 JOSE REAL
JOSE REALWeek 7 - Computer-Controlled Machining
This week we make something big that can't be cut with the lasercut machine.
Testing and learning
Our Lab has a small CNC machine. This is a Mini TEC-CAM Milling machine. It has the protection and subtraction plugin broke, We are waiting for suppliers, so we must be super extra careful!
For The entire test we used eye and ear protection at all times.
The first thing we did was to get a class from German Colomar (Lab Tecnician, CNC) the entire team FablabUE. We learned how to make the routine with RhinoCam, cut, engrave and make something in 3D. He explained to us how to make a mini Lungomare with a plastic material..
The result is this. Two sides milling and two finishing routines. (without sanding)


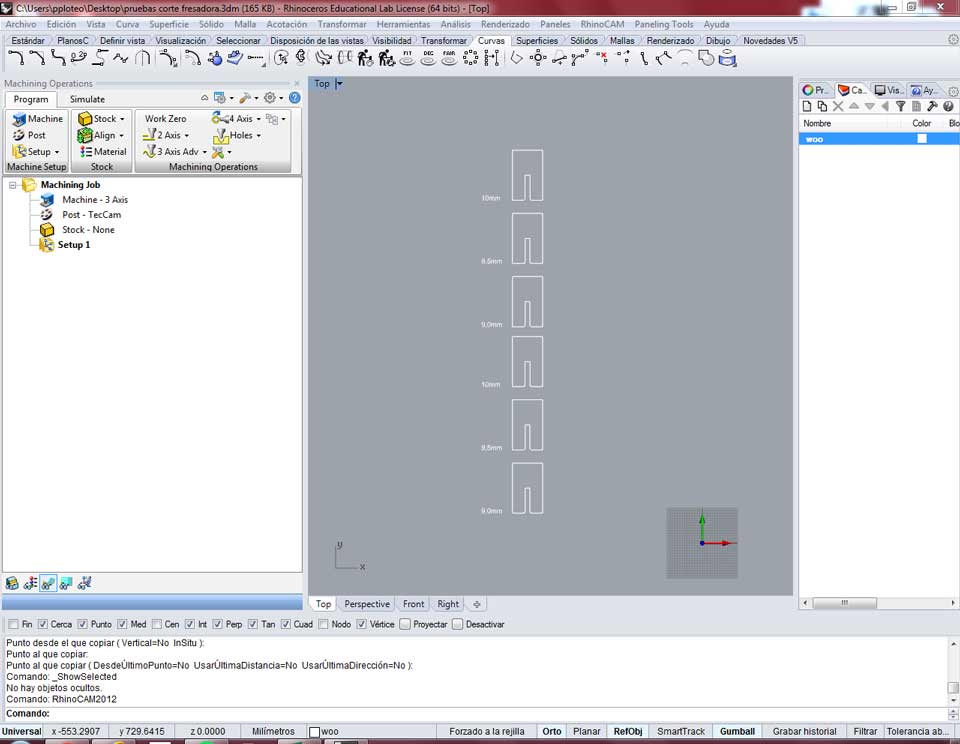
For The second test we made joins with a 10mm MDF wood. There are test to prove that the pieces fit.
|
UPDATE: JUNE 2016, we have installed security parts that are broke and do not appear in these photos

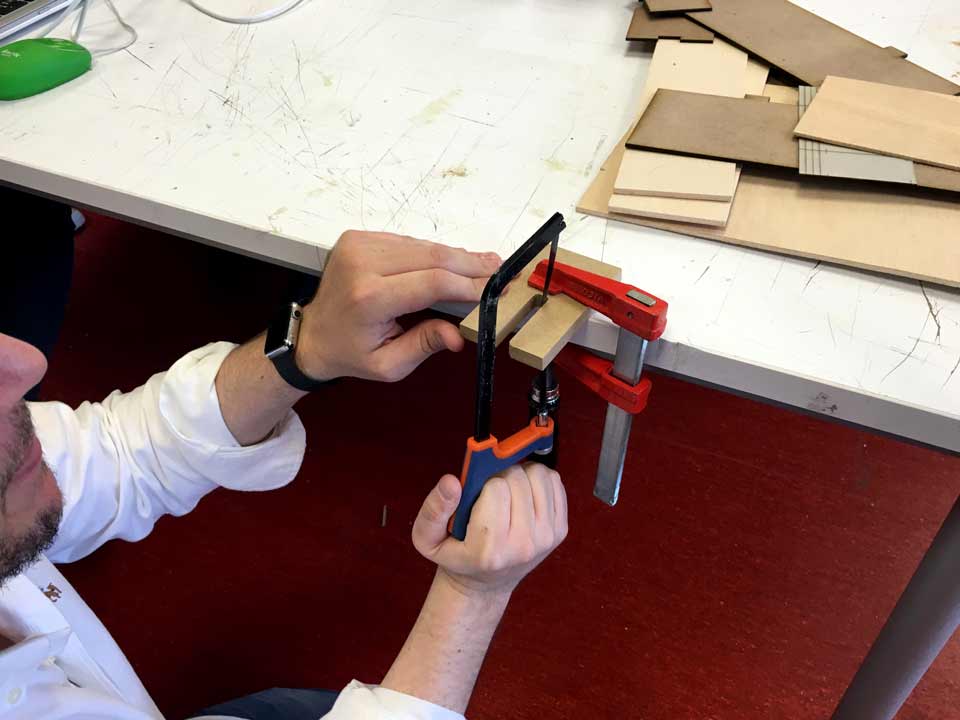
We saw that, when cutting, the piece came loose and brushed against the mill. We had to fix it by hand.
