This week the assignment is to makle something big on the ShopBot. CNC Routers are extensively used in the signmaking business, and I happened to need one, so I thought that would be what I would try to make.
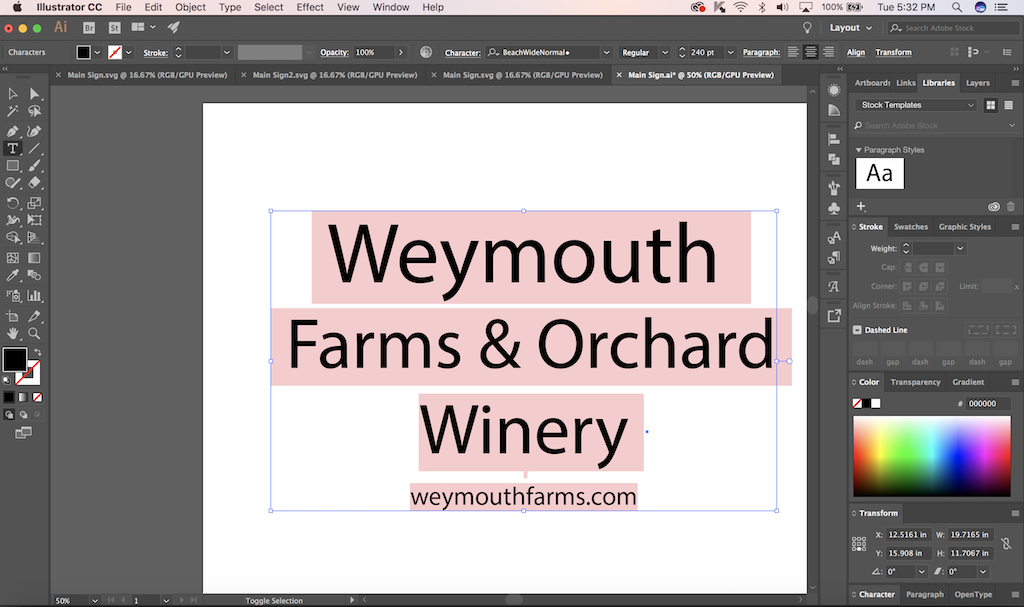
I first started by designing my sign on Adobe Illustrator.
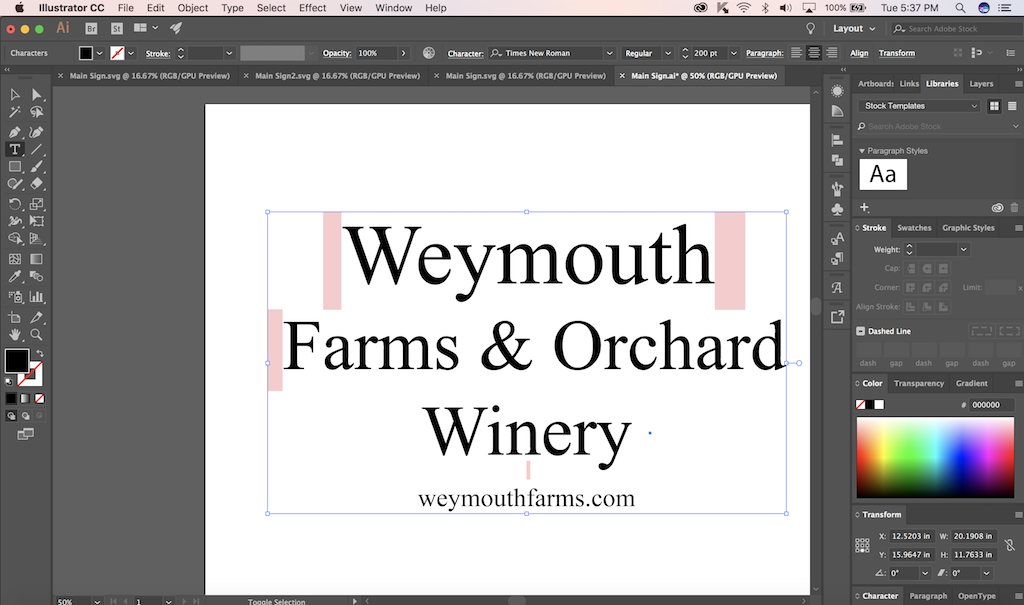
I next change the fonts and make the size of the sign suit the 4 foot by 8 foot sheet of 9-ply 3/4" plywood I am planning on using.
