Embedded programming
Assignments for Week 8 (03.14 ~ 03.19)
◾ Group Project
Test runout, alignment, speeds, feeds, and toolpaths for your machine
◾ Individual Project
Make something big
List of Machine, Materials, and SWs that I mainly used for this week's assignments
◾ ShopBot PRSalpha : A CNC router in Seoul Innovation FabLab / Most advanced product of ShopBot

※ ShopBot provides two powerful design SWs below - I created design in Fusion 360 and defined toolpath of the design using V carve :
◾ Autodesk Fusion 360 : An easy-to-use 3D design tool
◾ V carve : A program used to view, edit, and create files for use in guiding the work performed by a CNC router
◾ Hardwood plywood : 2440 (W) × 1220 (L) × 12 (H)
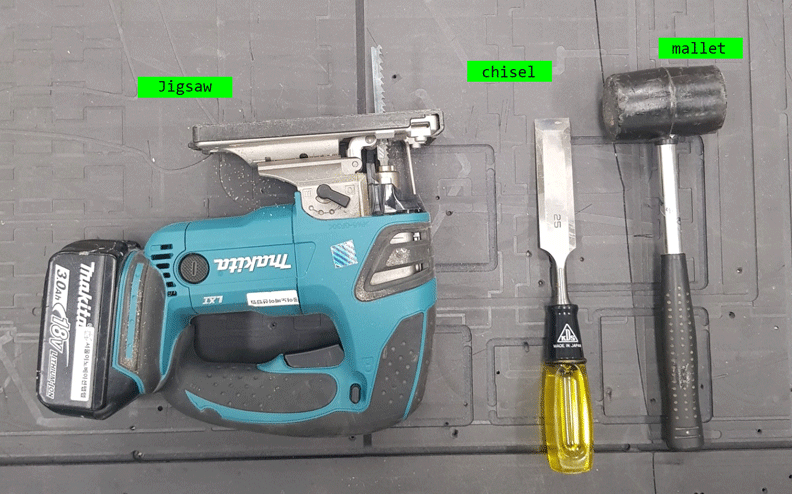
◾ Chisel & Mallet : used to cut tabs.
◾ Jigsaw : used to cut leftover piece of plywood.
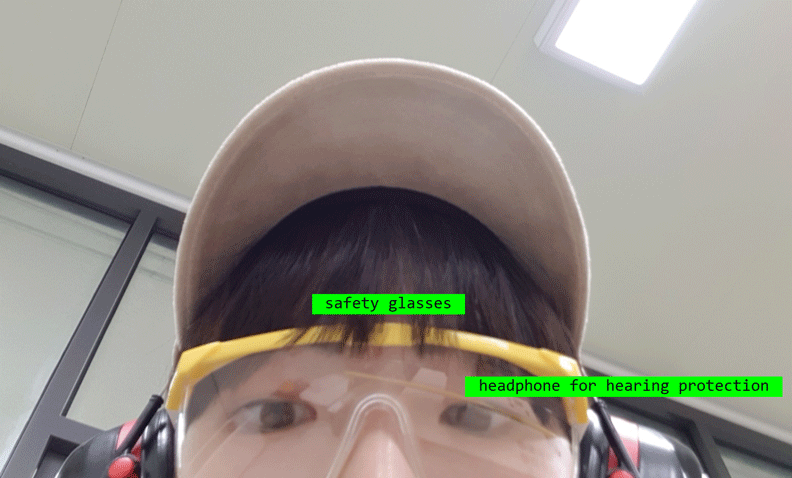
◾ Headphone for hearing protection : CNC router is loud, so it's recommened to wear hearing protections.
◾ Safety glasses : Chip is a by-product of the process of cutting materials by machines such as CNC router. Chips extraction system safely removes chips, still it's required to wear safety glasses for the worst case.
... and thanks to the instructors of Seoul Innovation FabLab for sharing the machine! :)
1. Test runout, alignment, speeds, feeds, and toolpaths for your machine
a) How to configure the operating conditions of a CNC router
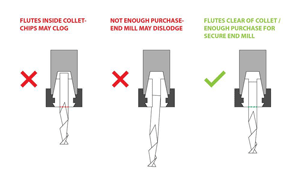
1) Select right tools - collet, end mill, ... - for the job.
※ How to read an end mill

