The Printers
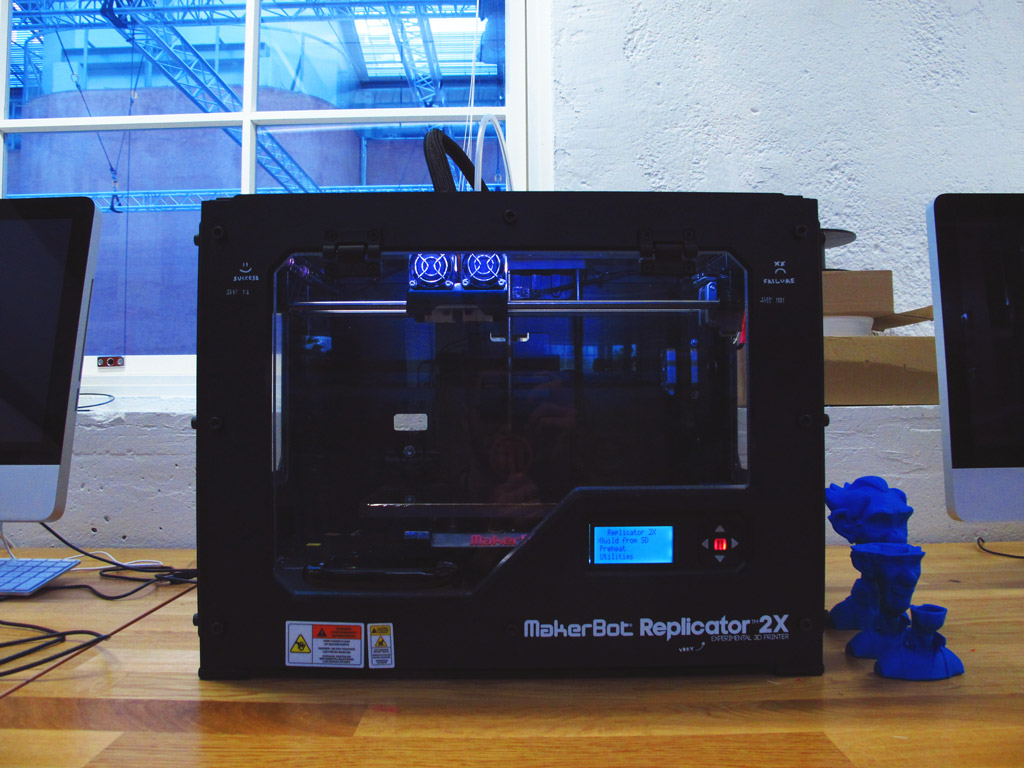
Makerbot Replicator 2X
The successor of the Makerbot’s last open-source 3D-printer, the Makerbot Replicator, the Rep 2x is a FDM (Fused Deposition Modeling) printer with an enclosed build area, dual extruders and heated build plate. Dual extrusion sounds good at first (allowing multi-material printing), but in practice it causes many more problems than it solves (namely the second extruder colliding with the object and knocking it over!). So we have removed the left extruder and keep things simple with one.
