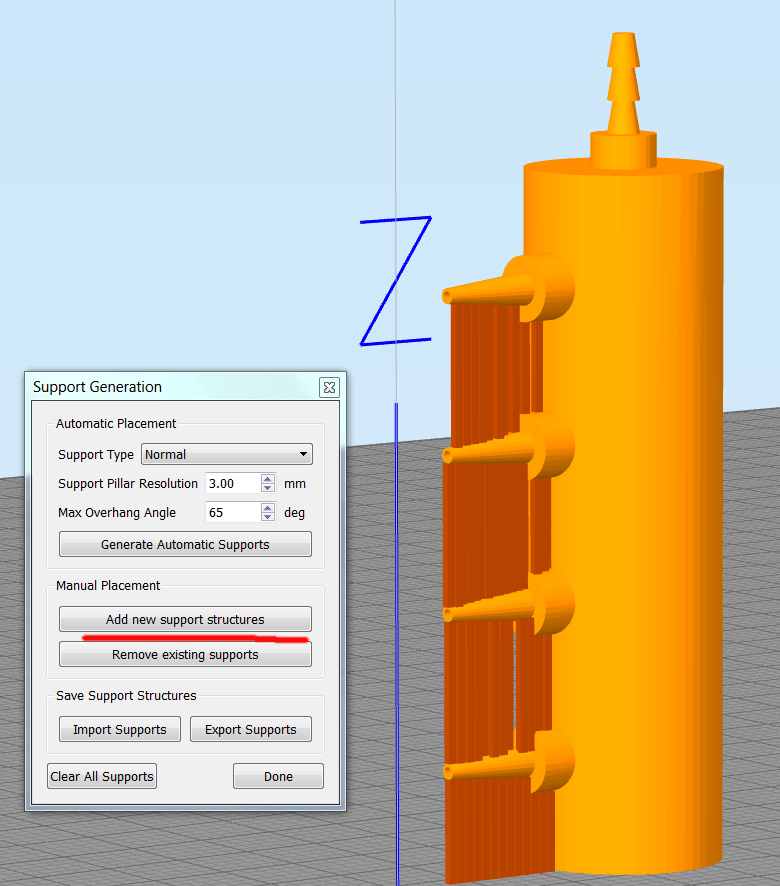
These are the changes that I made, the rest of the settings I just left by default. When I am done with the process settings, I want to add and customize the supports.
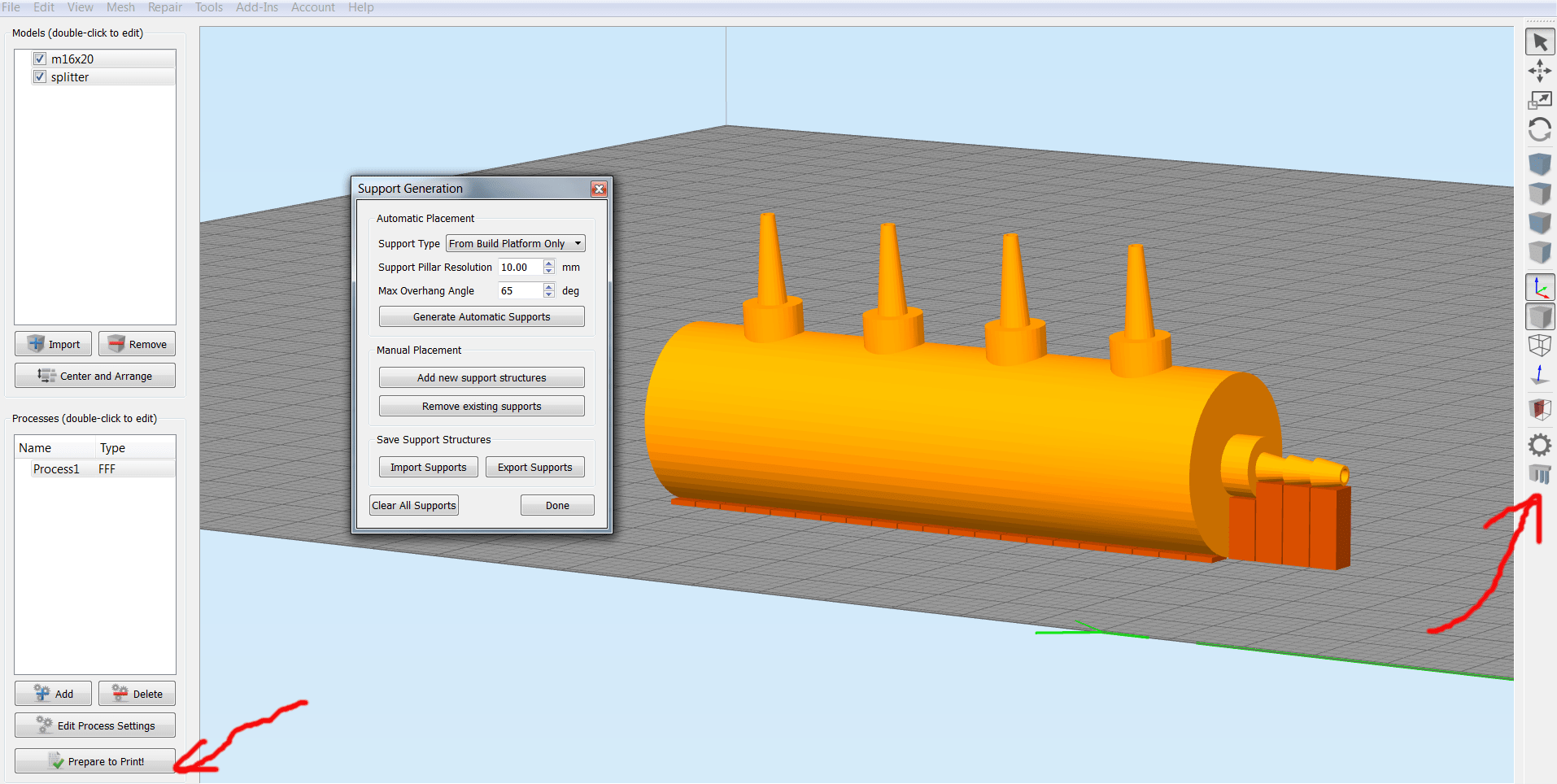
And then press on Prepare to Print. The software will generate the paths, and here we