I used two types of end mills: a) Downcut spiral bit (⌀ 6, 1 flute), and b) Upcut spiral bit (⌀ 6, 2 flutes)
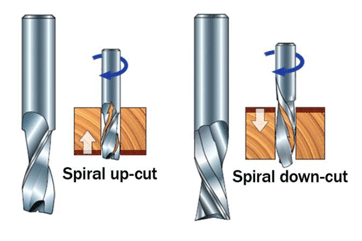
Down-cut spiral leaves a clean top edge but a rough bottom edge, while up-cut spiral leaves a smooth bottom edge but a rough top edge.
By exchanging an end mill from down-cut spiral to up-cut spiral before milling the bottom line, both top and bottom edges can be smoothly cut.
2) Check the chip load of a material to cut.
The chip load differs by the diameter of an end mill and the type of a material. For the spiral bit of ⌀ 6, the chip load of hardwood plywood is known to be 0.009" to 0.011".
3) Configure the proper conditions - RPM, feed rate, ... - for CNC machining.
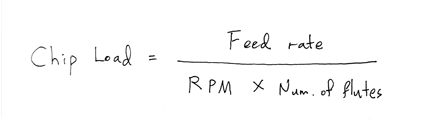
The instructor recommended us to set the RPM as 10,000. With the value of RPM, the number of flutes and chip load, the feed rate(inch/min) can be calculated by the formula below.
▣ Terminology
◾ CNC router : A computer-controlled cutting machine related to the hand-held router used for cutting various hard materials, such as wood, composites, aluminium, steel, plastics, glass, and foams. Types of CNC depends on DOF, 3 to 6
◾ collet : A metal band to hold an end mill tightly / Should have a finger width distance between the cutting fluts and the collet / important to keep the collets clean
◾ feed rate : the horizontal movement through the material
◾ spindle speed : the calculated speed for the cutter / measured on RPM (revolutions per minute)
◾ flute : the deep helical grooves running up the cutter / the more flutes a cutter has, the smaller each cut is. / the sharp blade along the edge of the flute is known as the tooth / the more teeth a cutter has, the more rapidly it can remove material.
◾ chip load : the size of chip that each tooth of the cutter takes
b) Test runout, alignment, speeds, feeds, and toolpaths of a CNC router in Seoul Innovation FabLab
1) Fix the material on the bed of a CNC router.
I fixed a piece of hardwood plywood (2440 (W) × 1220 (L) × 12 (H)) on the bed of a CNC router. Select a screw with clean hole in head and sharp tip. Pull a lever of screw drill lightly, while pushing the machine hard with the other hand.

2) Design in Fusion, import it in V carve, and define the toolpath.
Basically configured options in V carve as follows:
a-1) To cut completely - Start Depth : 0.0, Cut Depth : 12.5 (Max. depth to cut a material with 12mm height - add 0.5mm to the height of a material)
a-2) To cut the half - Start Depth : 0.0, Cut Depth : 6.0
b) Select edit in Tool - RPM : 10,000, Feed Rate : 54, 60, 66 and 120 for each design to test
※ When using a down-cut type end mill, 60% of the calculated feed rate is good.
Since the feed rate of a hardwood was calculated to be 90, 100, and 110 for each chip load (chip load : 0.009" to 0.011"),
I configured 54, 60, 66 and 120 (the instructor recommended this value) as a feed rate for each design for test.
c) Add tabs on the proper positions.
3) Result of group assignment
a) The size of a chip was relatively bigger when the feed rate was more faster.
For wood a good chip size is grainy not powdery, so we decided to use 120 as a feed rate when RPM is 10,000 and the number of flutes if 1.
b) Since we used a down-cut type end mill for whole process, the bottom edge was so rough.
c) Every pair fitted well.