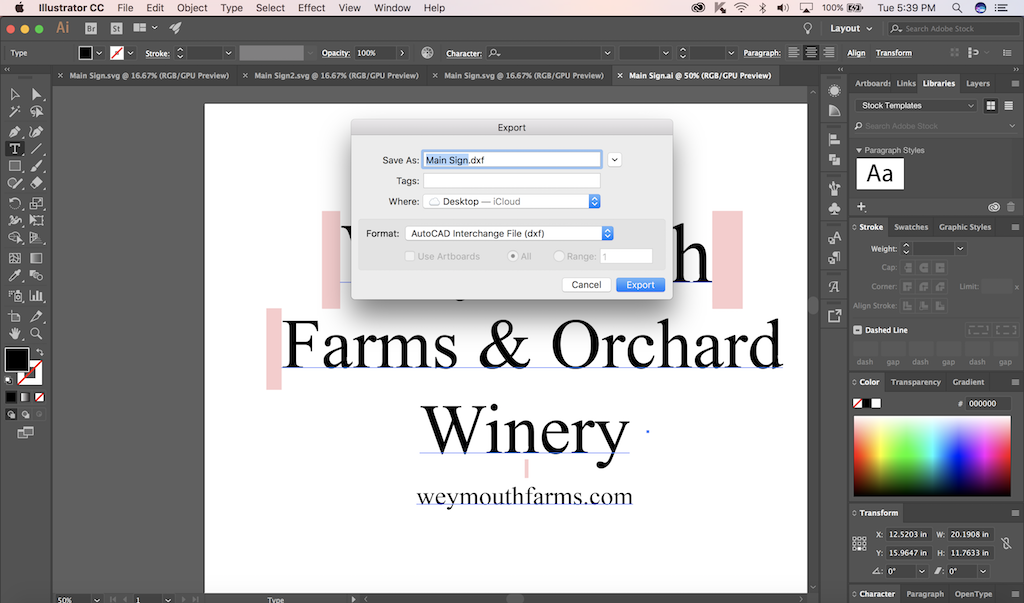
I next export the sign as a DXF file so Aspire can read it and generate a tool path.
I next place the files on a USB drive and head out to Lorain County Community College with 5 sheets of plywood in the truck. I arrive at the lab, unload the plywood, and get safety training by my instructor, Scott Zitek. Safety glasses and ear protection required at all times. Also, the machine must be attended at all times.
I start up Aspire. There are a few things that needed to be set up in Aspire. I was going to be doing V-carving, which requires a 60 degree milling cutter.
First, I ordered a couple of Onsrund 37-82 cutters, from Mason Tool.
I went back to the lab, with cutters and plywood in hand. I started up Aspire, and set up the tool information. I clicked the Tool Database icon, selected V-bit (60 degree 0.5 inches). I cleaned the collet in the spindle and then inserted the tool and tightened the collet nut.
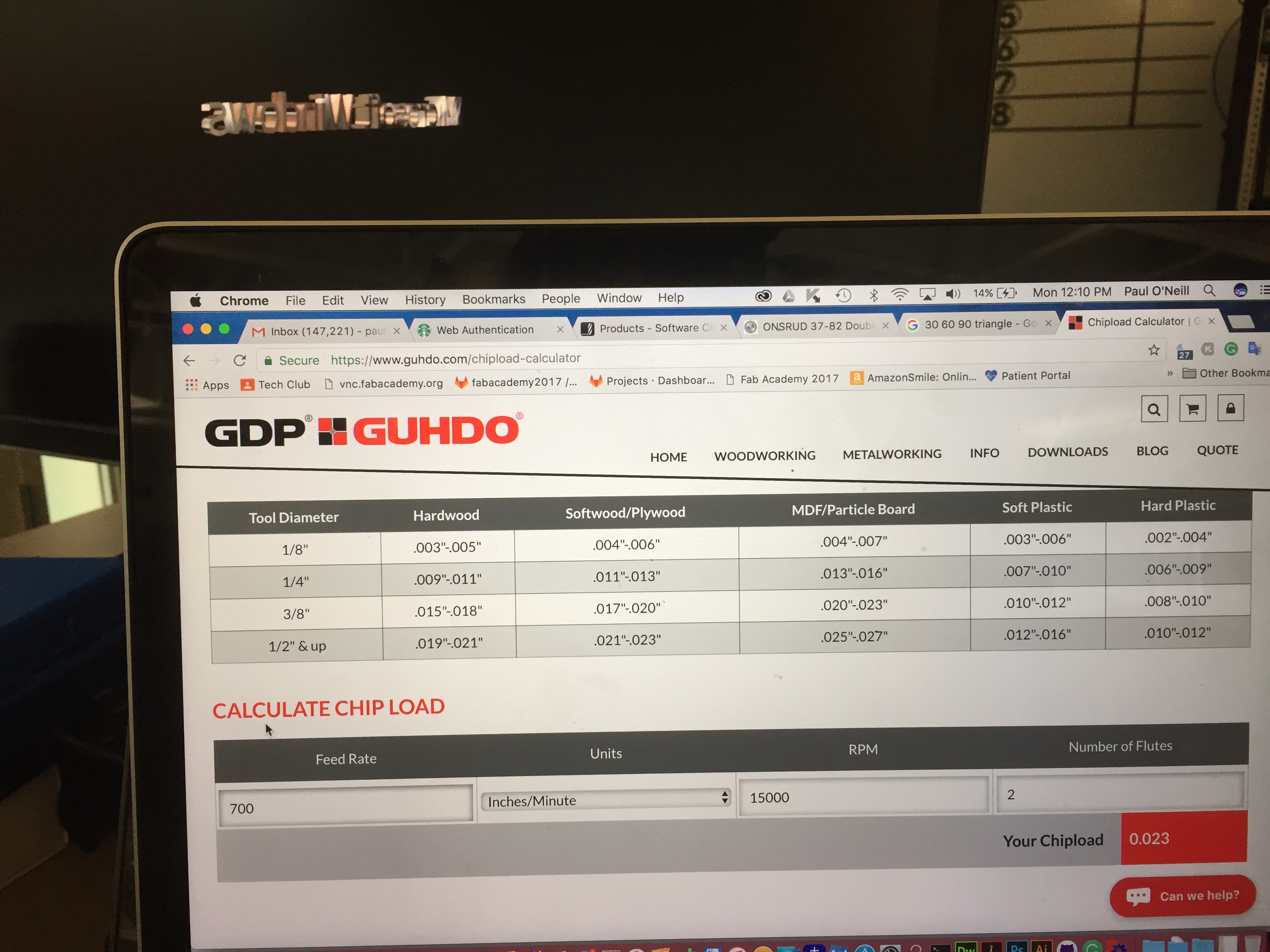
I used the following website for some suggestions for feeds and speeds. It calculated 700 inches per minute at 15,000 rpm. I initially tried those values.
I touch off the tool with this electrically connected plate. It triggers a signal when the tool hits the bed.

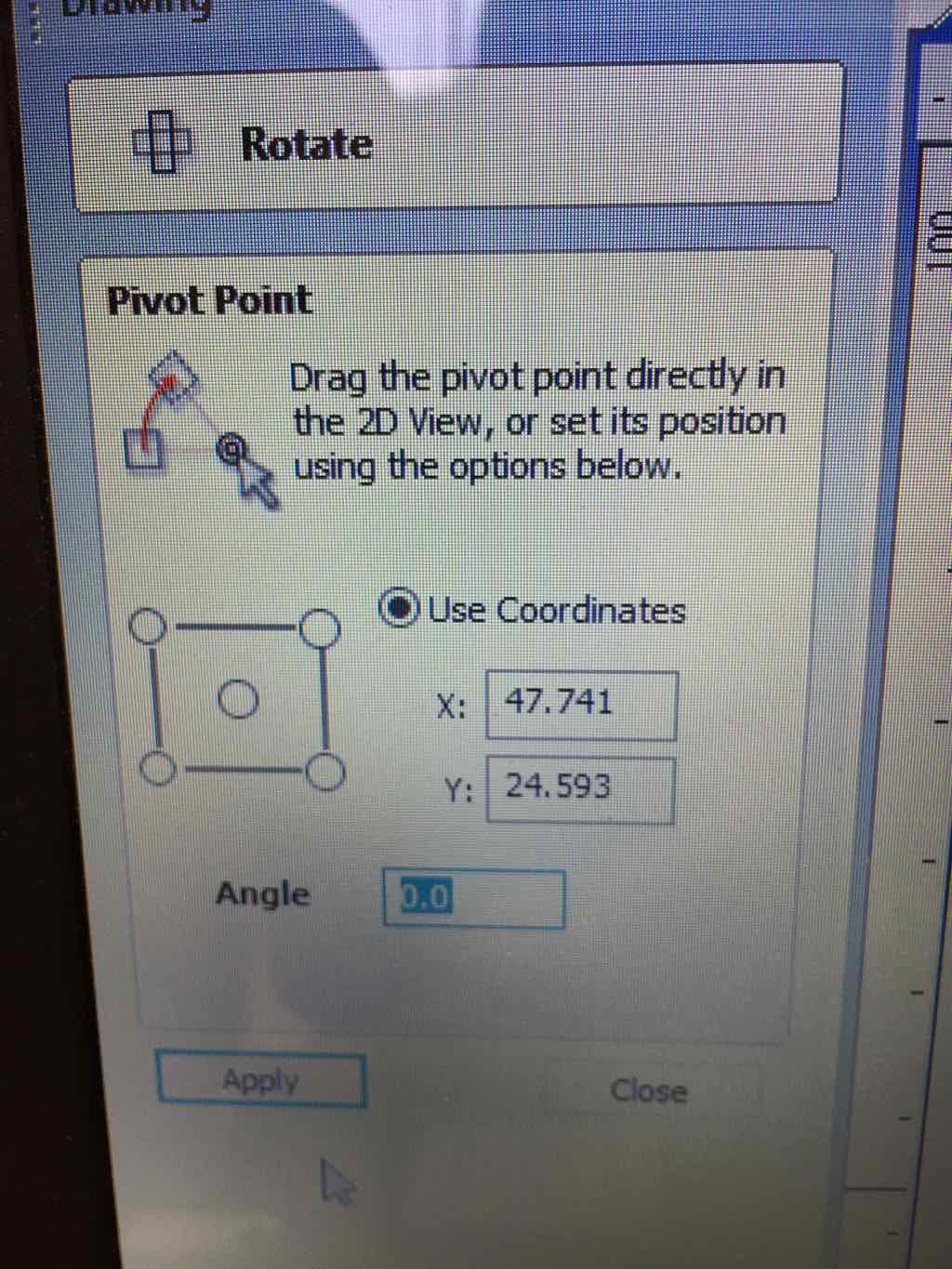
I imported the toolpath into Aspire and adjusted it so it looked right on the screen.

I used this function to further analyze the toolpath.
I started up the ShopBot application and loaded the file generated by Aspire.
I set the feedrates that the website suggested. 700 inches per minute at 15,000 rpm.
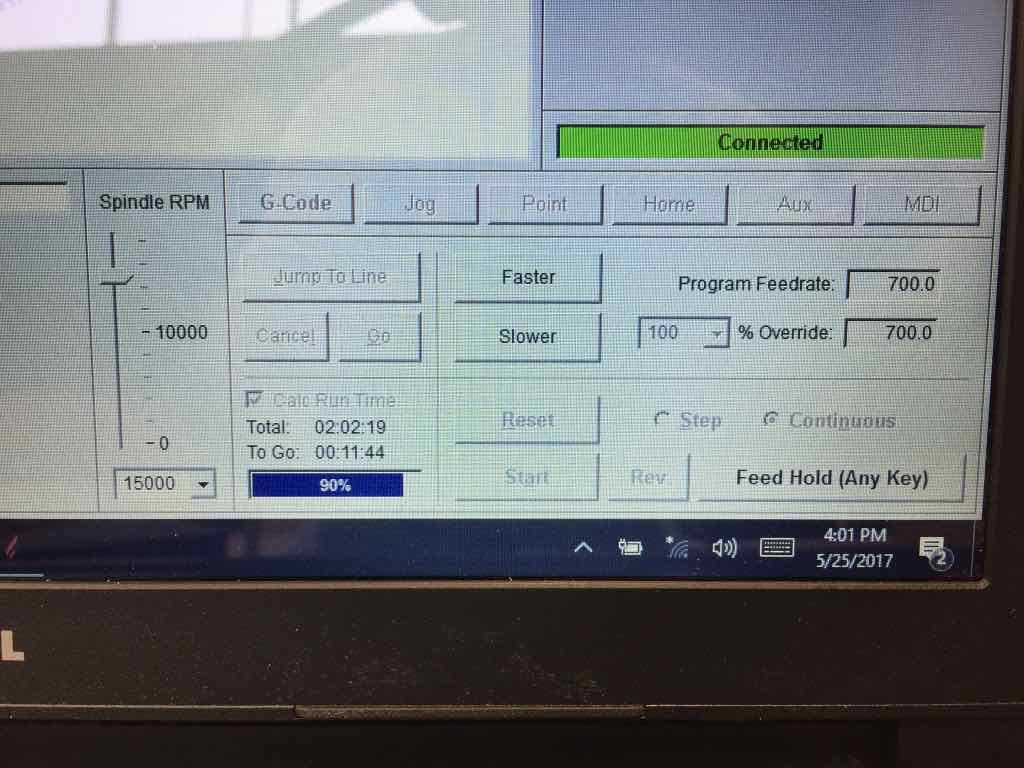
Loaded the G-Code and started running the part.
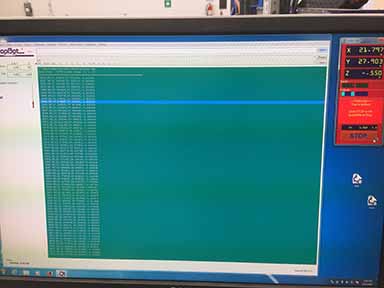

The stepper motors couldn't hold position and the part was miscut.



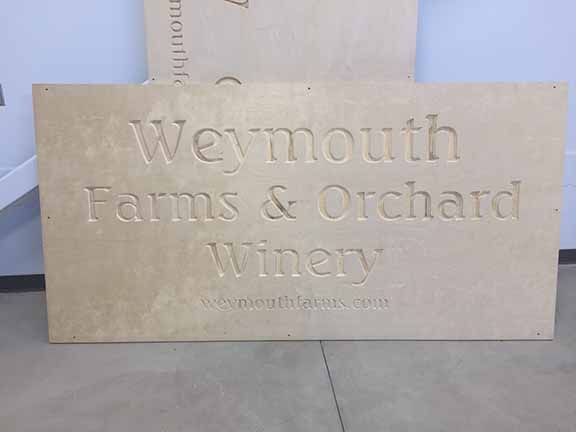
I unscrewed the material from the machine, backed the RPM down to 10,000 and decreased the feedrate to 200 inches per minute. I screwed down a fresh piece of plywood and began again. The results were much better.



(File: main sign cnc aspire.crv)
(File: main sign cnc aspire.crv3d)