can check if everything is good, before sending the .gcode to the maschine.
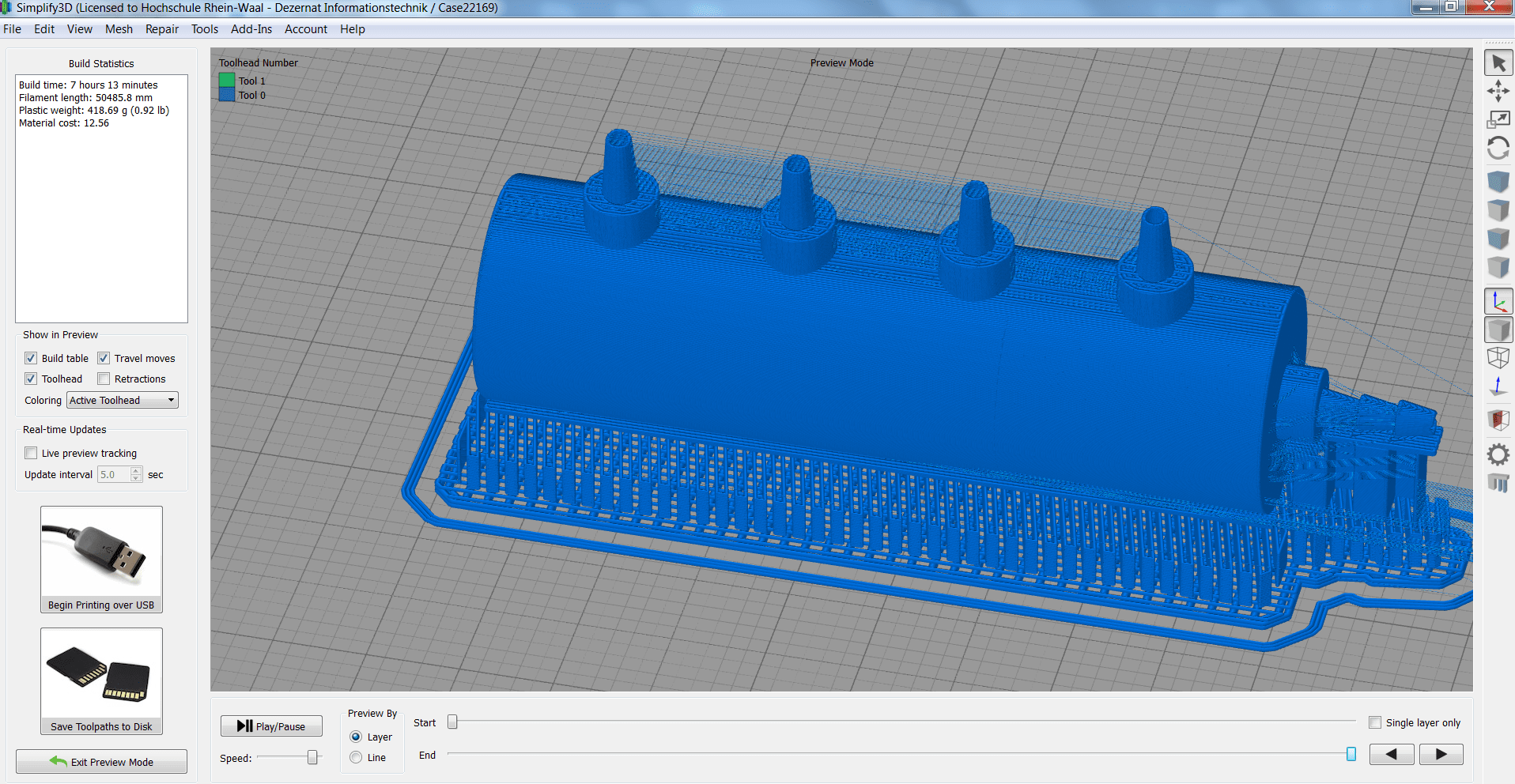
Briefly about some of the printer's settings. I used Nozzle Temperature = 205 deg.C, and the Bed Temperature = 70 deg.C. After I positioned the X, Y, and Z axis, and double checked all the settings, I launched the job!