2. Make something big
a) What to Make
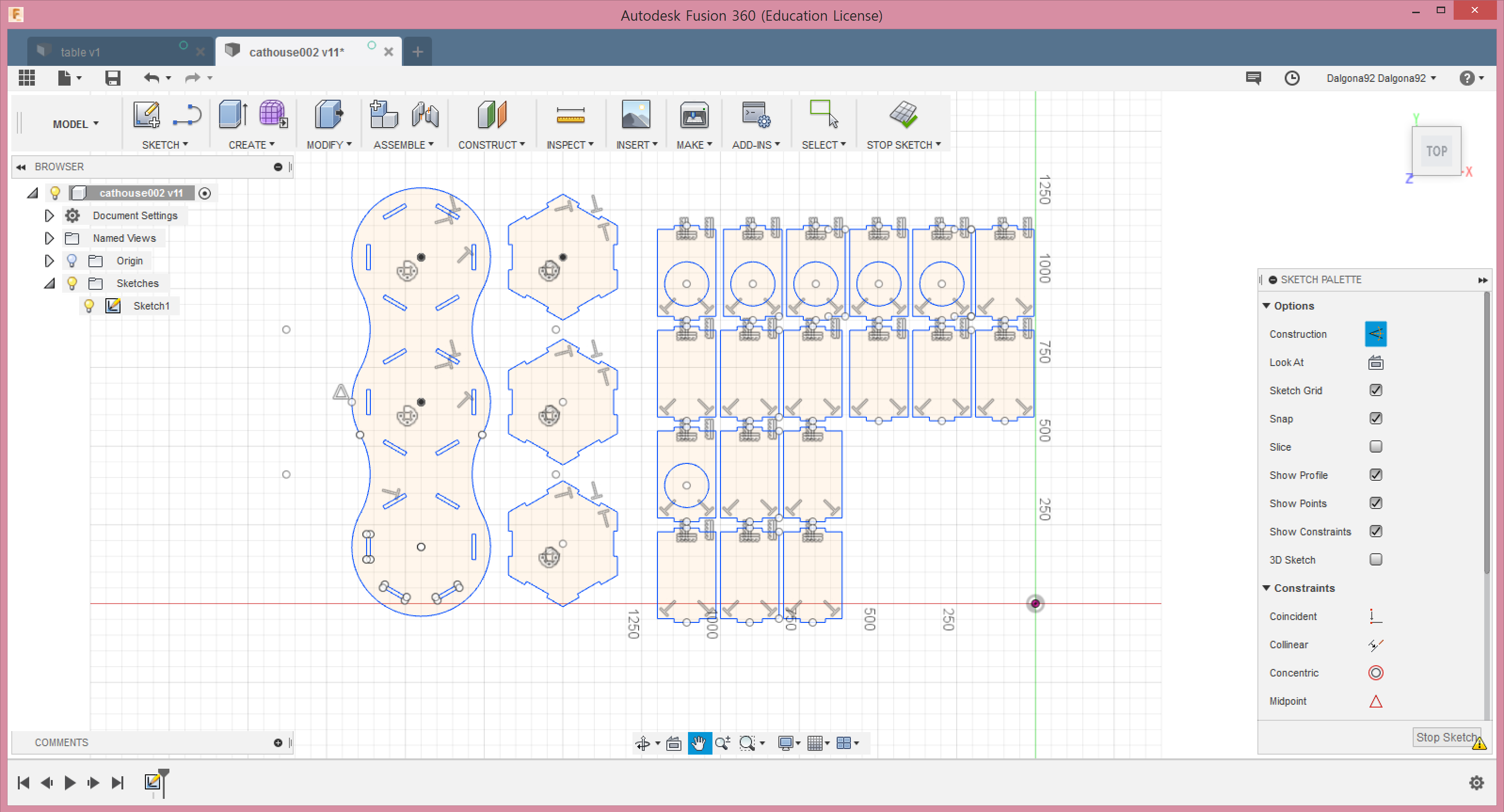
There are two cats wandering around my apartment. The security guard wanted to make a shelter for them, so I decided to make one this time. This is a sketch - looks like a mushroom :

Designed it in Fusion 360.