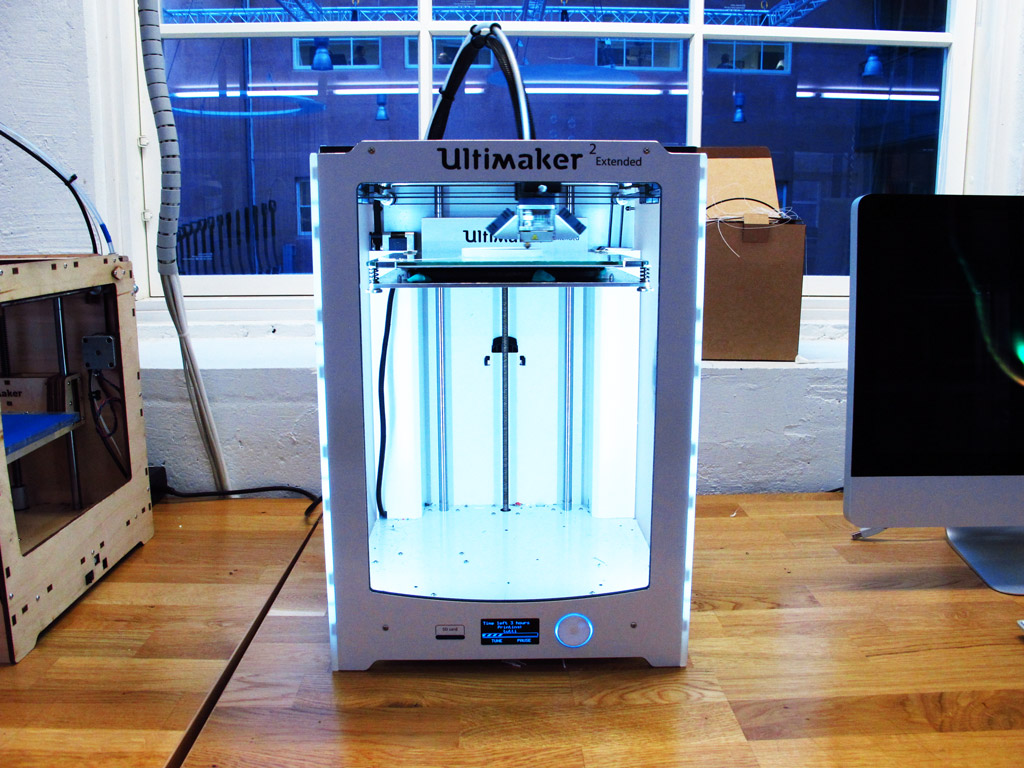
Ultimaker 2 Extended
The Ultimaker 2 Extended is the big daddy of the Ultimaker 2 family with a maximum build height of 305mm. Like the Rep 2X, it’s a FDM printer, but it only has one extruder (as we know, that’s all you really need!). We have installed the Olsson Block hot-end upgrade which allows the nozzle size to be changed more easily.
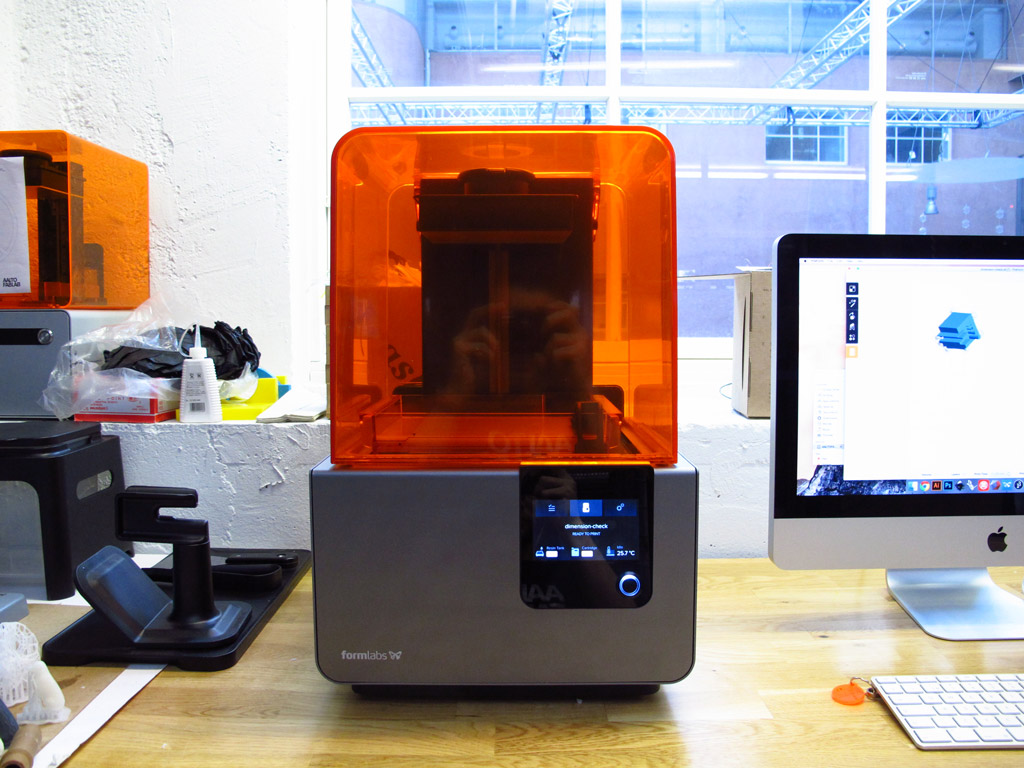
Formlabs Form 2
Our newest addition to our collection of 3D-printers, is the Form 2. Formlabs printers use Stereolithography to cure a photo-sensitive polymer with a UV laser, which should result in sharper, more accurate prints. The Form 2 is more clever than it’s predecessor, with a heated resin tank, wiper blade and sliding peel process to improve reliability. With all these extra bells and whistles to go wrong, only time will tell if the reliability has actually been improved!