This is how the raw model looks like:
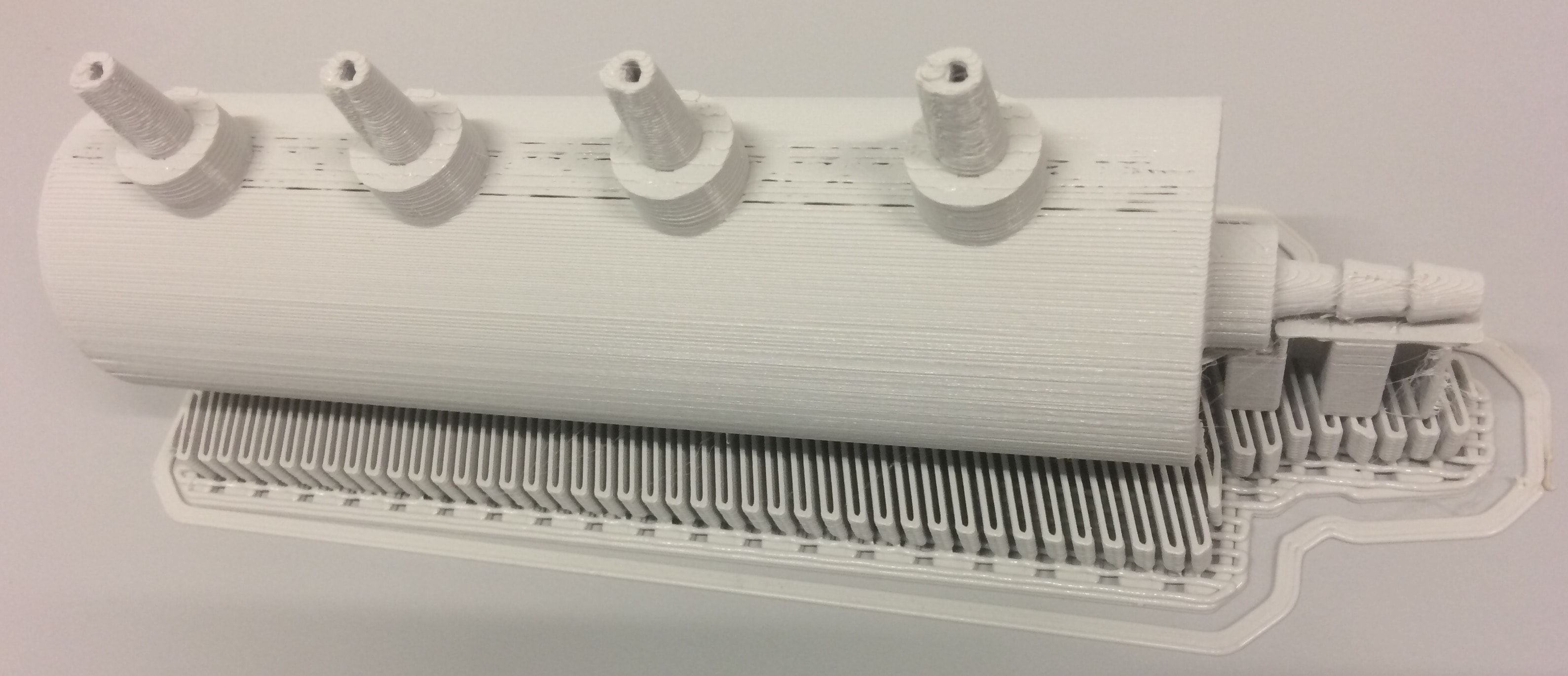
When I started to remove the support and clean the model, I realized that this is a BIG pain in the ASS :D
This is the result:
It does not look bad, but when I actually tested it, it was not waterproof. The black lines on the top of the cylinder were leaking. I guess it happened due to the wrong settings. I think I could increase the Outside Infill as well as the Shell on the top and bottom sides.
I still have to play with the configurations, and experiment until I get the result which I want!
