Composites
Assignment
Design and make a 3D mold (30 x 30 cm)
Produce a fiber composite part in it.
Design and make a 3D mold (30 x 30 cm)
Produce a fiber composite part in it.
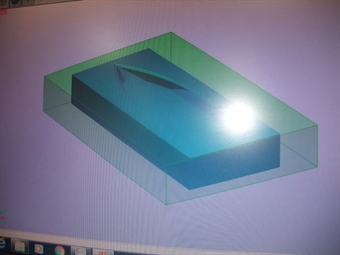
Design
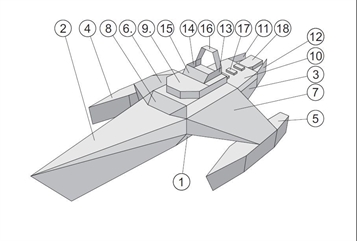
What I have in mind is to create boat hulls for a trimaran remote control boat. The boat would have 3 hulls.
What I have in mind is to create boat hulls for a trimaran remote control boat. The boat would have 3 hulls.
CNC Machining
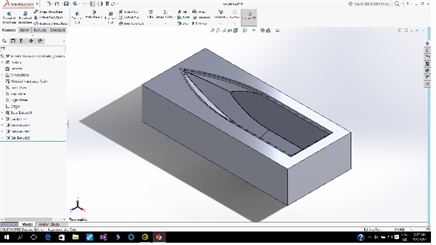
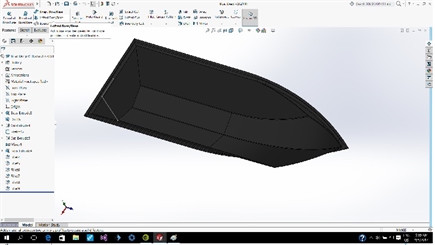
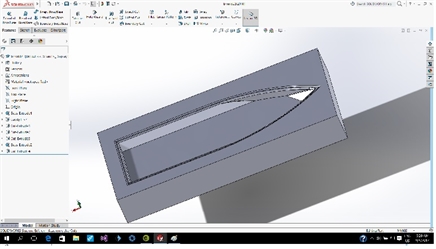
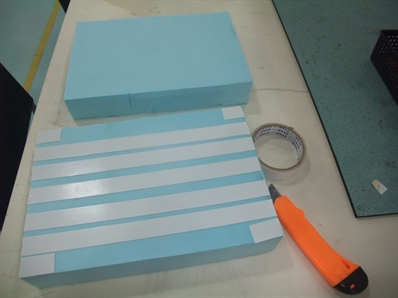
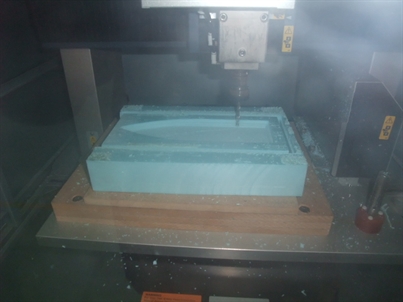
To create a mold, high density blue foam 30cm x 30cm were used. The cutting was done on a Modela MDX540. It is cool machine with closed loop servo control and automatic tool changing.
To create a mold, high density blue foam 30cm x 30cm were used. The cutting was done on a Modela MDX540. It is cool machine with closed loop servo control and automatic tool changing.

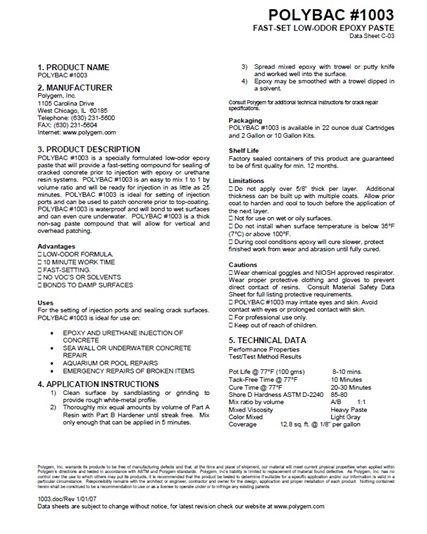
Material Safety Data Sheet(MSDS) and Technical Data Sheet(TDS)
The resin I will be using is 1003/1006 epoxy from a small local company.
1003/1006 is a common epoxy used from floor coating to pipe sealing as well as electronic component encapsulation.
The two environmentally friendly and low volatility expoxy we have are:
Epicote 1003 - low volatility, gel in 5-10 min, tack free in 2 hrs, 3:1 ratio of resin:activator
Epicote 1006 - low volatility, gel in 30 min, tack free in 12 hrs, 10:6 ratio of resin:activator
The amount of resin/activator used must be enough to completely wet all the fabric layers and excess resin/activator should be squeezed out during compression.
We were unable to obtain the MSDS and TDS from the supplier. We were advised that this is an equivalent epoxy resin similar to bisphenol-A based Epoxy resin. However, an example of similar epoxy's MSDS and TDS are shown below.
As our Fablab is consider quite airy and properly ventilated non aircondition room, no additional respirator was being used. We only used latex gloves when handling the Epicote 1003 liquid and hardener.
The resin I will be using is 1003/1006 epoxy from a small local company.
1003/1006 is a common epoxy used from floor coating to pipe sealing as well as electronic component encapsulation.
The two environmentally friendly and low volatility expoxy we have are:
Epicote 1003 - low volatility, gel in 5-10 min, tack free in 2 hrs, 3:1 ratio of resin:activator
Epicote 1006 - low volatility, gel in 30 min, tack free in 12 hrs, 10:6 ratio of resin:activator
The amount of resin/activator used must be enough to completely wet all the fabric layers and excess resin/activator should be squeezed out during compression.
We were unable to obtain the MSDS and TDS from the supplier. We were advised that this is an equivalent epoxy resin similar to bisphenol-A based Epoxy resin. However, an example of similar epoxy's MSDS and TDS are shown below.
As our Fablab is consider quite airy and properly ventilated non aircondition room, no additional respirator was being used. We only used latex gloves when handling the Epicote 1003 liquid and hardener.
Making test composite coupon
Before making the coupon, make sure that all safety measures are taken. Always work in a airy open air space, wear chemical proof glove when handling epoxy and hardener. Wear mask if necessary.
Get the correct mixing amount
The resin I will use is epoxy 1003. It comes in 2 parts, the epoxy resin itself and a hardener.
The mix ration for epicote 1003 expoxy and hardener are as follow:
Expoxy : 3 parts
Hardener : 1 part
Mixing
Stir for 5 minutes after mixing, the work time is 15 minutes and curing time is 30 minutes.
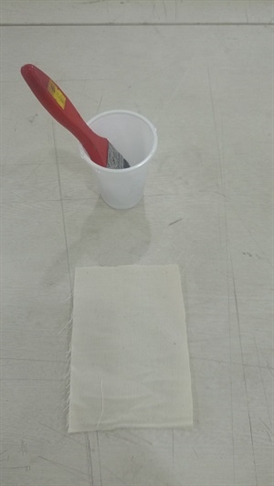
Prepare fabric to be used
First cut 3 pieces of cotton linen to size of 15cm x 10cm.
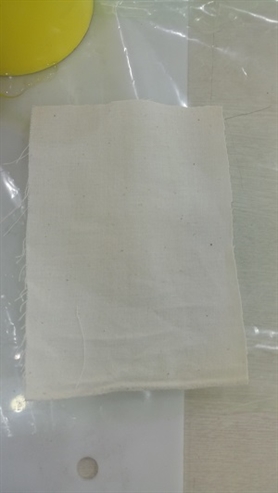
Apply epoxy compound
Put a piece of the cotton linen on a piece of release film. Apply epoxy compound. Repeat this for the next 2 pieces of cotten linen. after that, add another layer of release film.
Compression
Sandwich the coupon between two wood panels or two hard surfaces. This is a way to provide good compression. Then place a large water bag on top of it (to add hyrostatic pressure).
Trimming the edges after curing
wait for haft an hour and the coupon should be done.
Check if the resin compund is properly fused with the fiber.
Before making the coupon, make sure that all safety measures are taken. Always work in a airy open air space, wear chemical proof glove when handling epoxy and hardener. Wear mask if necessary.
Get the correct mixing amount
The resin I will use is epoxy 1003. It comes in 2 parts, the epoxy resin itself and a hardener.
The mix ration for epicote 1003 expoxy and hardener are as follow:
Expoxy : 3 parts
Hardener : 1 part
Mixing
Stir for 5 minutes after mixing, the work time is 15 minutes and curing time is 30 minutes.
Prepare fabric to be used
First cut 3 pieces of cotton linen to size of 15cm x 10cm.
Apply epoxy compound
Put a piece of the cotton linen on a piece of release film. Apply epoxy compound. Repeat this for the next 2 pieces of cotten linen. after that, add another layer of release film.
Compression
Sandwich the coupon between two wood panels or two hard surfaces. This is a way to provide good compression. Then place a large water bag on top of it (to add hyrostatic pressure).
Trimming the edges after curing
wait for haft an hour and the coupon should be done.
Check if the resin compund is properly fused with the fiber.





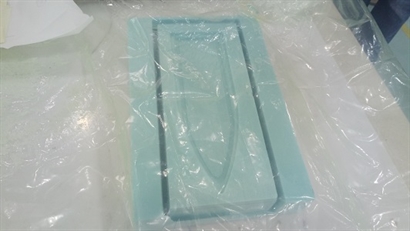
Molding the boat hull
First prepare the mold, clean it from dust and partical.
Place a layer of release sheet over it.
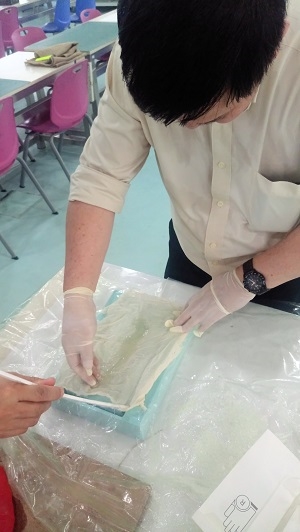
Place the first layer of fiber and add a small amount of resin compound. spread the compound evenly. ensure it wet the whole cavity and every corner.
Add a second layer of fiber and repeat the previous process. Do the same for the thirt layer.
After applying the final third layer, again make sure the compound is evenly spread in the mold. remove excessive compound if necessary.
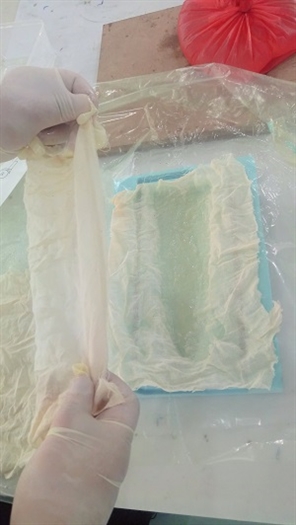
After that, add another piece of release film over the mold.
Add a water bag on top to provide hydrostatic pressure to all corners of the mold cavity.
Post process note : a two mold process, possitive and negative mold should be used instead of just one mold.
Support the water bag with side panels.
After half and hour, the composite can be remove from the mold. because of the use of single mold, the result of compression is not ideal.
I have demontrated the proper use of compression technique in test coupon making with 2 panels sandwiching the coupon, however due to time constraint, only single side mold was made for the boat hull. From here I have learnt that it is better to use a two mold approach for better compression result.
The unwanted edges of the composite can be trimmed away with heavy duty scissors.
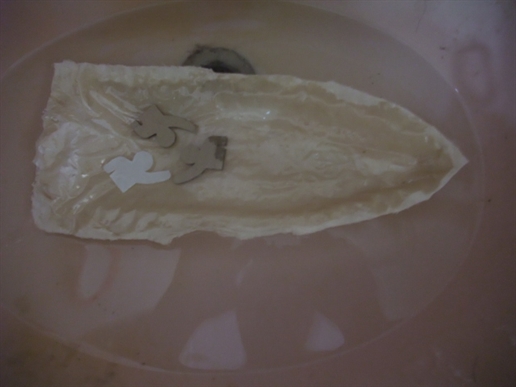
And finally, the buoyancy test, it floats :)
First prepare the mold, clean it from dust and partical.
Place a layer of release sheet over it.
Place the first layer of fiber and add a small amount of resin compound. spread the compound evenly. ensure it wet the whole cavity and every corner.
Add a second layer of fiber and repeat the previous process. Do the same for the thirt layer.
After applying the final third layer, again make sure the compound is evenly spread in the mold. remove excessive compound if necessary.
After that, add another piece of release film over the mold.
Add a water bag on top to provide hydrostatic pressure to all corners of the mold cavity.
Post process note : a two mold process, possitive and negative mold should be used instead of just one mold.
Support the water bag with side panels.
After half and hour, the composite can be remove from the mold. because of the use of single mold, the result of compression is not ideal.
I have demontrated the proper use of compression technique in test coupon making with 2 panels sandwiching the coupon, however due to time constraint, only single side mold was made for the boat hull. From here I have learnt that it is better to use a two mold approach for better compression result.
The unwanted edges of the composite can be trimmed away with heavy duty scissors.
And finally, the buoyancy test, it floats :)







Reflection
There were some corners in the mold that composite did not closely adhere to. A few ways to improve this are:
1. Increase hydrostatic pressure with a bigger water bag.
2. I have demontrated the proper use of compression in test coupon making with 2 panels sandwiching the coupon, however due to time constraint, only a single side mold was made for the boat hull making. From here I have learnt that it is better to use a two mold approach for better compression result.
There were some corners in the mold that composite did not closely adhere to. A few ways to improve this are:
1. Increase hydrostatic pressure with a bigger water bag.
2. I have demontrated the proper use of compression in test coupon making with 2 panels sandwiching the coupon, however due to time constraint, only a single side mold was made for the boat hull making. From here I have learnt that it is better to use a two mold approach for better compression result.