The Test
I devised a test object to be 3D-printed on each of the machines using comparable print settings. The test objects is a 20mm cube with a series of holes, free-standing cylinders and blade walls which incrementally decrease in width (files available here).
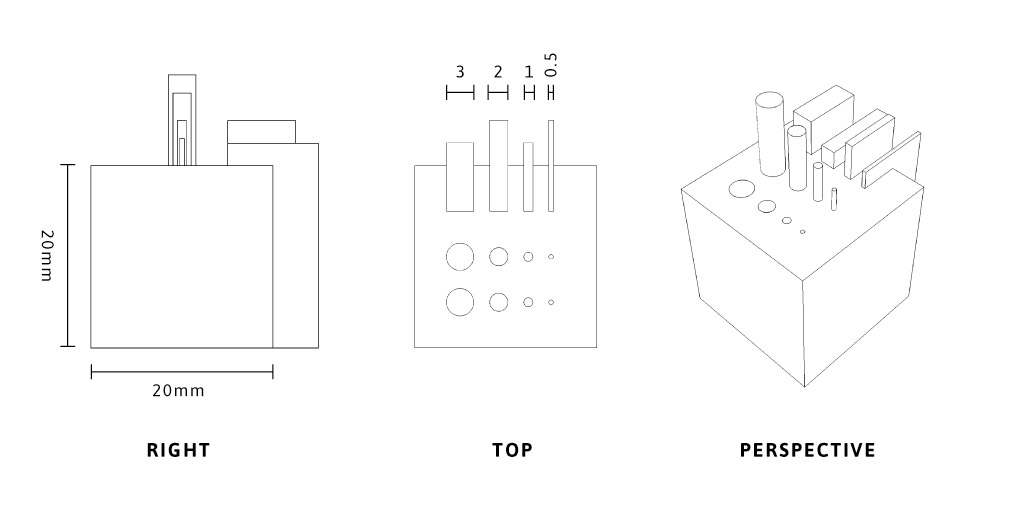
Once printed, I will be able to check and compare key dimensions and print quality between the machines and find answers to these questions at the same time:
- How much does the material shrink when 3D-printed?
- What is the smallest hole size that can be made in a 3D-printed object?
- What is the thinnest free-standing cylindrical ‘wire’ that can be produced?
- What is the thinnest wall thickness that can be produced?
Formlabs has a fantastic illustrated design specification guide. According to the guide, the Form 2 should be capable of producing a 0.5mm hole, a vertical wire 0.3mm in diameter and up to 7mm tall, and unsupported walls 0.6mm in thickness.
The Settings
Layer height is often quoted as the “resolution” of a 3d-printer, but it’s not the only parameter that determines quality and accuracy (as I’m hoping this test will show).
To keep things as comparable as possible, I used a 0.1mm layer height and 100% infill for each of the printers. This is the lowest quality setting available for the Form 2, but can be considered mid- to high-quality for the Makerbot Rep 2X and Ultimaker 2.
The rest of the print settings are given in the table below:
| Makerbot Rep 2X | Ultimaker 2 Ext. | Forlabs Form 2 | |
|---|---|---|---|
| Material | ABS | PLA | Formlabs Resin |
| Layer height | 0.1mm | 0.1mm | 0.1mm |
| Shell thickness | 0.8mm | 0.8mm | N/A |
| Infill | 100% | 100% | 100% |
| Nozzle size | 0.4mm | 0.4mm | N/A |
| Print speed | 90 mm/s | 80 mm/s | N/A |
| Extruder temp. | 230˚C | 230˚C | N/A |
| Platform temp. | 118˚C | 65˚C | 30˚C |
| Supports | No | No | Yes |
| Raft | Yes | No | Yes |
The prints were prepared using the prep-software from each of the printer manufacturers (Makerbot Desktop, Cura and Preform), using a high-poly mesh exported from Rhino.