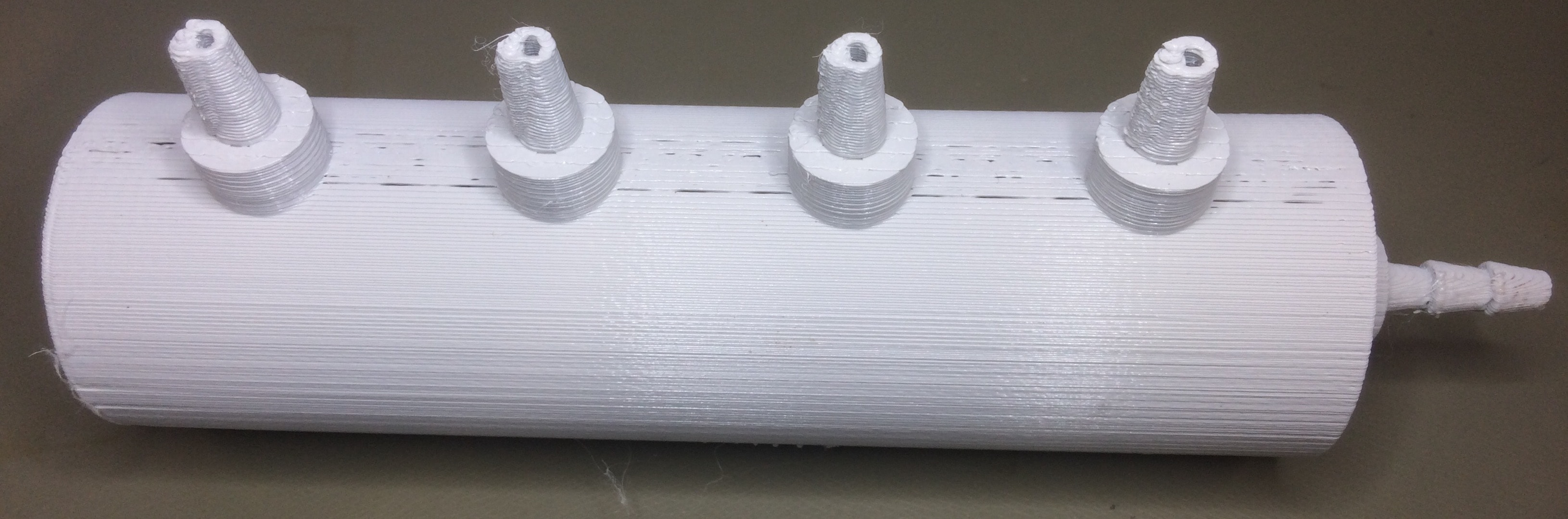
I did not give up, and made one more try! I changed the settings that I mentioned above, and decided to print it vertically! Let's see what we get
One of the best features of this slicing software is the ability to place supports manualy. I placed them between the nozzels outside.
And this is the Final Result:
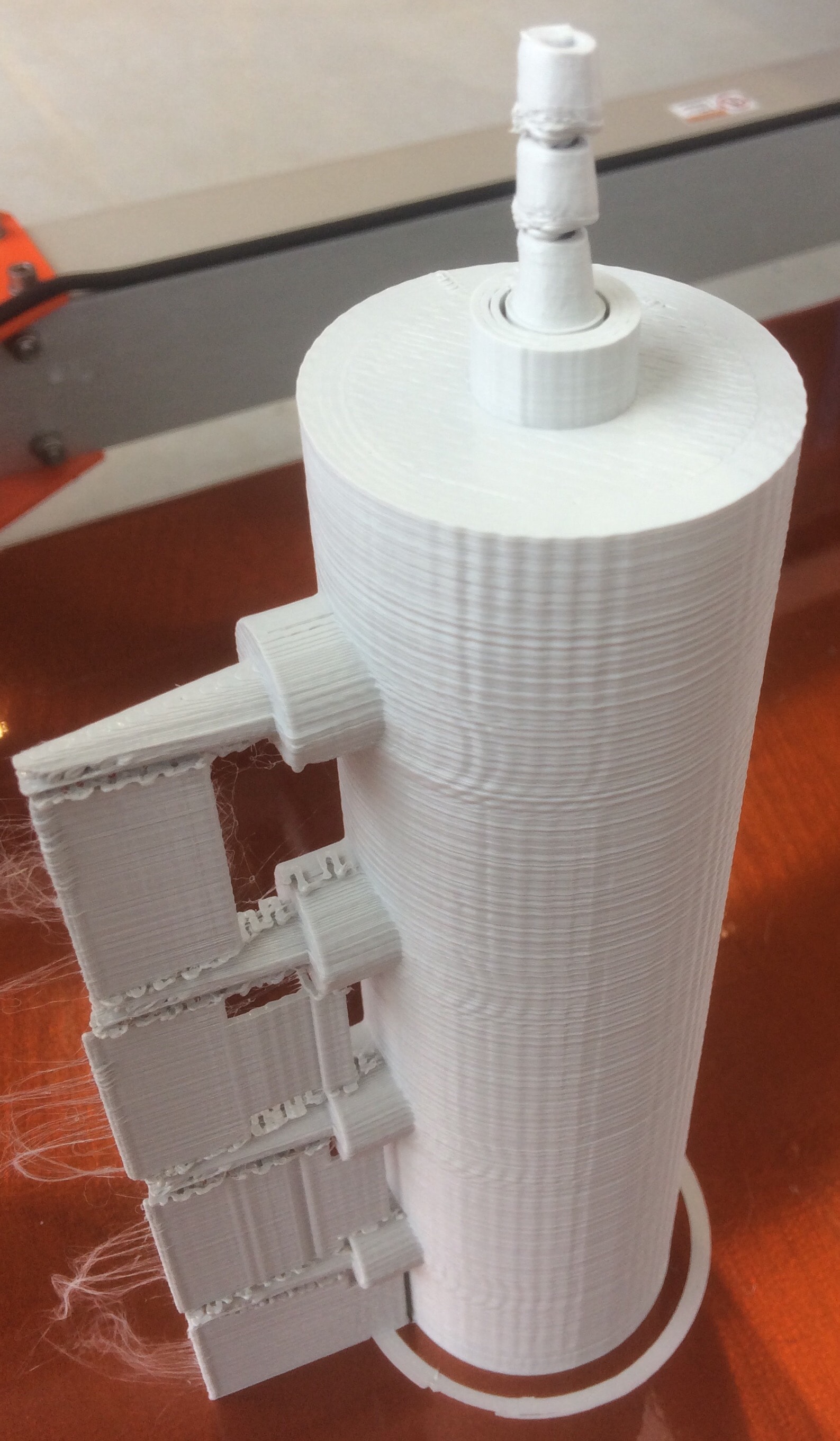
I still need to test it if its waterproof, but generaly looks better. The only problem wich I faced immediately was that the main nozzle broke((( The one that is on the top.
So again, the print is not ideal, but I will keep trying until I get the right settings.
Failure, is a part of the learning process!!!
Download Files:
The next assigment is to 3D scan an object and optionaly print it. I should say that this was so much fun :D. The object I decided to 3D scan and print was ME!
It was really cool and fun, but at the same time so damn weird. Seeing yourself in a digital world brings very mixed emotions)
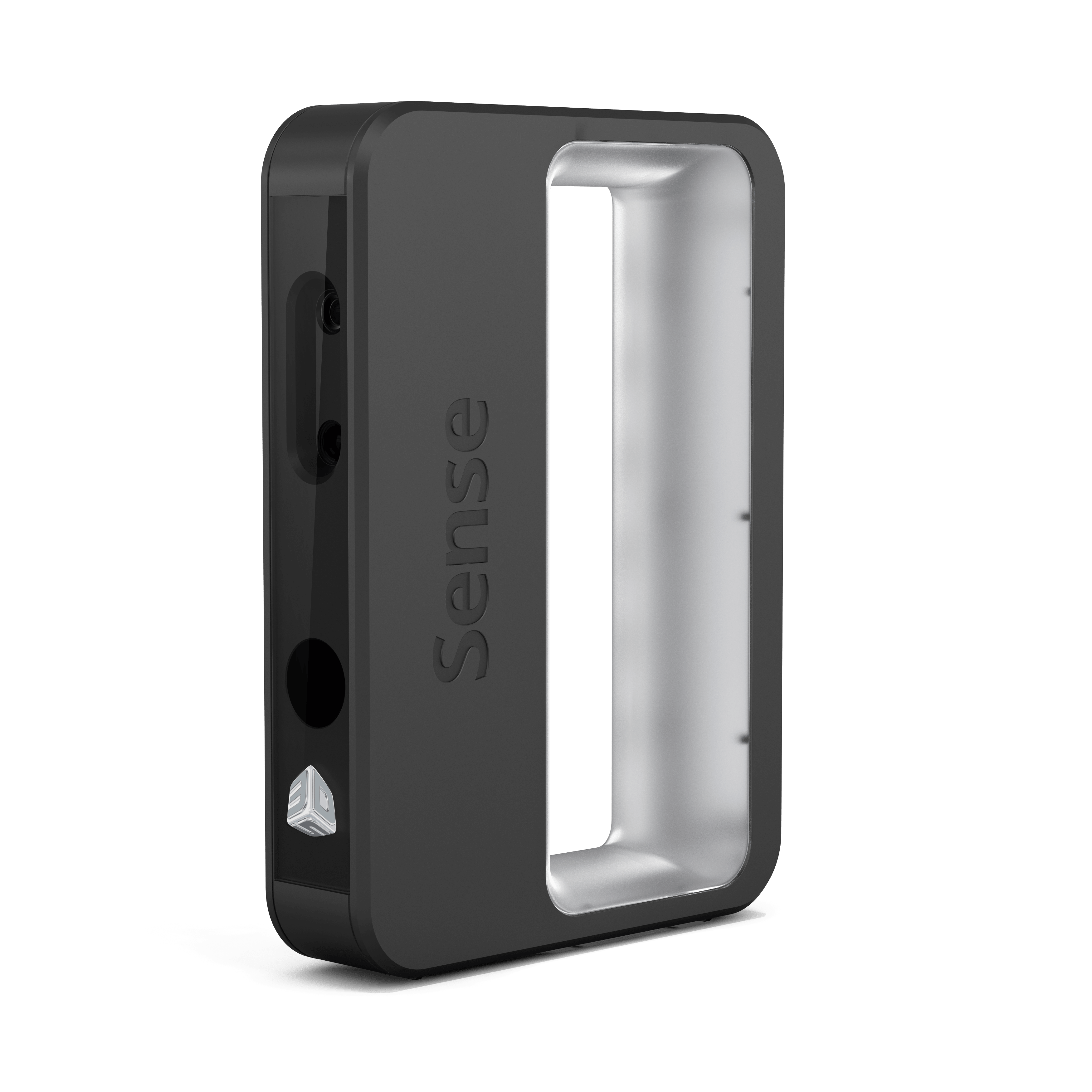
The 3D scanner available in our FabLab is called Sense.