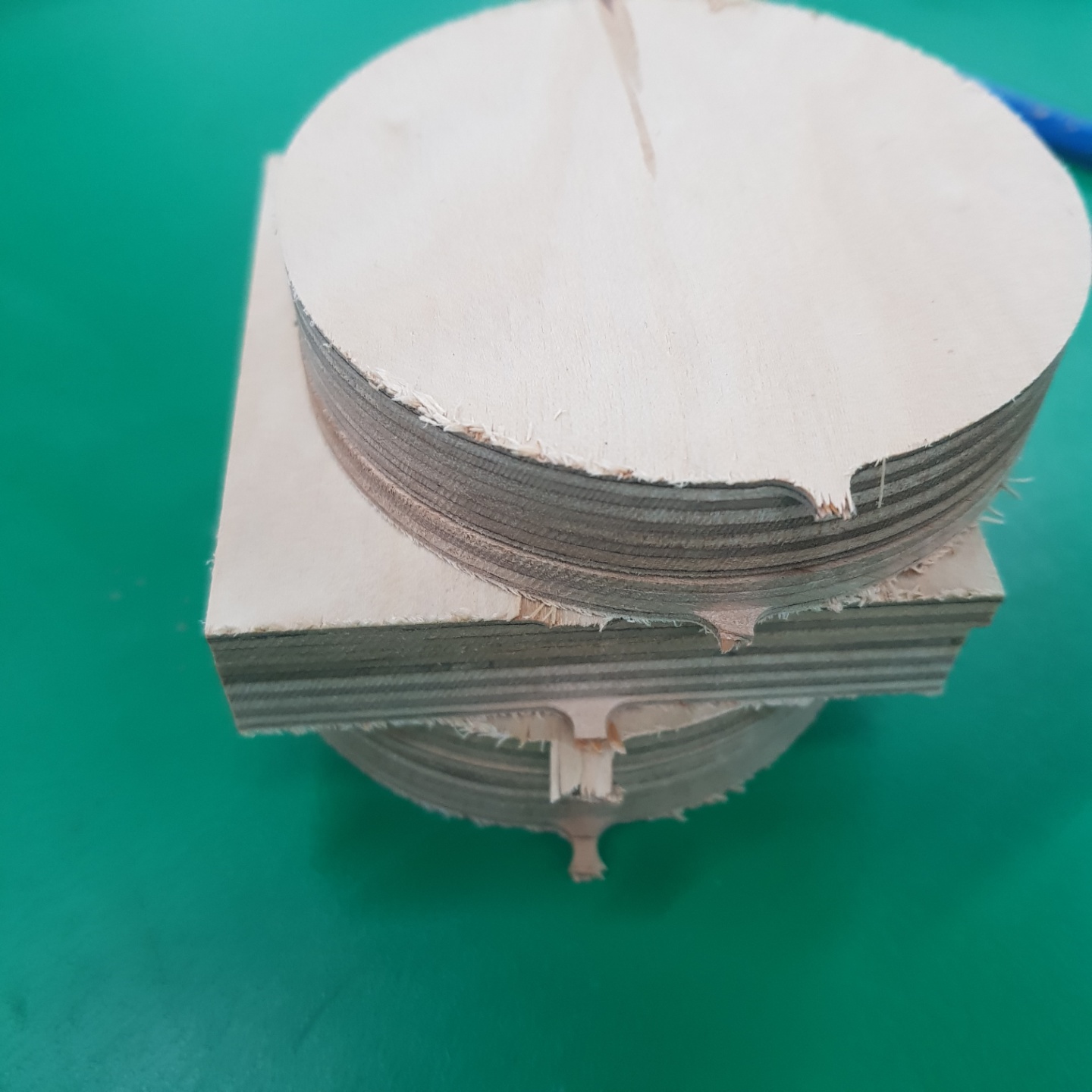
The distance between some designs were too close, and in the process of out-cutting, the tabs were broken and one of the walls suddenly flipped over.


Results of this week
House for three stray cats