The material is 10mm DM wood, and the best fit was 9,5mm hole. I used this configuration to make my own work.
Designing
I love Eames design. I want to reinterpret the Eames Plastic Chair.
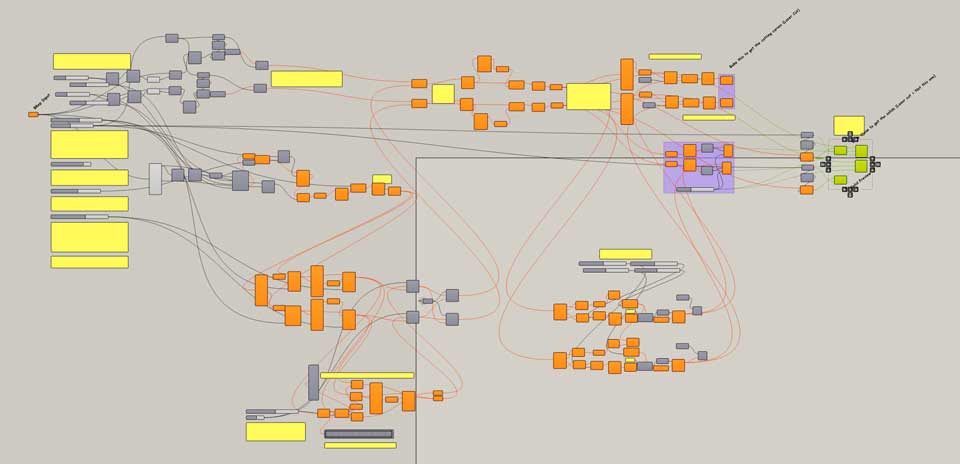
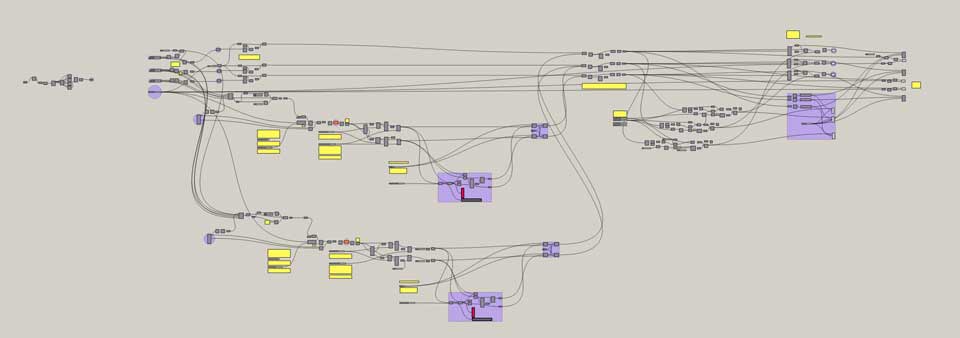
I think that maybe it's interesting waffling it. I started with this definition in Grasshopper and with this model of autocad. I found waffling information here. To make well the waffling unions I will use press-fit joints, with a chamber to have a good fit.
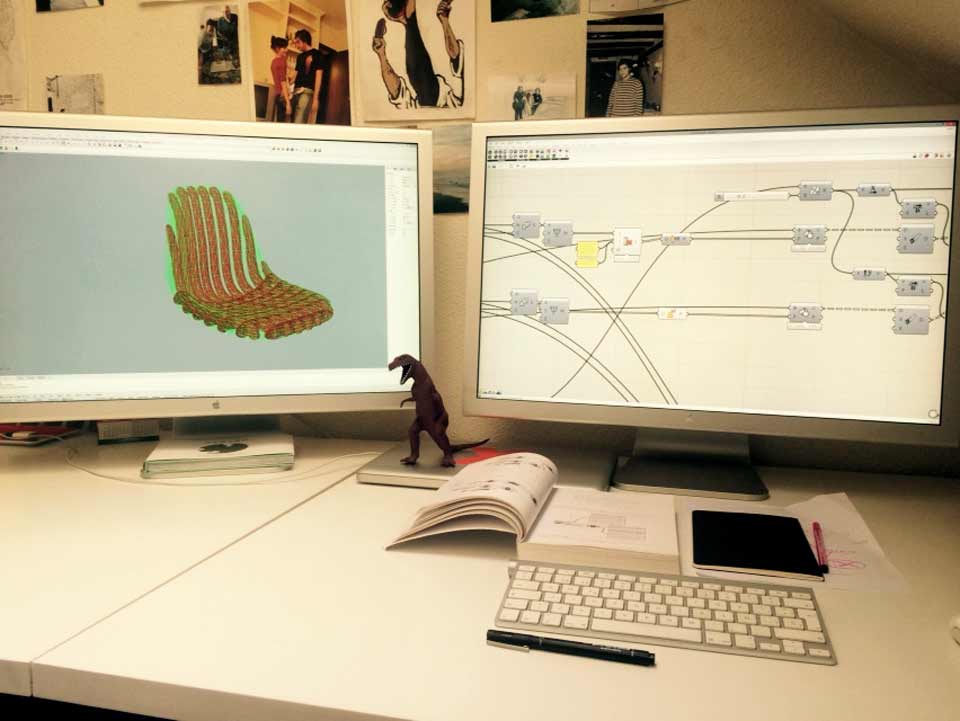
I found a lot of problems with this definition. It was not prepared to do horizontal cuts on the back of the chair. I spent all weekend studying how to do it. This is the original definition and the second one it the same but with my modifications.
This is the result. I prefer to cut only in one type of wood because it’s my V.1.0 so I designed the Eames chair for a boy (my son). I want to make the second one with footing.
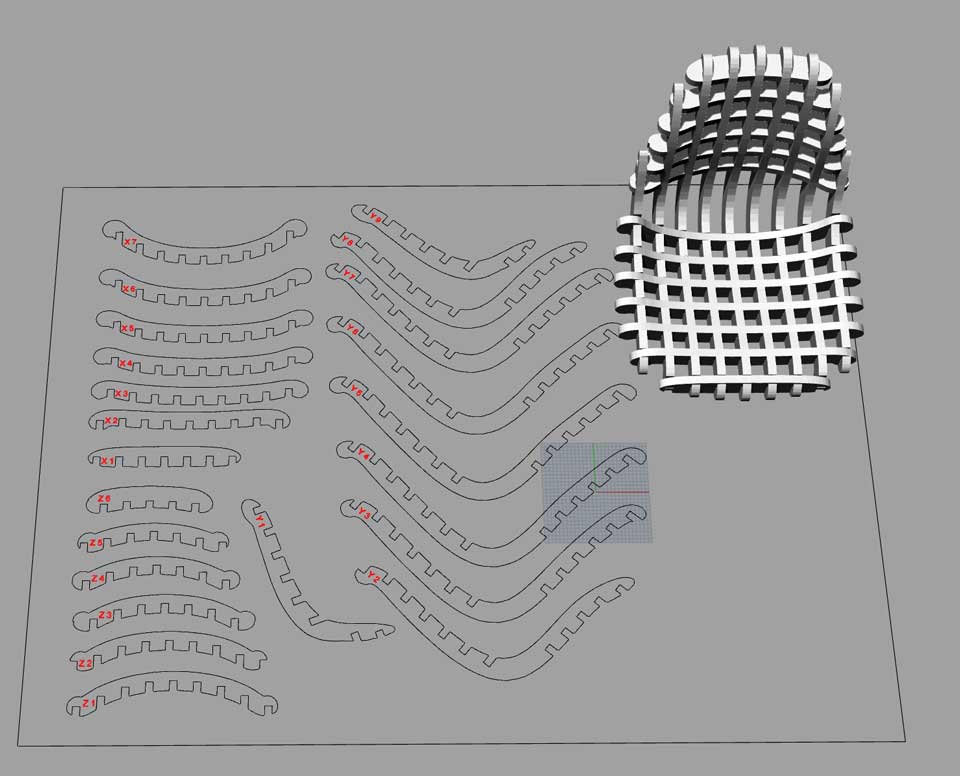
The unions have 9.5mm but I didn’t think that the mill head is rounded. I explain it below.
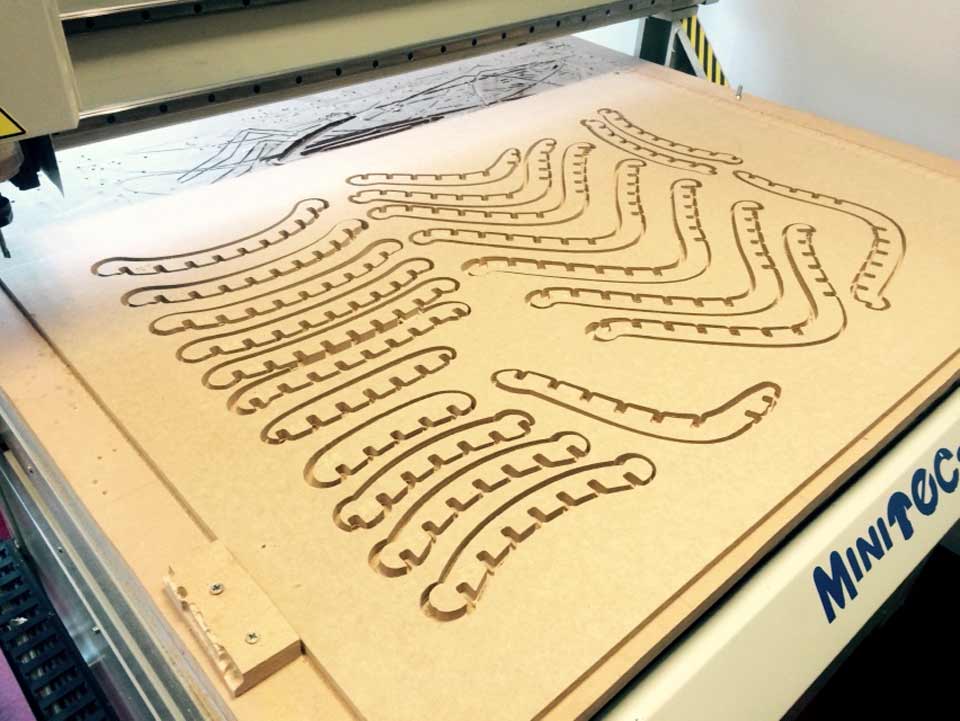
Cutting
This is the process.
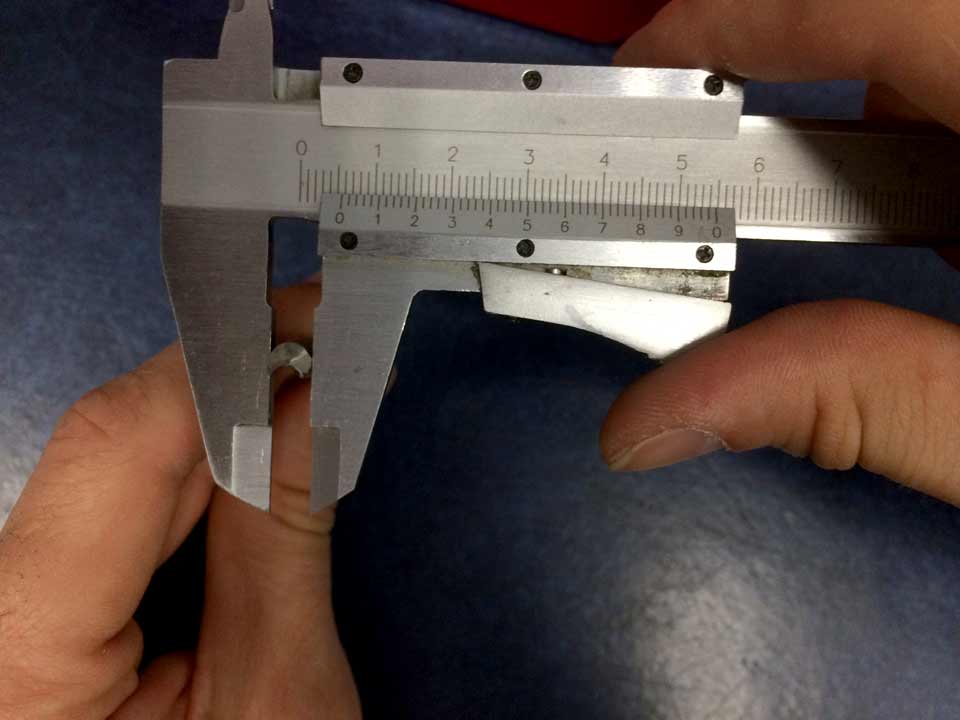
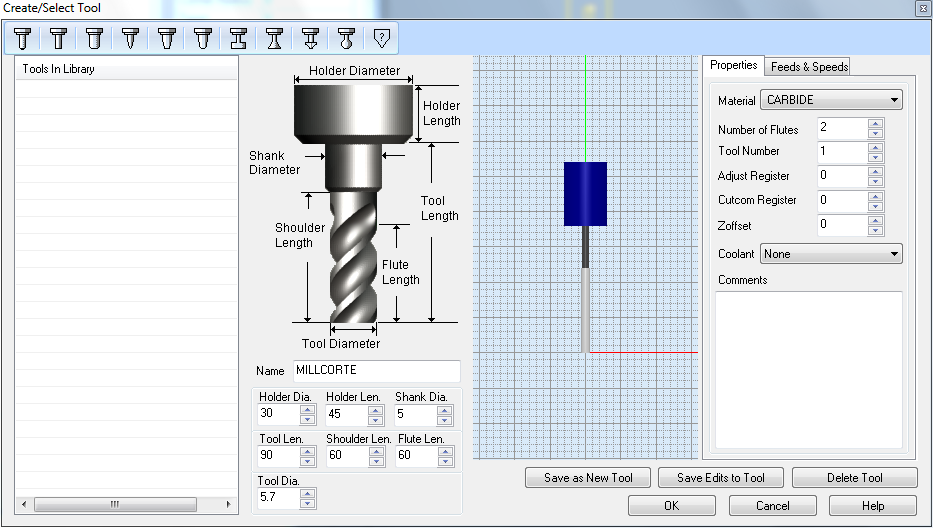
First I meausre the milling head (5.7mm).
Feed speed: 1000 mm/m
Screw speed: 15000 rpm

We put the wood on the CNC machine.

Select the starting point X, Y, Z axis. For the Z we used an automatic sensor. This can be done by one person alone, but to show how it’s done, we did it between Martha and I . (It’s safer by one person)

Starting mill...

I have made a mistake. I have started cutting when I must have started engraving...but i solved it.
To use the engraving head is the same as with the other one. I used the Z sensor of the machine.


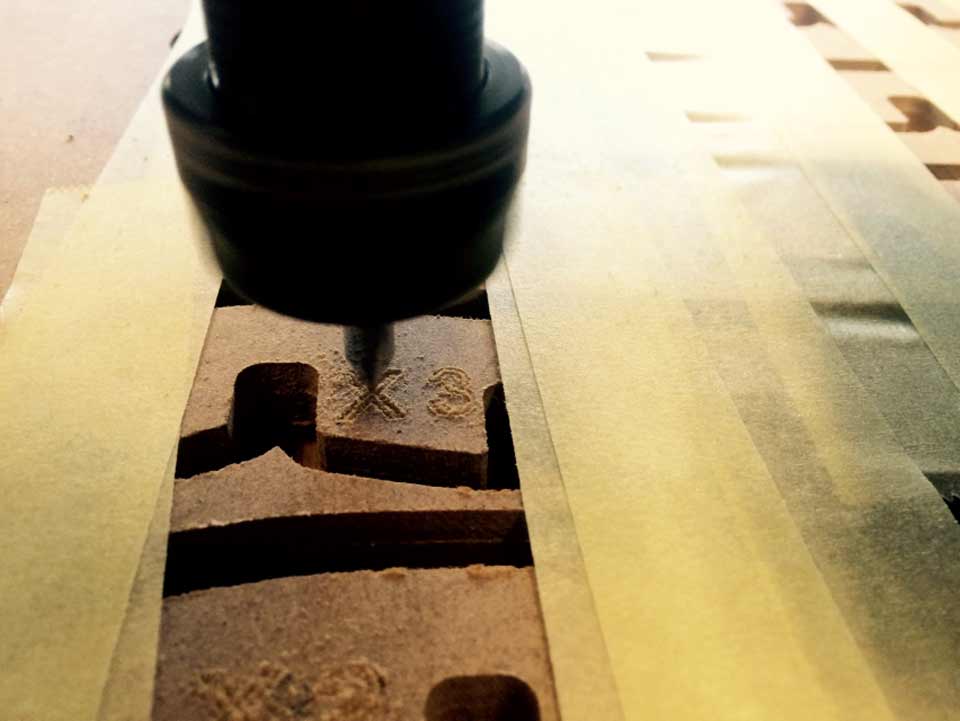

I know that this way of securing is not the best but the engraving does use excessive force on the wood so it worked fine.
The speeds are the same of cutting.
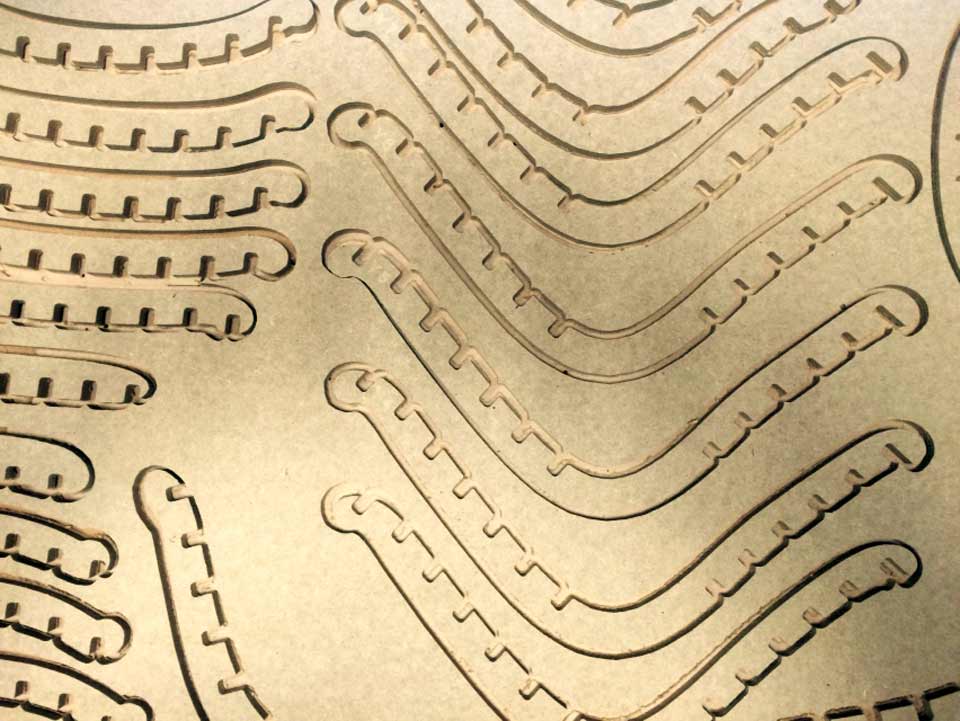
Cutting and engraving sets
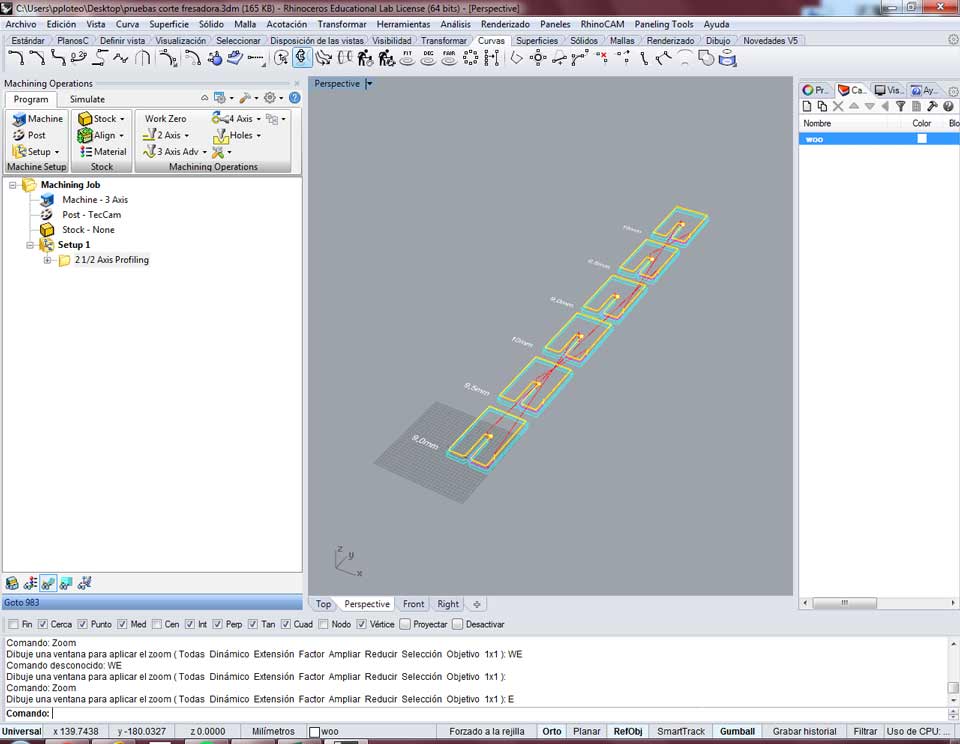
With RhinoCAM I can choose from many options. It lets you customize almost any parameter, from how to enter the mill in the material, at the height of displacement of the mill when it goes from one point to another cut. I set the tool, region to cut/engrave and for me the most important part: how to entry the mill in the material. In Rhinocam you can set the angle of entry and the exit motions. It’s very useful to stop us from breaking the mill. Here are the cut and engraving sets:
CUT SETS
TOOL: First select the tool, to make an axis profiling I will only use a plane mill
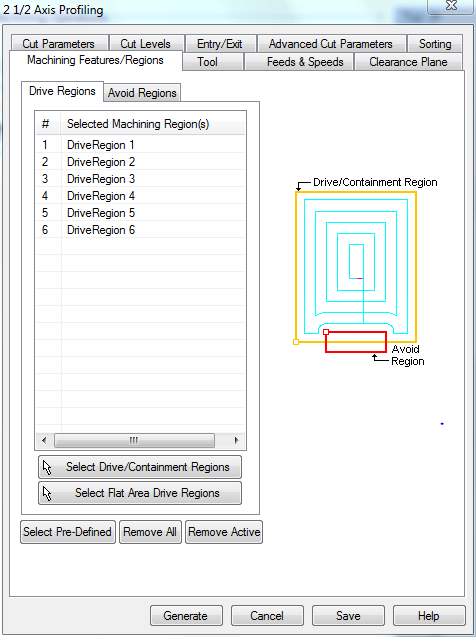
REGIONS: I select the region to make the cut. They are the closed curves of the chair.
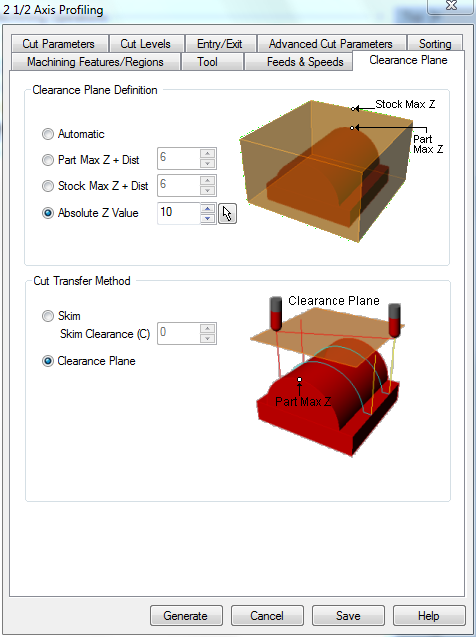
CLEARANCE PLANE: this is the height where the milling head will pass, for more security, 10mm.
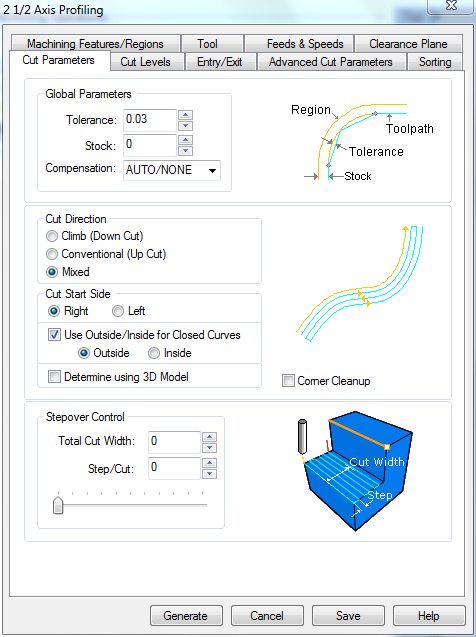
CUT PARAMETERS: The stock is the distance between the curve and where the mill will pass. In this case 0mm. Mixed cut direction will save a lot of time cutting. I need the cut to be outside of the closed curve because if I cuts inside I will lose material and the piece will be wrong.
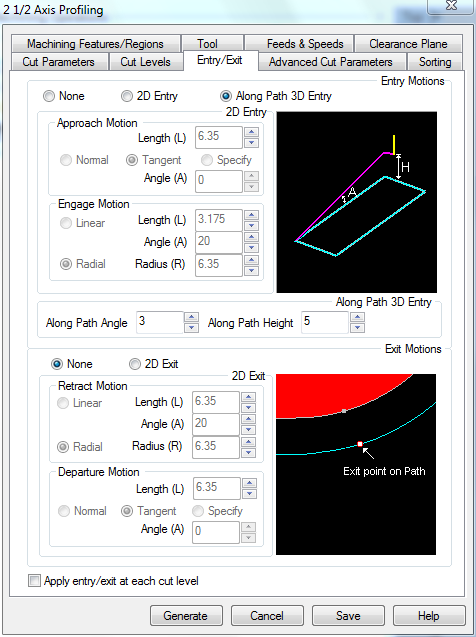
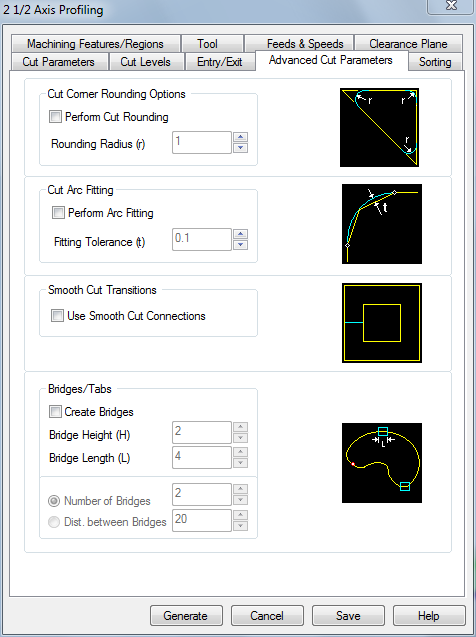
ENTRY/EXIT: Along 3d entry. This is very important because if the cut depth is too long and the entry is only in 2d, the mill can break. Its better get out perpendicularly for the mill.
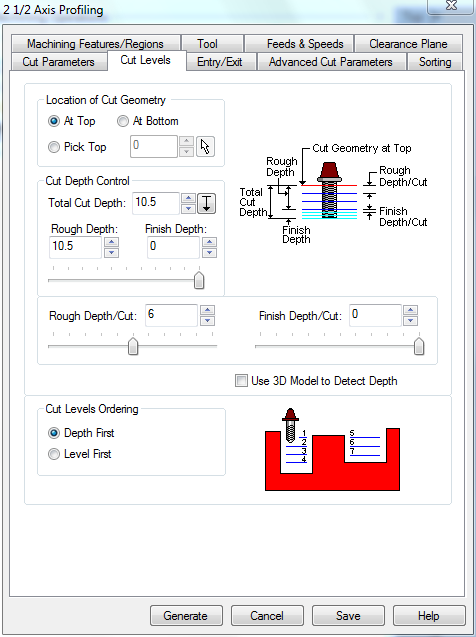
CUT LEVELS: My material is 10mm, I want to cut 10.5mm because the wood can bend. The rough depth is how many cut levels I want, in this case 6. The cut levels ordering is important. I prefer to cut piece by piece so I can save time because the mill makes less travel movements.
ENGRAVING SETS
TOOL: First select the tool, to make an axis profiling I will only use an engraving mill
REGIONS: I select the region to make the cut. There are the closed curves of the letters and numbers.
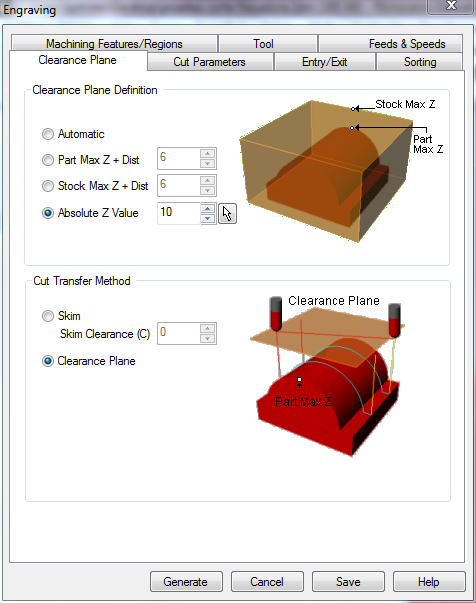
CLEARANCE PLANE: this is the height where the milling head will pass, for more security, 10mm.
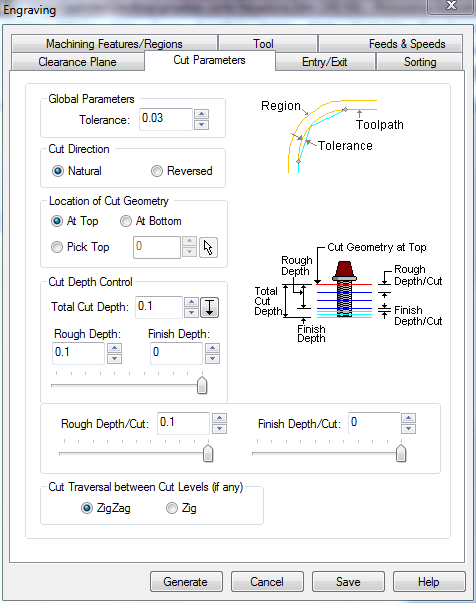
CUT PARAMETERS: It’s a very little bit different from axis profiling. I only change the cut levels, I only need 0.1mm to get a good engrave.
ENTRY/EXIT: In this case I can use a normal entry. The mill will not suffer.
SORTING: to spend less time I choose minimum distance sort.



Assembling
The assembly was an easy task since all the pieces were marked with the corresponding order. The hardest thing was to make some force so that the pieces fit together, but it’s important! The joints are fit-pressed.






I had some problems with the joints because the mill head couldn’t cut perpendicularly inside and it lost some millimeters. Maybe in the future I will make a V2 version.

COMPUTER-CONTROLLED MACHINING |
|
Explained how you made your files for machining |
X |
Shown how you made something BIG (setting up the machine, testing joints etc) |
X |
Described problems and how you fixed them |
X |
Included your design files and ‘hero shot’ photos of final object |
X |