Its a small portable 3D scanning system, very easy to use, for a reasonable price in my opinion.
It was my first experience with 3D scanning technology, and I really liked it!
So, I made a little research, and found out that in order to have a good scan, the distance between the object and the sensor should be the same during the whole time, which is relatively hard to achieve. The LifeHack which we found with our colleagues is to place the object in the middle on a round chair, and slowly rotate the chair, in a way that the distance between the object and the scanner is always constant. And this is exactly what we did!
I sat on a round chair, and slowly was rotating, while another colleague was holding the scanner at a constant distance. We tried several times, and most of them failed. After some time of testing and experimenting, we came up with a golden formula:
The object (a.k.a. the person X) has to rotate three times around his axis, then stop at the initial position, and the guy holding the sensor, after three rounds, should slowly move the sensor only on the Y axis, to cover the top of the head, as well as the neck down, trying to maintain a constant distance!
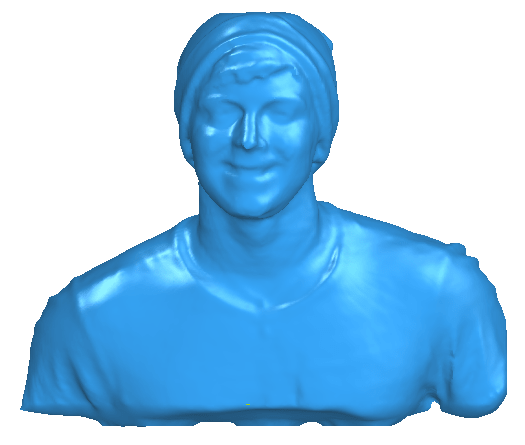
Here you can see the difference between some of the first tries, and the final one:
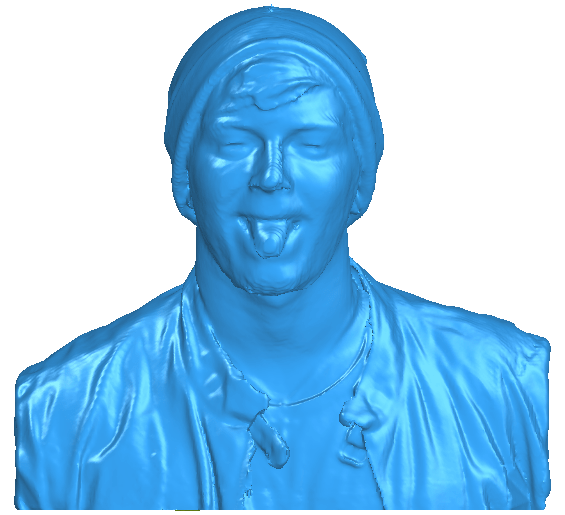
The picture on the left, I was rotating just once around my axis, and when I pressed the Solidify button in the software, it closed all the holes and covered the little mistakes. You can see that the picture is smooth, and not very detailed.
The picture on the right, I used our golden formula. You can see the difference. The model is way more detailed, and generally looks better!
The GUI of the software is really easy to understand and follow, and after I played a bit with the settings, I export my file as .stl format, and proceed to the slicing software.
The 3D printer which I will be using for this time is Ultimaker 2 Extended+.
To slice my 3D model, I will use  , a very nice software, with an easy interface, and also functional.
, a very nice software, with an easy interface, and also functional.