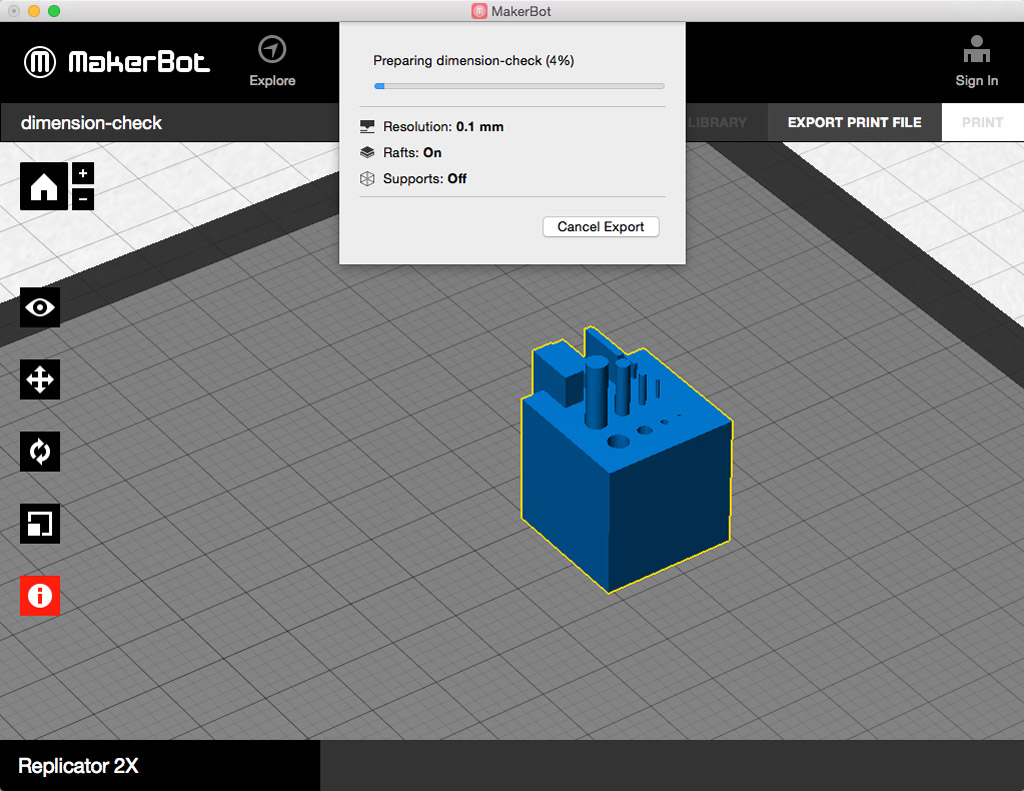 Preparing the print with Makerbot Desktop
Preparing the print with Makerbot Desktop
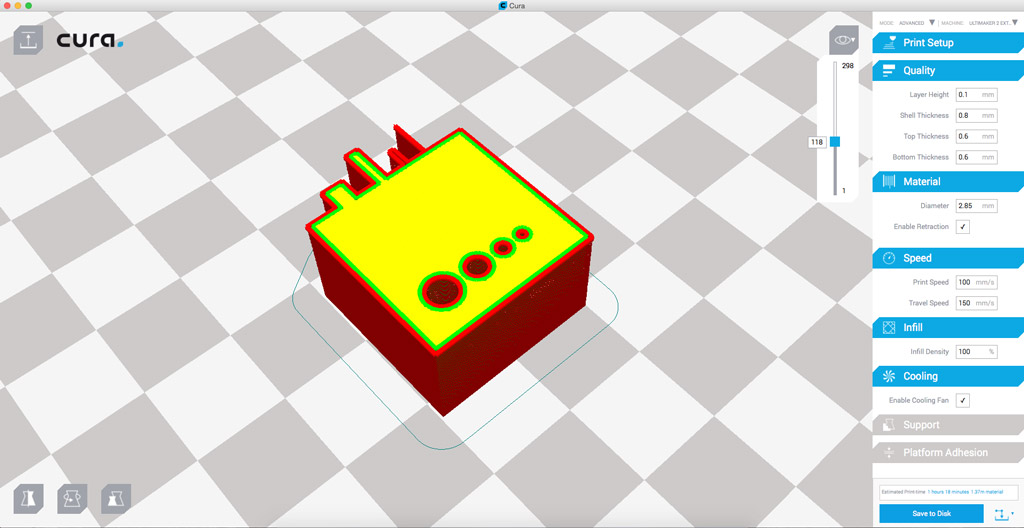 Viewing model slices in Cura
Viewing model slices in Cura
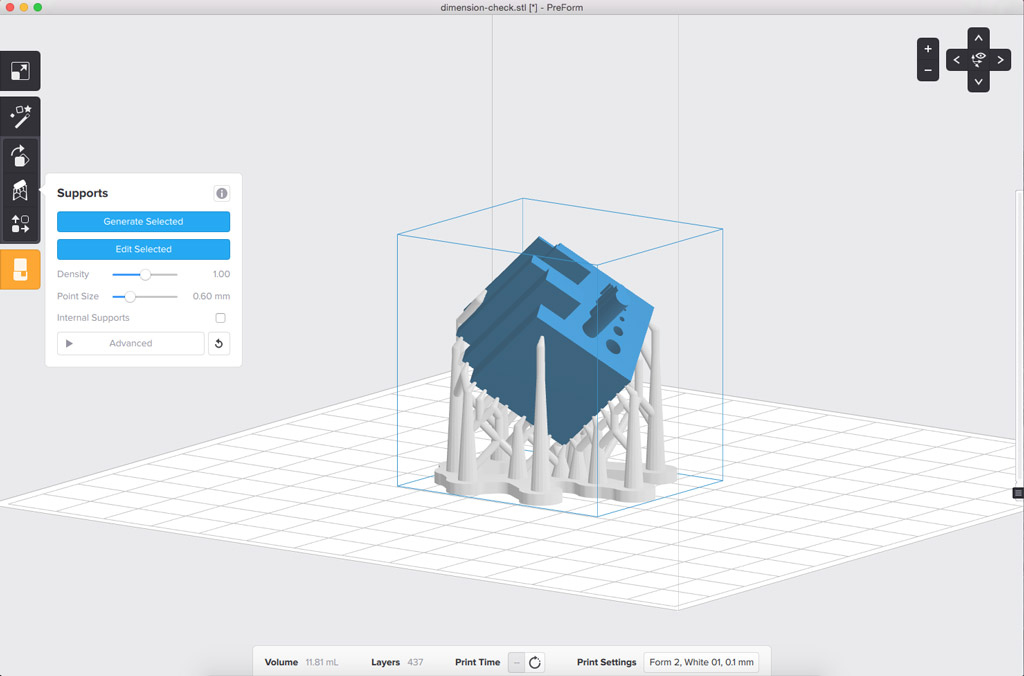 Generating supports in Preform
Generating supports in Preform
The Results
After printing, I removed the raft from the Rep 2X print and washed and removed supports from the Form 2 print, then took measurements using digital calipers.
| Makerbot Rep 2X | Ultimaker 2 Ext. | Forlabs Form 2 | |
|---|---|---|---|
| Print time | 1h 36m | 1h 18m | 1h 24m |
| Weight (g) | 8 | 9 | 10 |
| Width, x (mm) | 19.72 | 19.89 | 20.2 |
| Depth, y (mm) | 19.92 | 20.2 | 20.25 |
| Height, z (mm) | 20.3 | 20.04 | 20.15 |
| Smallest hole | 2mm (1.65 measured) |
2mm (1.25 measured) |
1mm (0.8 measured) |
| Smallest wire | 1mm (0.87 measured) |
0.5mm (0.99 measured) |
0.5mm (0.48 measured) |
| Smallest blade | 0.5mm (0.58 measured) |
0.5mm (0.7 measured) |
0.5mm (0.58 measured) |
The results tell part of the story. The print times are comparable between the three printers, each about 1.5 hours. The Rep 2 and Form 2 had raft/support material to build, so the slightly longer build times are expected.
The overall measures of the 20mm cube where approximately +- 1% for all of the printers, however what is not clear from the numbers in the results table is the difference in surface quality and corner precision. Both the Rep 2X and UM2 prints have visual distortions on their faces as well as rounding or bulging at the corners. The Form 2 print has a much smoother surface finish, with sharp edges and corners.
Up Close
After taking the measurements from each of the test pieces and comparing the print quality visually, I decided to go a step further and look much more closely at the surface quality using a microscope.
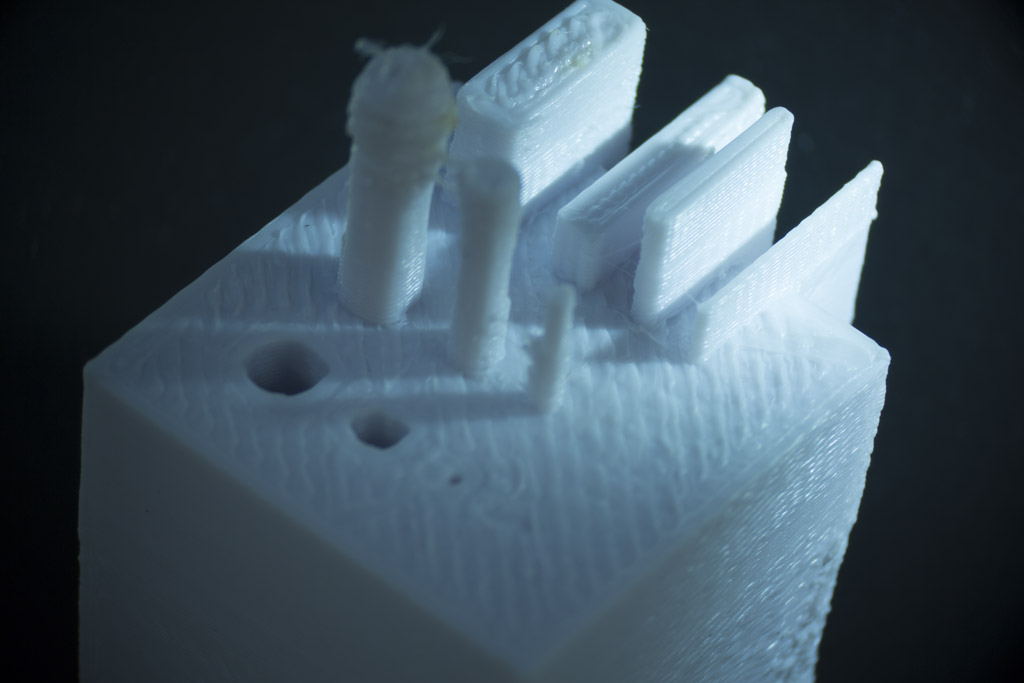 Makerbot Replicator 2 print under the microscope
Makerbot Replicator 2 print under the microscope
 Side view of the Ultimaker 2 print from the microscope
Side view of the Ultimaker 2 print from the microscope
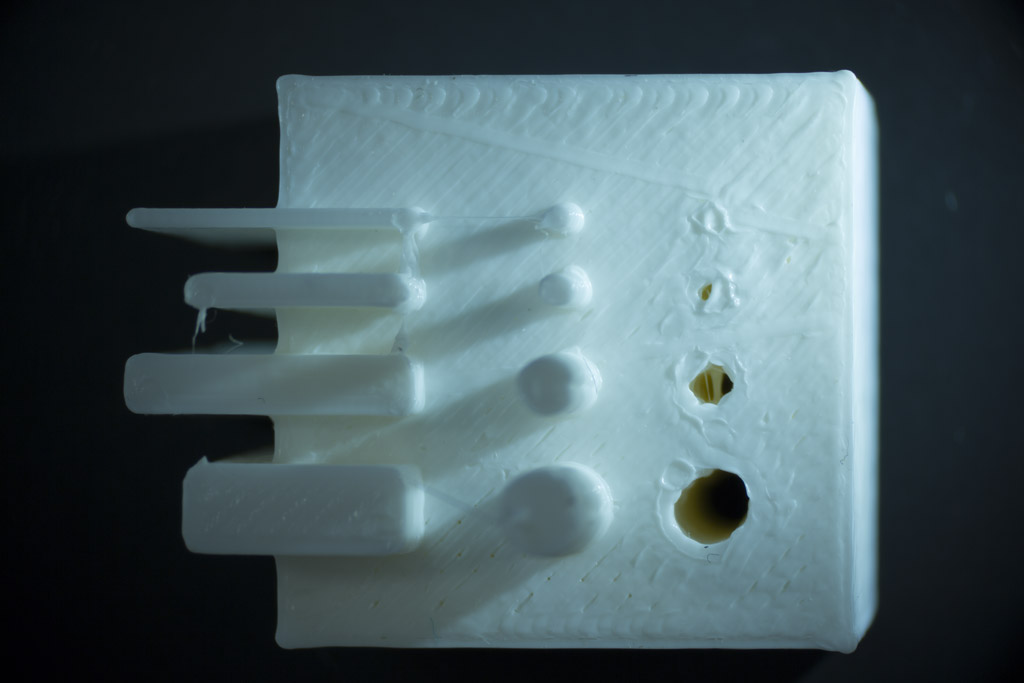 Top view of the Ultimaker 2 print
Top view of the Ultimaker 2 print
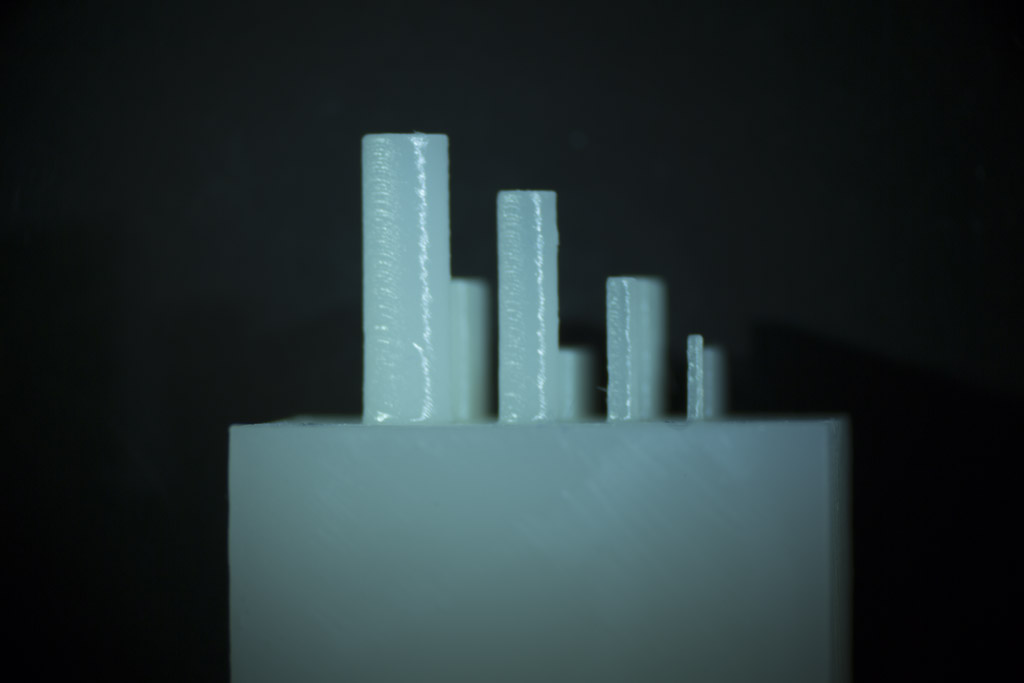 Wires of the Formlabs Form 2 print under the microscope
Wires of the Formlabs Form 2 print under the microscope
Rhino model (283kB) - 3dprint-dimension-test.3dm
Reduced STL (4.5MB) - 3dprint-dimension-test.stl
TODOs
☑ Describe what was learned by testing the 3D printers
Links
Fab Academy 2016 - 3D Scanning and Printing