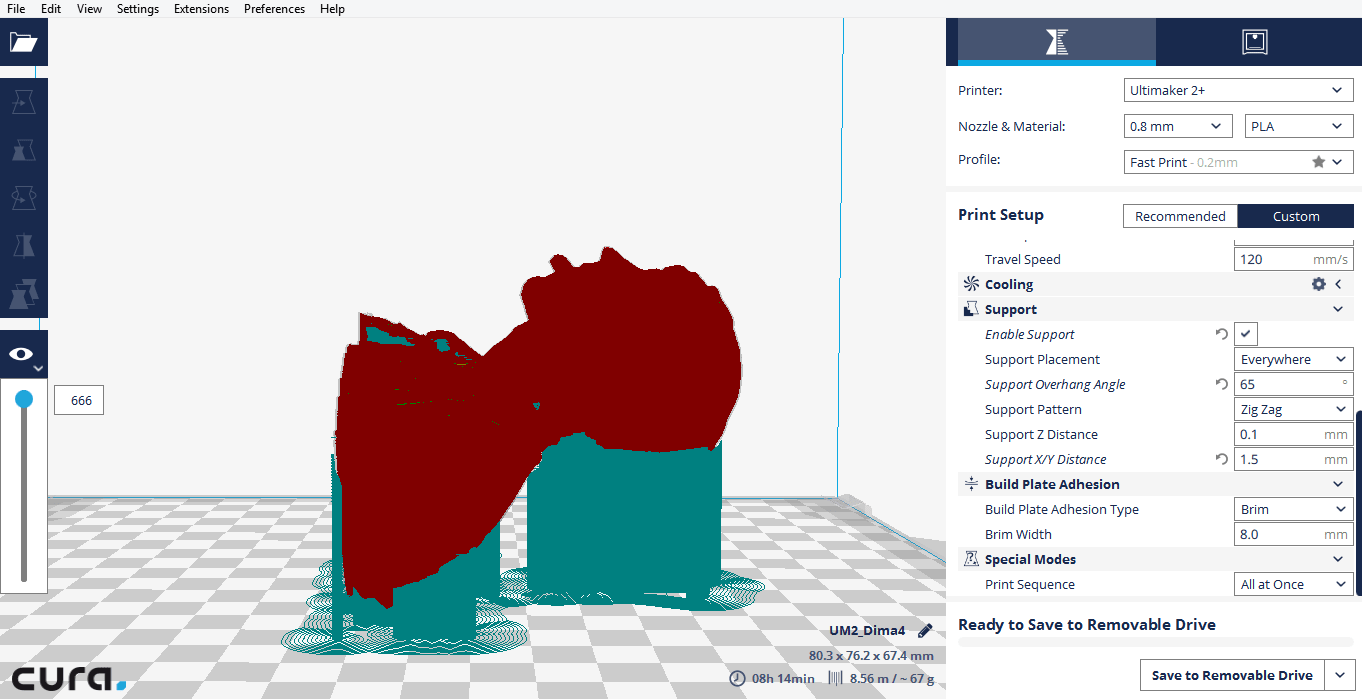
After I import my .stl fine, these are the settings I am using:
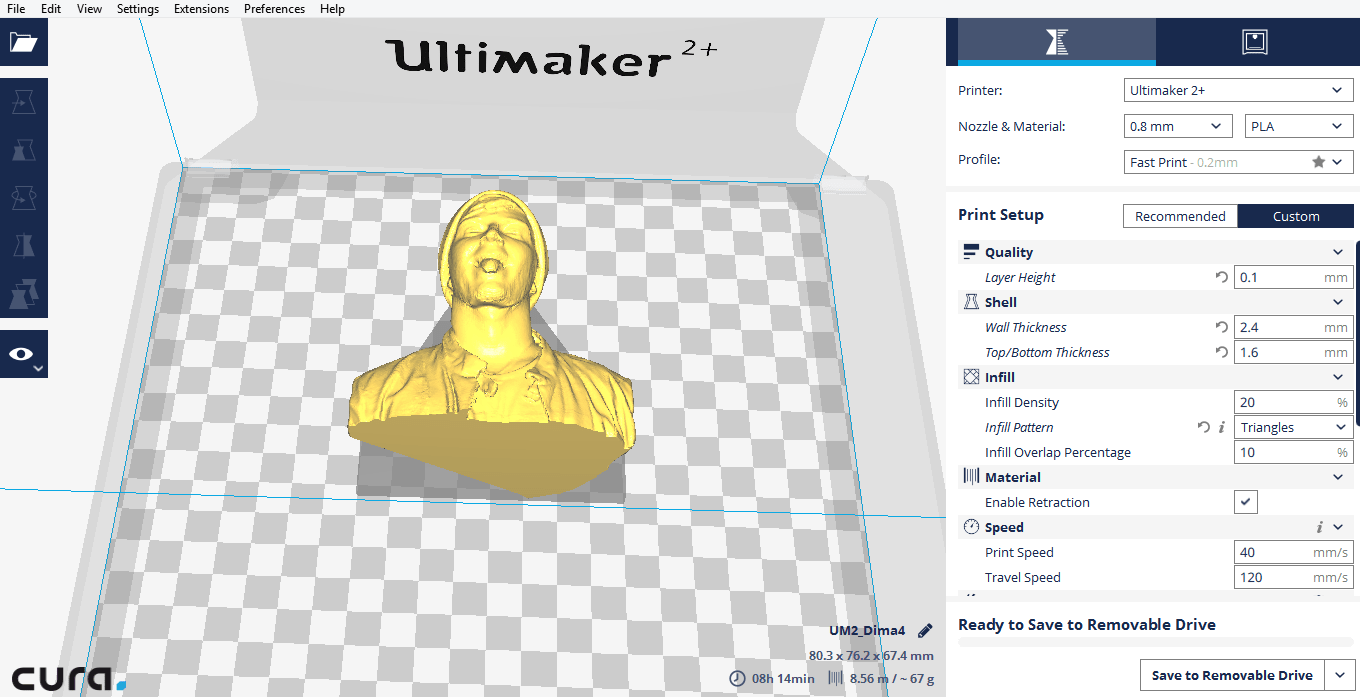
I decided to print the model horizontaly, because the most important part is the face, which I wanted to print without any supports.
The material which I will be using is PLA filament
This is the final result:


Honestly, I am really satisfied with the result! Looks great. Its a sin to critisize my own print of my own appearence :D
But this is not the end. I also tried to use another machiene available in our FabLab, which is FormLabs. Because the resin, material used for 3D printing, is toxic, I have to follow all the safety instructions and work in an appropriate environment and be careful.

As you can see, I am wearing special gloves to protect my hands, and also opened the window for a better ventilation.
FormLabs comes with its own slicing software called PreForm Software. These are the settings which I used:
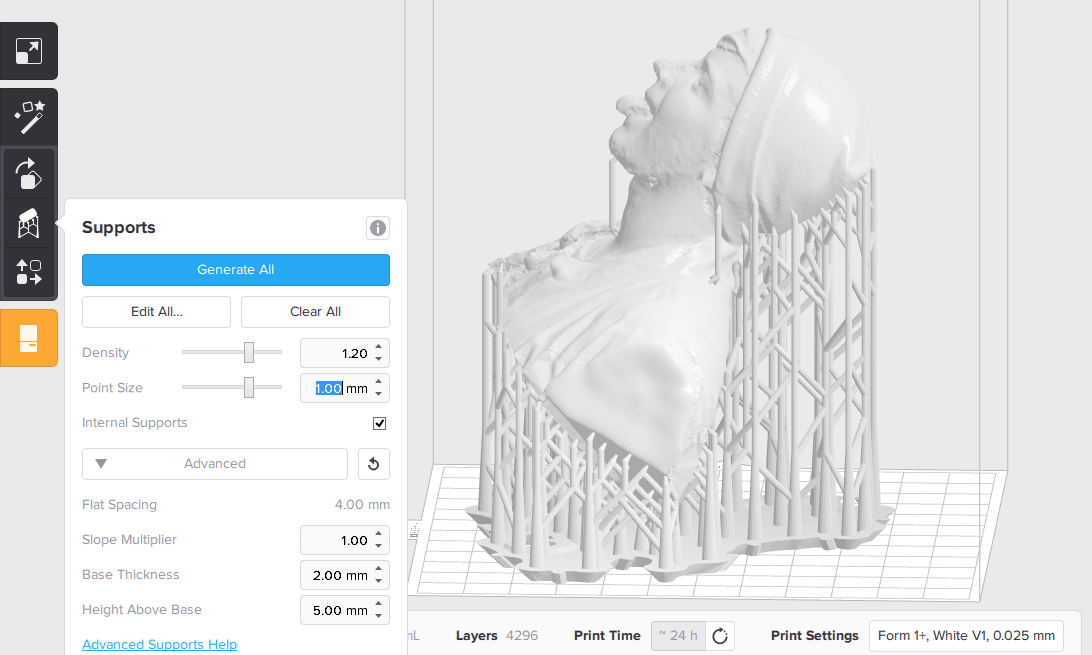
I used a White V1 material, and the printer version is Form1+ 3D printer.
After I launched the printer, the next day when I came I found only this:

So basically what happened is that only the support was printed.In my opinion, the following happened: The printer made the supports, and after the several first layers of the actual model, the support did not resist the weight, and the layer fell, becoming and obstacle for the laser to do its job further.
I guess I did a mistake somewhere in the settings!
But again, I will keep trying, NEVER GIVE UP, not so easy :p

Download Files:

